

Технология термической обработки поковок для производства валков холодной прокатки
В процессе работы валки испытывают:
- высокие контактные давления, которые, как правило, в несколько раз превышают величину предела текучести деформируемого металла при комнатной температуре;
- многократные напряжения, меняющиеся по знаку и величине, что приводит к накоплению в поверхностной зоне валка дефектов усталостного характера и образованию отслоений;
Требования к валкам холодной прокатки:
- высокая и равномерная твердость поверхности, что обеспечивает высокое качество прокатываемого листа;
- соответствующая контактная прочность рабочего слоя, стойкость против образования поверхностных дефектов- трещин, отслоений, выкрошек;
- высокая прокаливаемость, необходимая для получения определенной глубины закаленного слоя;
- высокая износостойкость рабочего слоя;
- высокая теплостойкость (до 350-400 0С) при общем и локальном разогреве;
- высокое качество поверхности холоднокатаных листов. Валки должны иметь определенный микрорельеф поверхности; также недопустимы различные макроповреждения и дефекты;
- благоприятное распределение и минимальная величина остаточных напряжений по всему сечению валка после закалки и отпуска;
- отсутствие флокенов, грубых скоплений карбидов, карбидной сетки, крупноигольчатого мартенсита и др. дефектов макро- и микроструктуры;
Материал для изготовления валков холодной прокатки:
Для изготовления валков применяют качественные стали, содержащие минимальное количество вредных примесей.
Рабочие валки станов холодной прокатки изготавливают из высокоуглеродистых сталей, легированных хромом, ванадием, вольфрамом и другими элементами. Легирование сталей должно обеспечивать достаточную полноту растворения карбидов и легированность мартенсита, а также сохранение мелкого аустенитного зерна, для чего стали легируют небольшими добавками ванадия. В целях повышения вязкости в состав валковых сталей вводят молибден. Введение в сталь хрома (9Х, 9Х2) увеличивает прокаливаемость, прочность, износостойкость стали, но снижает пластичность. Дальнейшее повышение прокаливаемости достигается при увеличении содержания хрома и введения в сталь молибдена (9Х2МФ) или вольфрама (9Х2В).
Чаще всего применяют валки из сталей 9Х, 9ХФ, 9Х2, 9Х2В, 9Х2СФ, 9Х2МФ, 9Х2СВФ, Х9ВМФШ, 60Х2СМФ.
Опорные валки бывают трех типов: цельнокованые, ковано-литые и составные (бандажированные).
Наиболее распространены цельнокованые опорные валки. Их изготавливают из сталей 9Х, 9Х2, 9ХФ, 75ХМ, 65ХНМ. Для изготовления осей составных валков используют более простые, менее легированные марки сталей: 70, 55Х, 50ХГ, 45ХНВ, 45ХНМ. Бандажи по своему химическому составу соответствуют цельнокованым валкам.
Для изготовления рабочих валков многовалковых станов используют сталь ледебуритного класса 6Х6М1Ф.
Повышение стойкости валков из сталей с пониженным содержанием углерода (7ХМФ) достигается за счет повышения вязкости, меньшей хрупкости закаленного слоя, пониженного уровня остаточных напряжений, повышенной устойчивости стали против образования трещин и отслоений на поверхности бочки валка.
В последние годы рабочие валки многовалковых станов, предназначенных для прокатки особо твердых и тонких лент, иногда изготавливают из твердых металлокерамических сплавов на основе карбида вольфрама (85-90 % карбида вольфрама и 10-15 % кобальта). Методом горячего прессования и спекания удается получать цельные валки диаметром до 80 мм, длиной до 1500 мм. Твердость таких валков достигает 115-125 HSD (по Шору). Их износостойкость в 30-50 раз превышает стойкость валков из легированных сталей. Благодаря очень высокому модулю упругости, карбидовольфрамовые валки сплющиваются в очаге деформации в 3 раза меньше, чем стальные валки. Вместе с тем надо иметь в виду, что карбидовольфрамовые валки имеют большую стоимость повышенную хрупкость. Последнее затрудняет их использование при ударной нагрузке и значительных прогибах.
Термическая обработка поковок валков холодной прокатки
Валки холодной и горячей прокатки подвергают предварительной и окончательной термической обработке.
Предварительная термообработка проводится с целью перекристаллизации структуры кованого металла, снижения твердости и уровня остаточных напряжений, подготовки структуры к механической обработке и последующей закалке, предотвращения флокенообразования (все валковые стали флокеночувствительны).
К предварительной термообработке поковок валков относят: отжиг, улучшение, нормализация с отпуском и др. Выбор режима определяется размерами валков, технологией прокатки, условиями эксплуатации. Назначается предварительная термообработка в зависимости от марки стали:
Для сталей марок Х9ВМФ, 8Х5СВМФ, 75 ХСМФ- изотермический отжиг;
6Х6М1Ф- изотермический отжиг и нормализация с отпуском;
75ХСМФ- изотермический отжиг с улучшением;
9Х1, 80ХФ, 9Х2МФ- отжиг и улучшение или отжиг и нормализация с отпуском.
 Для
валков отделочных чистовых клетей, где
требуется большая жесткость рекомендуется
режим изотермического отжига с улучшением,
а для рабочих валков предчистовых
клетей, которые обеспечивают большие
обжатия проката и испытывают большие
удельные нагрузки- режим двойной
нормализации с отпуском. Для валков
диаметром 400 мм из стали 9Х2МФ рекомендуются
режимы, представленные на рисунках 2.2
и 2.3.
Для
валков отделочных чистовых клетей, где
требуется большая жесткость рекомендуется
режим изотермического отжига с улучшением,
а для рабочих валков предчистовых
клетей, которые обеспечивают большие
обжатия проката и испытывают большие
удельные нагрузки- режим двойной
нормализации с отпуском. Для валков
диаметром 400 мм из стали 9Х2МФ рекомендуются
режимы, представленные на рисунках 2.2
и 2.3.
а- отжиг; б- улучшение
Рисунок 2.2- Режим предварительной термической обработки валков холодной прокатки чистовых клетей
Такой режим термообработки обеспечивает высокие упругие свойства валков.
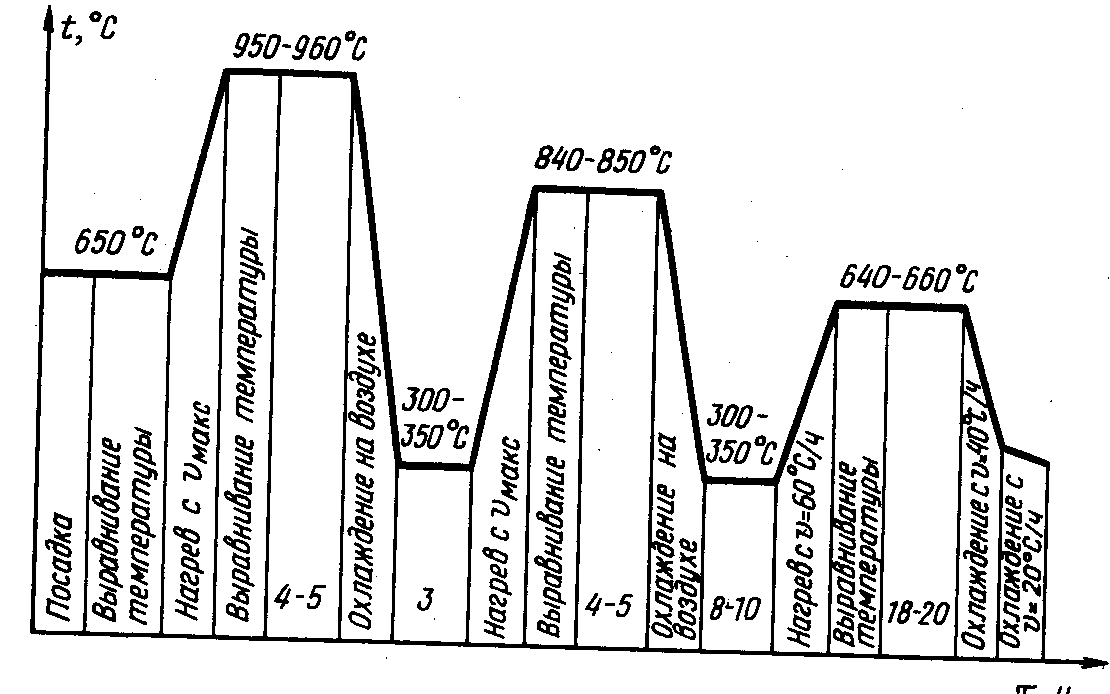
Рисунок 2.3- Режим предварительной термической обработки рабочих валков предчистовых клетей- двойная нормализация с отпуском
Такая схема исключает операцию улучшения. Первая нормализация при высокой температуре способствует растворению карбидной сетки, вторая нормализация при низкой температуре устраняет перегрев и измельчает структуру. Кроме того, такой режим способствует повышению предела текучести стали, обеспечивает высокий уровень пластичности, но несколько пониженный уровень прочности и ударной вязкости.
После предварительной термообработки валков снимают припуск 3-15 мм.
Окончательная термическая обработка валков холодной прокатки
Основная цель окончательной термообработки - получение высокой твердости на поверхности бочки валков.
Чаще всего используют в качестве окончательной термообработки закалку с индукционного нагрева токами промышленной частоты (на установках ТП4-700). Валок нагревается внутри многовиткового кольцевого индуктора. Охлаждение производят водой через спрейер под давлением 0,3-0,7 МПа.
Для более глубокого прогрева валков по сечению, обеспечения более плавного перехода от активного слоя к незакаленному внутреннему и создания более благоприятного распределения остаточных напряжений по сечению после закалки валки предварительно подогревают на установке ТПЧ до температуры 850 0С. на поверхности бочки. Число подогревов зависит от требуемой глубины активного слоя и диаметра бочки валка.
Структура, в частности аустенит, образующийся в результате индукционного нагрева обладает рядом особенностей:
1. При ускоренном нагреве основные превращения исходных фаз в аустенит смещаются в область более высоких температур, а весь процесс происходит в более широком температурном интервале. Благодаря этому значительно увеличивается число одновременно возникающих зародышей; зерна аустенита отличаются большей измельченностью.
2. Скорость нагрева существенно влияет на элементы тонкой структуры – на величину блоков мозаики и напряжения второго рода. При большой скорости нагрева можно добиться измельчения блоков мозаики более чем в три раза и соответственно почти вдвое увеличить твердость сплава.
3. Характерна большая неоднородность аустенита.
После закалки валки холодной прокатки подвергают низкотемпературному отпуску (130-200 0С). Отпуск приводит к значительному снятию и перераспределению остаточных напряжений в валке, образованию дисперсных карбидов, распаду остаточного аустенита, стабилизации размеров, выравниванию твердости поверхности бочки валка.
Для повышения эксплуатационной стойкости валков рекомендуется готовые рабочие валки подвергать среднетемпературному отпуску при печном или индукционном нагреве. Возможное снижение твердости рабочего слоя валков компенсируется превращением части остаточного аустенита в мартенсит отпуска и выделением дисперсных карбидов. Температура дополнительного отпуска должна не менее чем на 100 0С превышать температуру отпуска, который проводят непосредственно после закалки.
Для валков холодной прокатки можно применять высокотемпературную термомеханическую поверхностную обработку (ВТМО), которая позволяет повысить плотность несовершенств (дислокаций) в деформированном металле, что значительно упрочняет его, а также добиться более высокой степени дисперсности карбидной фазы.