

2.1.3 Разработка схемырезания
Схема резания – схема формообразования поверхности обрабатываемой детали путем послойного удаления припуска.
На рисунке 4 показана схема резания призматическим резцом. Резец подается с подачей VS на встречу к заготовке. Самой заготовке придают вращение навстречу резцу со скоростью V. Угол α - главный задний угол, угол γ - главный передний угол.
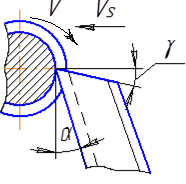
Рисунок 4 – Схема резания призматического резца
2.1.4 Расчет конструкции и геометрии призматического резца
Призматические фасонные резцы используются только для наружной обработки. Большая жесткость их крепления в державках с помощью «ласточкиного хвоста» позволяет работать с большими подачами или вести обработку профилей большей длины при повышенных требованиях к точности размеров и профиля обработанной детали.
Профиль фасонного резца можно определить двумя основными методами: аналитическим и графическим.
Графический метод определения профиля фасонного резца выполняется по правилам проекционного черчения. Преимуществом графического метода является наглядность, недостатком – низкая точность, связанная с неточностью графических построений.
Аналитический метод расчета профиля фасонного резца сводится к решению элементарных треугольников. Преимуществом аналитического метода является высокая точность (до 0,0001 мм) в определении размеров профиля резца, недостатком – громоздкость вычислений, особенно для криволинейных поверхностей.
Целесообразно вести определение профиля фасонных резцов обоими методами и сравнить полученные результаты, расхождение которых не должно превышать 10 – 15%).
Для проектирования выбираем резец с отверстиями под штифты.
Аналитический метод
Исходные данные начальных параметров заготовки представлены на рисунке 3.
Глубина профиля заготовки определяют по формуле:
где d – диаметр заготовки;
i – порядок размера от меньшего к большему.

Передний γ = 25° и задний α = 14° углы лезвия резца назначены по таблице 47 [3].
Геометрические параметры призматического резца для наибольшей глубины профиля заготовки tmax = 17 мм назначаем по таблице 44 [3]: B=35 мм; H=90 мм; E=10 мм; A=40 мм; F=25 мм; r=1 мм; d=6 мм; M(h9)=55,77 мм.
Коррекционный расчет профиля резца (таблица 48, [3]):
Определение
 :
:




Определение угла
 :
:




Определение значений координат




Определение координат кромки шаблона и контршаблона:




Графический метод
Графический метод изображен на рисунке 5.
Передний γ = 25° и задний α = 14° углы лезвия резца назначены по таблице 47 [3].
Строим профиль заготовки, для чего проводим ось, от которой откладываем соответствующие размеры профиля заготовки, и строим в левом нижнем углу чертежа профиль.
Проектируем полученные точки 1, 2, 3, 4 профиля на ось ОО и получаем точки 1’ ,2', 3' ,4'
Из
центра О
проводим окружности соответствующими
радиусами r1,
r2,
r3,
r4
в результате
чего получаем проекцию заготовки на
плоскость, перпендикулярную к оси
заготовки. Из точки 1’
проводим линию (след) передней поверхности
лезвия резца под углом
 и линию (след) задней поверхности под
углом
и линию (след) задней поверхности под
углом .
Получаем точки пересечения соответствующих
окружностей резцов с линией передней
поверхности резца. Из этих точек проводим
линии, параллельные задней поверхности
резца. Строим профиль резца в нормальном
сечении, т. е, в сечении, перпендикулярном
к его задней поверхности: проводим линию
ММ; откладываем от этой линии осевые
размеры которые соответствуют осевым
размерам обрабатываемой заготовки;
откладываем на горизонтальных линиях,
параллельных линии ММ, отрезки, равные
расстояниям между линиями, параллельными
задней поверхности резца, находим
точки 1, 2, 3, 4, соединяя их прямыми, получаем
профиль резца в нормальном сечении.
Построение шаблона и контршаблона для
контроля фасонного профиля резца
сводится к переносу всех отрезков
относительно узловой контурной точки
1. Габаритные и конструктивные размеры
резца выбираем по таблице в зависимости
от наибольшей глубины профиля tmax
изготовляемой детали. Выполняем рабочий
чертеж фасонного призматического
резца согласно указаниям.
.
Получаем точки пересечения соответствующих
окружностей резцов с линией передней
поверхности резца. Из этих точек проводим
линии, параллельные задней поверхности
резца. Строим профиль резца в нормальном
сечении, т. е, в сечении, перпендикулярном
к его задней поверхности: проводим линию
ММ; откладываем от этой линии осевые
размеры которые соответствуют осевым
размерам обрабатываемой заготовки;
откладываем на горизонтальных линиях,
параллельных линии ММ, отрезки, равные
расстояниям между линиями, параллельными
задней поверхности резца, находим
точки 1, 2, 3, 4, соединяя их прямыми, получаем
профиль резца в нормальном сечении.
Построение шаблона и контршаблона для
контроля фасонного профиля резца
сводится к переносу всех отрезков
относительно узловой контурной точки
1. Габаритные и конструктивные размеры
резца выбираем по таблице в зависимости
от наибольшей глубины профиля tmax
изготовляемой детали. Выполняем рабочий
чертеж фасонного призматического
резца согласно указаниям.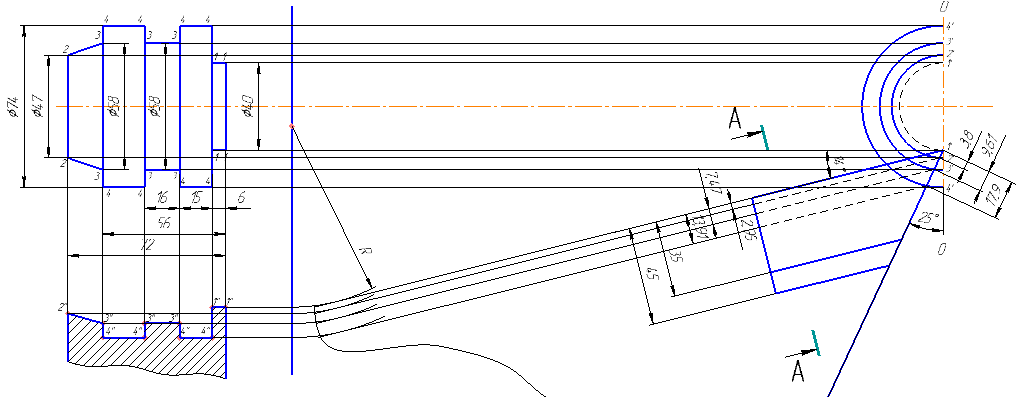
Рисунок 5 – Графический метод