

4. Отклонения: верхнее отклонение, нижнее отклонение, допуск. Нарисовать схему расположения поля допуска.
Действительный размер — размер, установленный измерением с допускаемой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом. Мы уже знаем, что номинальным размером называют размер, который служит началом отсчета отклонения и относительно которого определяют предельные размеры.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер — больший из двух предельных размеров.
Наименьший предельный размер — меньший из двух предельных размеров.
Верхнее отклонение — алгебраическая разность между наибольшим предельным и номинальным размерами. Верхнее отклонение отверстия обозначают буквами ЕS (ЕS = Dmах – D), вала — еs (еs = dmах – d).
Нижнее отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение отверстия обозначают буквами ЕI (EI = Dmin – D), вала — еi (еi = dmin– d).
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск размера отверстия ТD = Dmах – Dmin или ТD = ЕS – ЕI; допуск размера вала Тd = dmах – dmin или Тd = еs – еi.
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначают буквами латинского алфавита, а в некоторых случаях — двумя буквами: прописными для отверстия и строчными для вала (рис. 1.2). Верхнее или нижнее отклонение, используемое для определения поля допуска относительно нулевой линии, называют основным отклонением. С целью ограничения номенклатуры средств измерения, режущего инструмента вводятся ограничения на применение основных отклонений деталей. Для вала эти ограничения представлены в таблице 1.2.
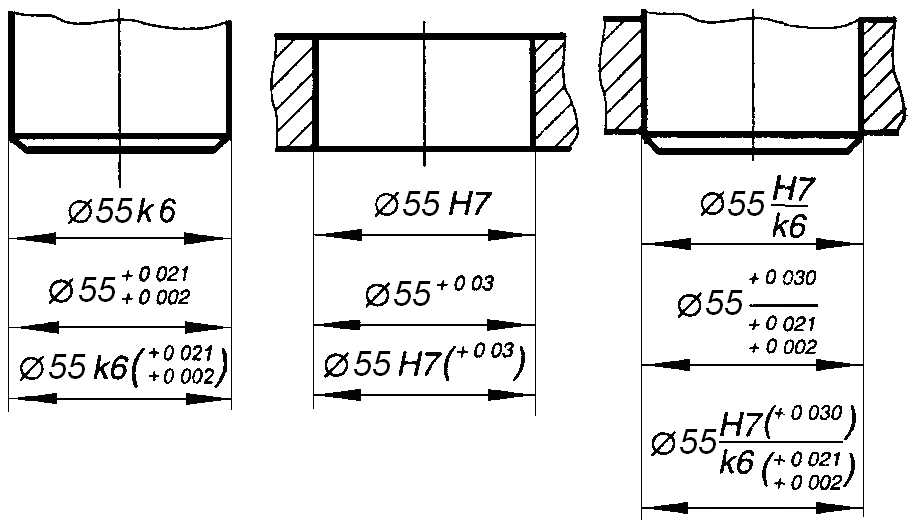
Рисунок 1.2 — Примеры обозначения полей допусков и
посадок на чертежах
Признаки, характеризующие системы допусков и посадок.
Признаки, характеризующие системы допусков и посадок объединяются едиными принципами построения. Это:
- принцип физически обоснованного изменения зазора в зависимости от размера соединения, заключающийся в том, что зазоры и натяги изменяются в зависимости от размера соединения по законам, отвечающим физическим условиям применения посадок;
- принцип применения упрощающих способов построения посадок, заключающийся в том, что поле допуска основной детали остается неизменным, а посадку обеспечивают смещением поля допуска сопрягаемой детали;
- принцип экономии металла при установлении поля допуска основной детали «в тело»;
- принцип применения рядов предпочтительных чисел, заключающийся в том, что числовые ряды интервалов размеров, градаций точности и других показателей строятся по одному из основных или производных рядов предпочтительных чисел;
- принцип масштабных коэффициентов: величина допуска прямо пропорциональна размеру и связана с ним расчетным коэффициентом — единицей допуска;
- принцип применения коэффициентов точности, состоящий в том, что числовые значения допусков размеров получаются умножением единицы допуска на зависящий от квалитета коэффициент точности;
- принцип унификации полей допусков, предусматривающий выделение из общего числа стандартизованных полей допусков полей допусков предпочтительного применения;
- принцип приведения норм точности к определенному температурному режиму, заключающийся в необходимости отнесения стандартизуемых предельных отклонений к определенной температуре (293,15К = 20°С).
Кроме того, мы знаем, что 1) посадки с нужными зазорами или натягами получают сочетанием полей допусков соединяемых деталей — отверстия и вала; 2) поля допусков определяются значениями допуска и основного отклонения; 3) для получения различных посадок в системах допусков и посадок должно содержаться достаточное разнообразие полей допусков. Посадки можно получить двумя способами: или стандартизировать ряды посадок в системах вала и отверстия, или стандартизировать те параметры, из которых образуются поля допусков, т. е. ряды допусков в разных квалитетах и ряды основных отклонений валов и отверстий, не зависящие от допусков. В системе ИСО принят второй способ.