

46. Конструктивные типы резьб, используемых в машиностроении.
Резьбовые соединения широко распространены в машиностроении (свыше 60% всех деталей имеют резьбы). Резьба играет большую роль в самых разнообразных конструкциях машин и приборов. Считается, что винт изобрел Архимед (около 287—212 годы до нашей эры).
Различают резьбы общего применения и специальные. К первой группе относятся резьбы (рис. 8.1):
- крепежные (метрическая, дюймовая, модульная, питчевая), применяемые для разъемного соединения деталей машин. Основное их назначение — обеспечение прочности соединений и сохранение плотности стыка в процессе эксплуатации;
- кинематические (трапецеидальная, упорная, прямоугольная), применяемые для ходовых винтов, винтов суппортов станков и столов измерительных приборов и т. п., они обеспечивают точное перемещение при наименьшем трении, плавность вращения и высокую нагрузочную способность (для точных микрометрических пар применяют метрическую резьбу повышенной точности), а также применяются для преобразования вращательного движения в прямолинейное в прессах и домкратах,;
- трубные и арматурные (трубные цилиндрическая и коническая, метрическая коническая), применяемые для трубопроводов и арматуры. Основное их назначение — обеспечение герметичности.
Эксплуатационные требования к резьбам зависят от назначения резьбовых соединений. Общими для всех резьб являются требования долговечности и свинчиваемости без подгонки.
Существенный вклад в области нарезания резьбы и повышения ее точности при нарезании внес в 1833 году ученик Модсли Джозеф Витворт.
47. Стандартные профили, диаметры, шаги.
Стандартные профили, диаметры, шаги рассмотрим на примере метрической резьбы, но сначала отметим, что видов резьб, которые стандартизованы, существовало на 1974 год не менее 31 вида. (Метрическая, метрическая с натягом, метрическая для пластмасс, трапецеидальная однозаходная, упорная, трубная цилиндрическая, коническая дюймовая с углом профиля 60°, трубная коническая с углом профиля 55°, резьба труб геологоразведочного бурения, окулярная для оптических приборов, для объективов микроскопов, замковая для труб геологоразведочного бурения, дюймовая с профилем Витворта с α = 55° (Англия и Канада), дюймовая с α = 60° (США) — от метрической отличается соотношением шагов и диаметров, унифицированная дюймовая резьба (UST) в США, Англии и Канаде, питчевая, модульная и т. д.
а)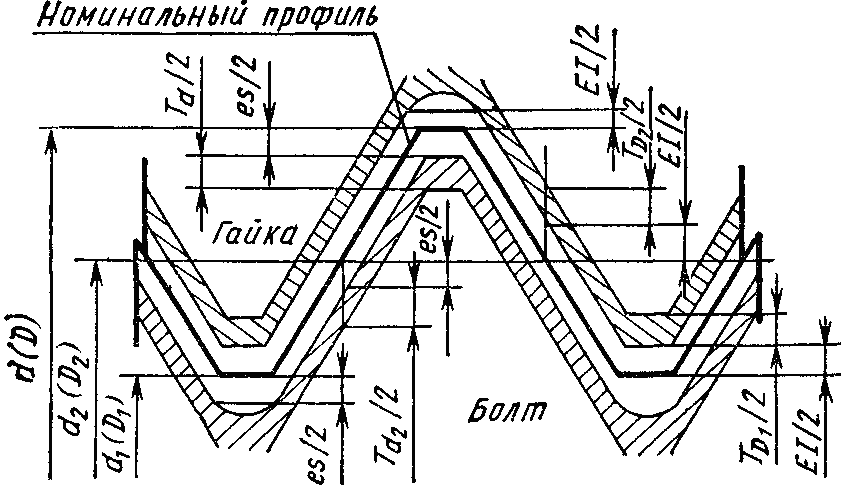 б)
б)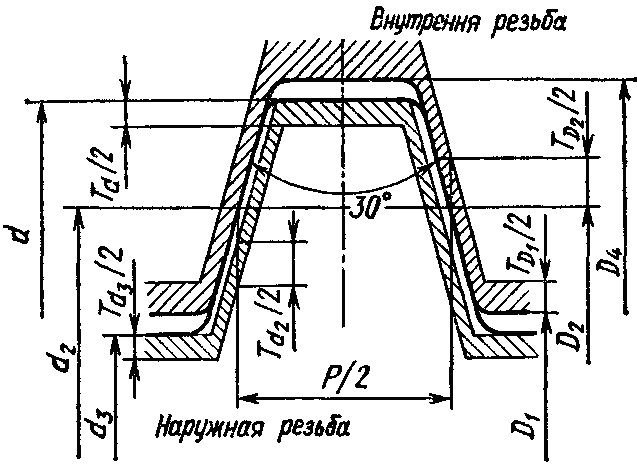
в)
 г)
г)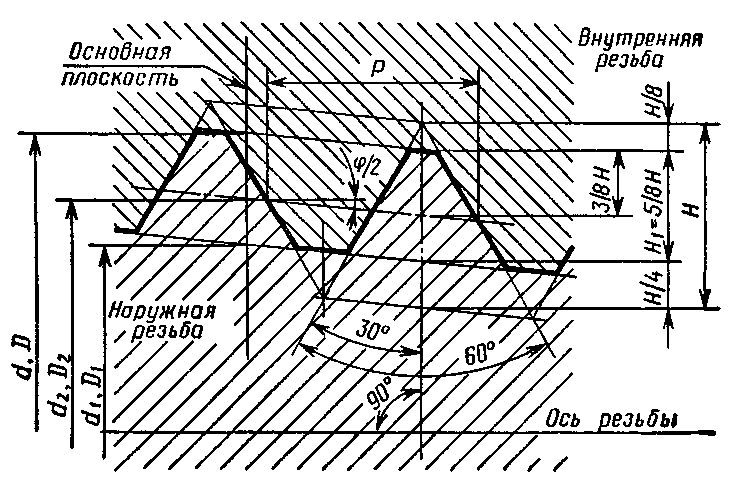
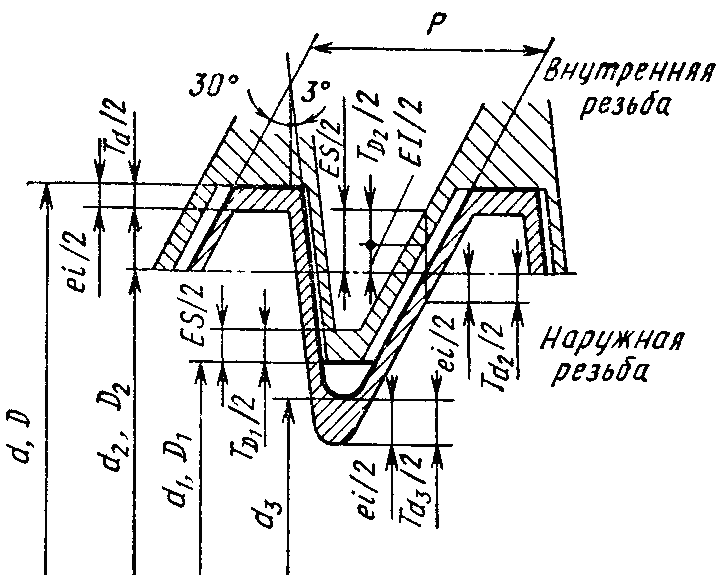
а — метрическая резьба треугольного профиля; б — трапецеидальная
резьба; в — упорная резьба; г — коническая резьба
Рисунок 8.1 — Резьбы общего назначения
В дюймовой резьбе сначала (в 1927 году) был стандартизован закругленный профиль, который не имел радиальных зазоров по вершинам и впадинам, а также профиль с плоскосрезанными вершинами и закругленными впадинами, но уже с радиальными зазорами. В то время еще не стоял вопрос о нормализации точности изготовления резьбы. Впоследствии при стандартизации допусков на резьбу выявилась целесообразность замены закругленных впадин плоскими срезами. Это диктовалось сложностью изготовления резьбонарезного инструмента и дополнительным трудозатратам на закругление впадин