

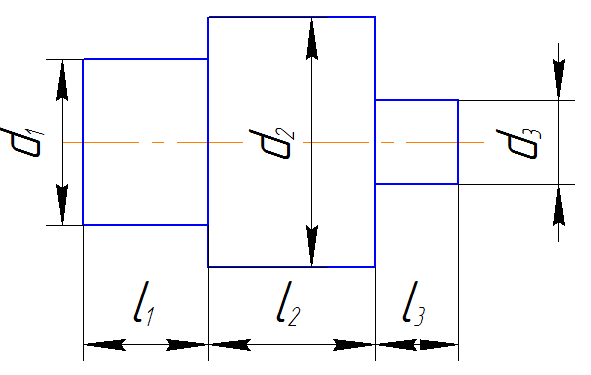
Конструкции валов. Технические требования к валам.
К валам относятся детали типа тел вращения у которых длина больше двух диаметров. L>2D
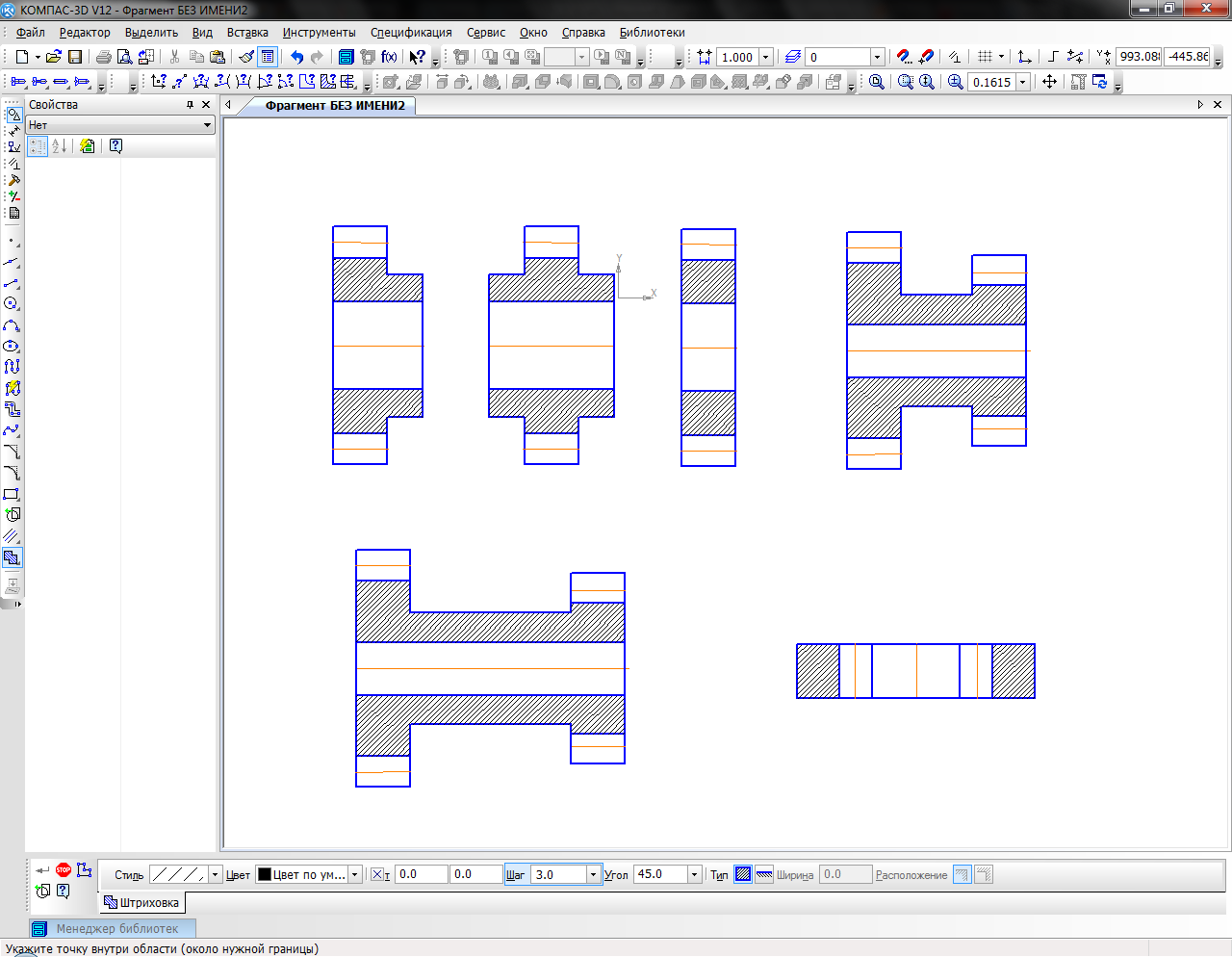
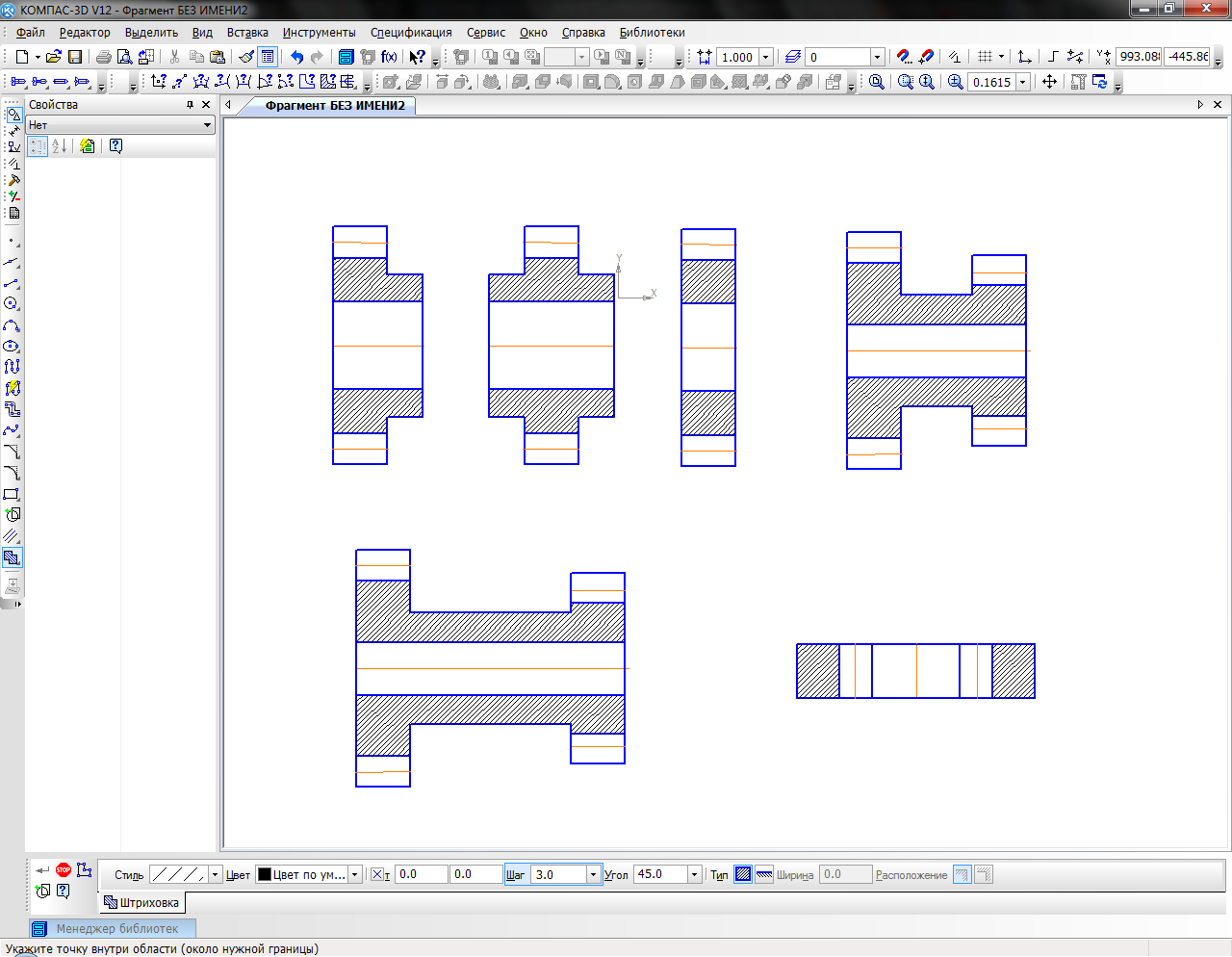
Существуют различные конструкции валов:
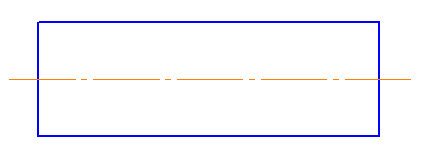
Гладкие валы
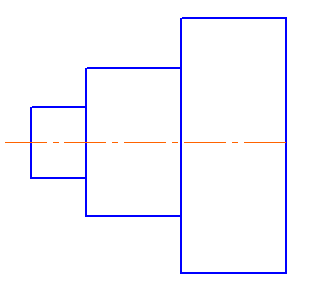
Ступенчатые валы – валы у которых диаметр увеличивается от одного торца к другому
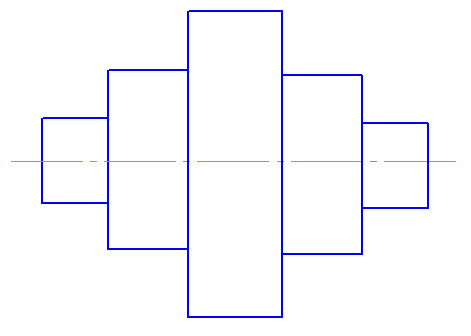
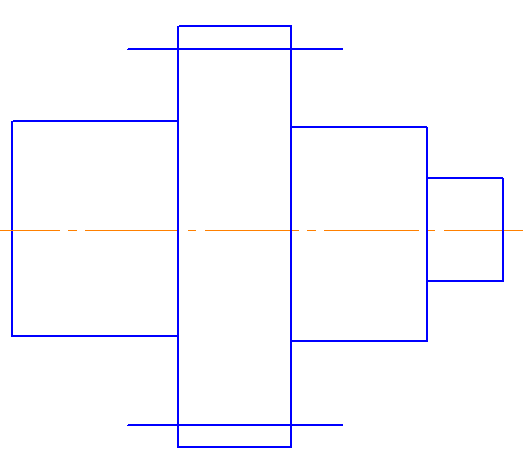
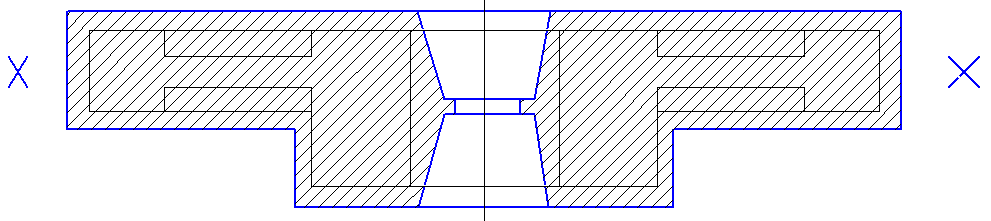
Валы у которых диаметр увеличивается от обоих торцев к середине
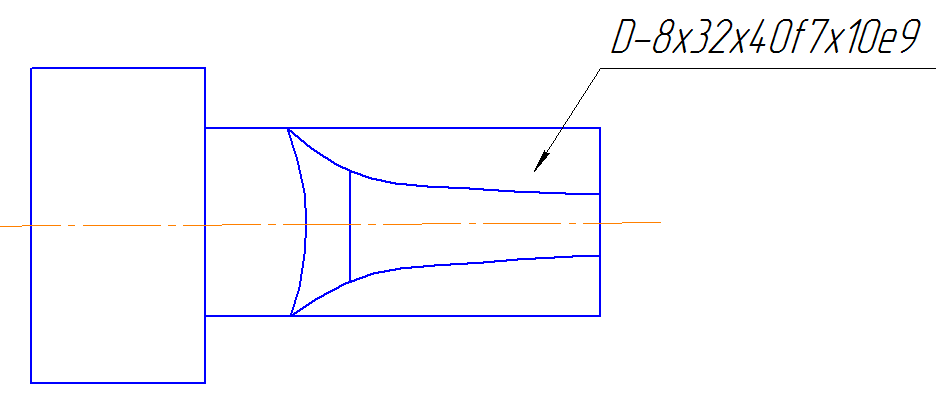
Валы со шлицевыми поверхностями
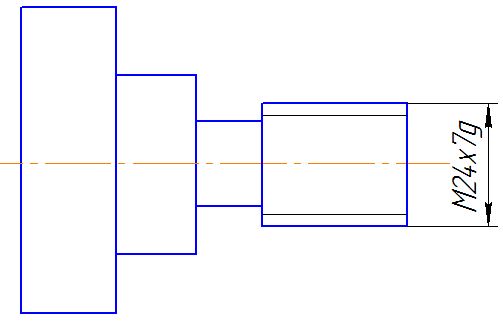
Валы с резьбой
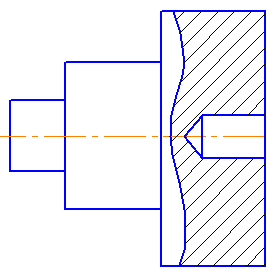
Валы с отверстиями
Валы-шестерни
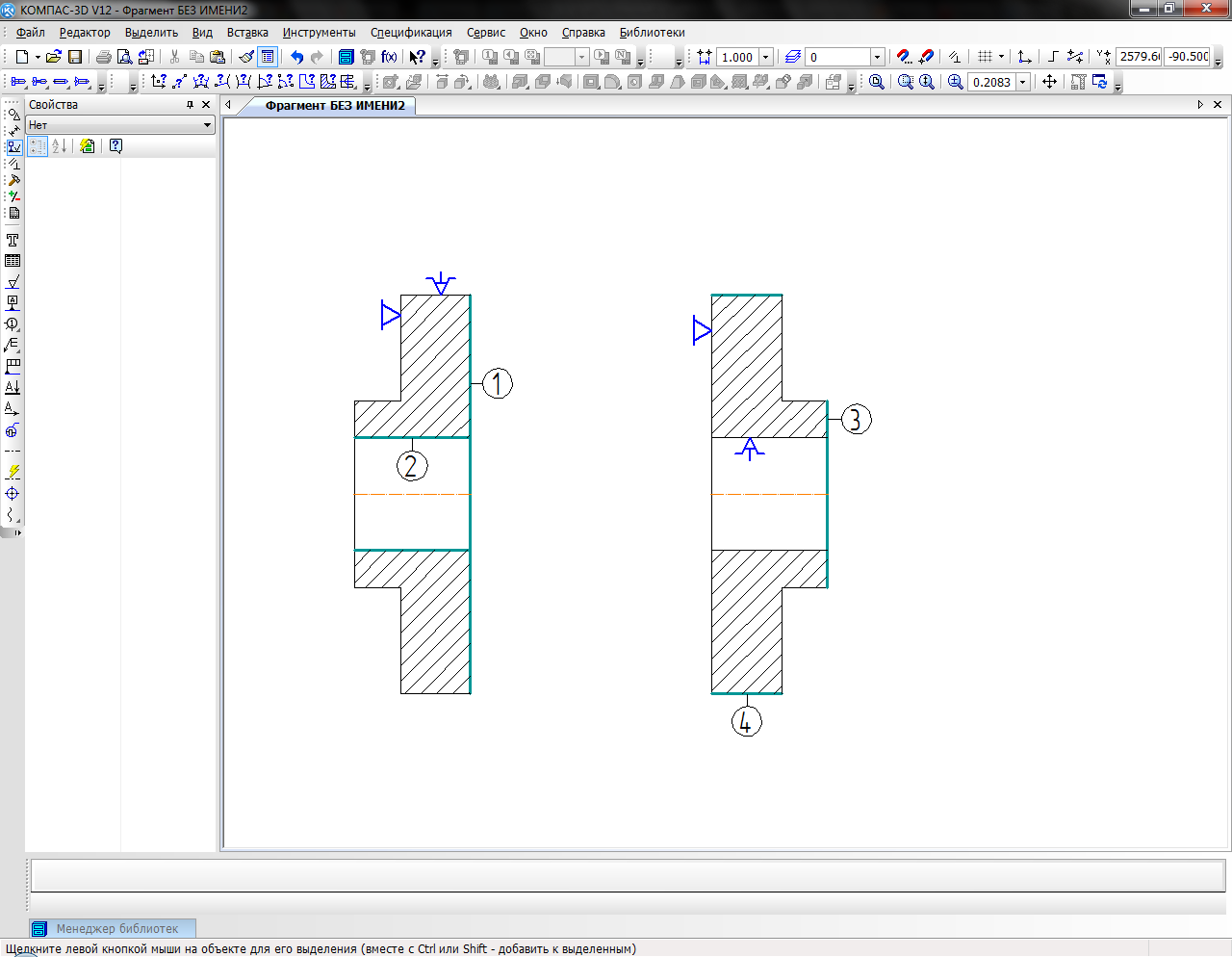
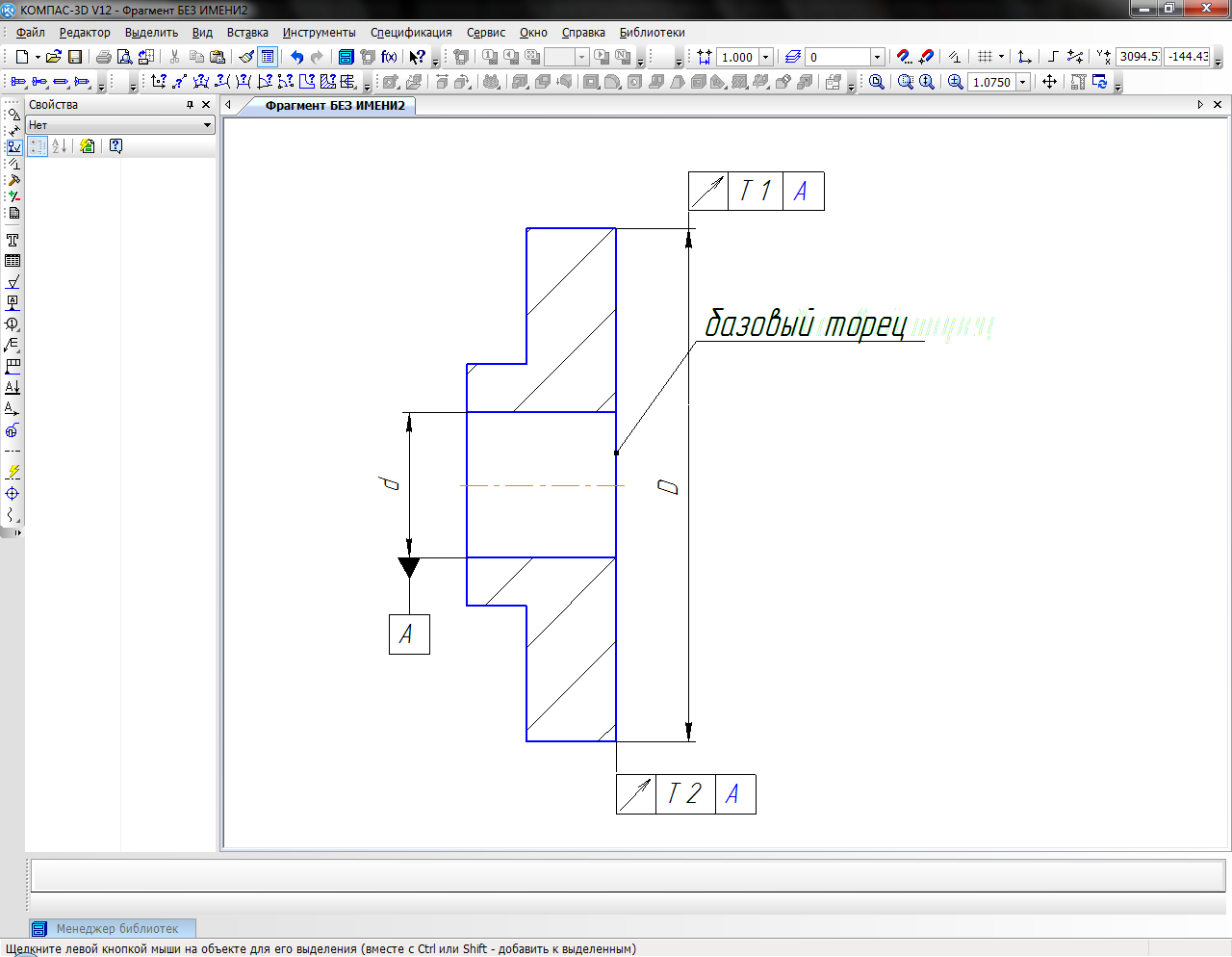
Технические требования к валам
d – поверхность под подшипник
D – поверхность под зубчатое колесо
Требования
d – IT6 (0,6 класс точности)
Ra= 0,63…1,25мкм
d – IT5 (5,4 класс точности)
Ra = 0,32…0,63мкм
D – IT7…IT9
Ra = 1,25…2,5мкм
T1 = 0,003…0,05мм
T2 = 0,02мм
T3 = 0,02…0,03мм
Материалы и методы получения заготовок валов.
Для изготовлении валов используются конструкционные и легированные стали: закаливаемые и цементуемые.
Закаливаемые: 35, 40, 40Х, 45, 45Х, 50.
Цементуемые: 12ХН3А, 20ХН3А, 18ХГТ, 25ХГТ.
Заготовки валов полученные штамповкой подвергают улучшению перед началом механической обработки (28…34HRC). Улучшение= закалка + высокий отпуск. Объемная термообработка для валов проводится сравнительно редко, как правило, для валов проводится закалка отдельных поверхностей с нагревомТВЧ.
Для цементуемых сталей проводится проводят цементацию, закалку и низкий отпуск (52…55HRC)
Метод получения заготовки для вала зависит от конструкции вала и типа производства ( V выпуска валов). В единичном и мелкосерийном производстве заготовки валов получают отрезкой из круглого проката. В условиях серийного и массового производства заготовки валов получают штамповкой на кривошипных горяча-штамповочных прессах(КГШП) или на горизонтально-ковочных машинах(ГКМ).
В первом приближении если коэффициент использования металла повышается хотя бы на 5% то целесообразно перейти от заготовки из проката к штамповке.

Если разность соседних диаметров вала превышает 10мм, то целесообразно заготовку получать штамповкой.
Способы установки валов на токарных станках, приспособления, их условное обозначение.
На станках валы могут быть установлены следующими способами:
В патроне
В патроне с поддержкой задним центром
В центрах
Установка в патроне применяется для относительно коротких валов, у которых L/d<3
Для закрепления больших заготовок используют патроны с обратными кулачками.
В патроне с поддержкой задним центром, используют когда

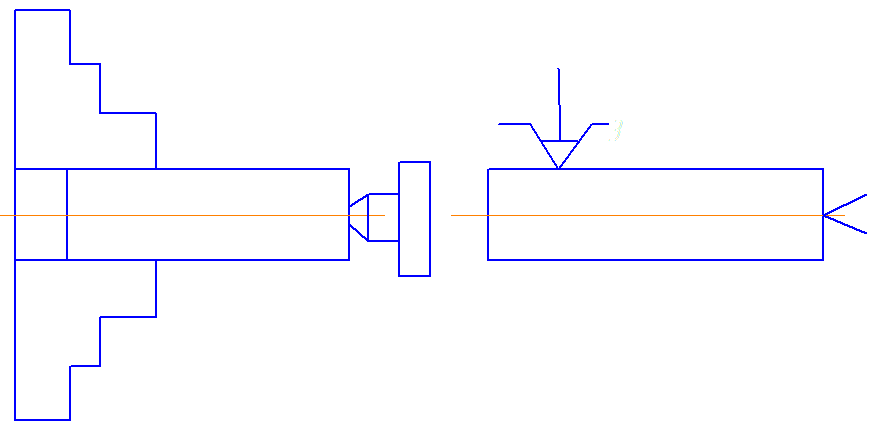
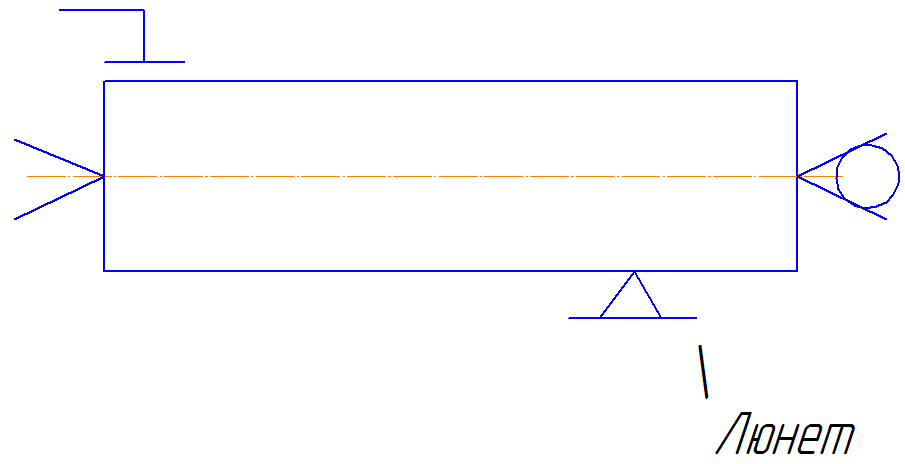
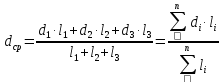
В центрах устанавливают валы с отношением L/d>5. Валы с отношением L/d>(10…12) относят к нежестким валам. Такие детали устанавливают в центрах с поддержкой люнетом.
L/d>5
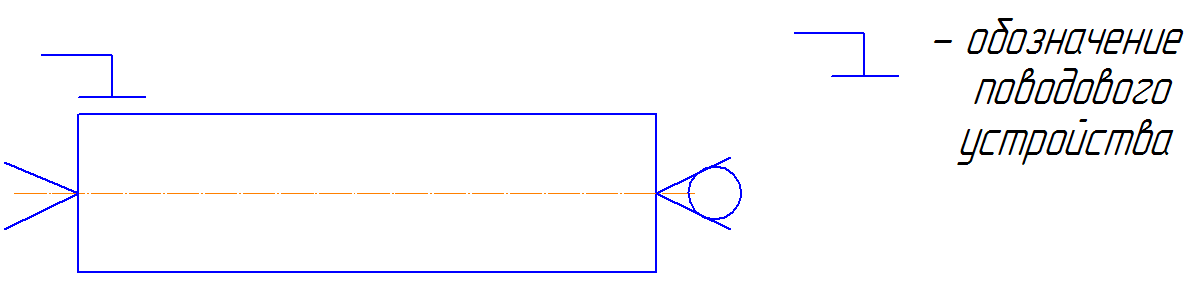
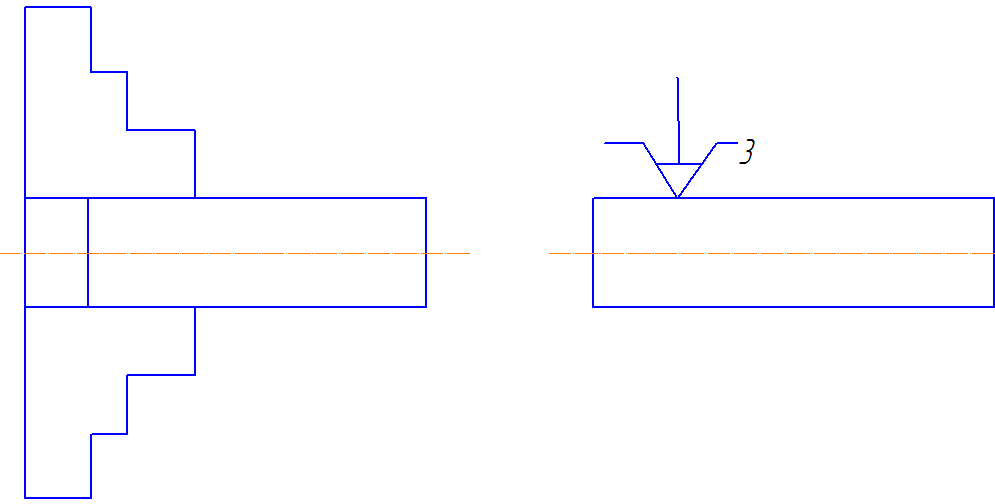
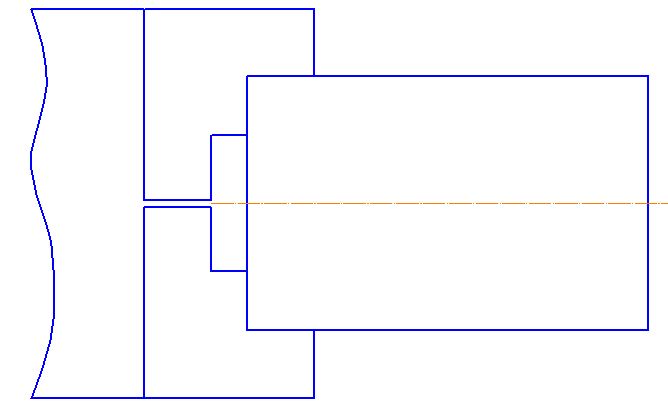
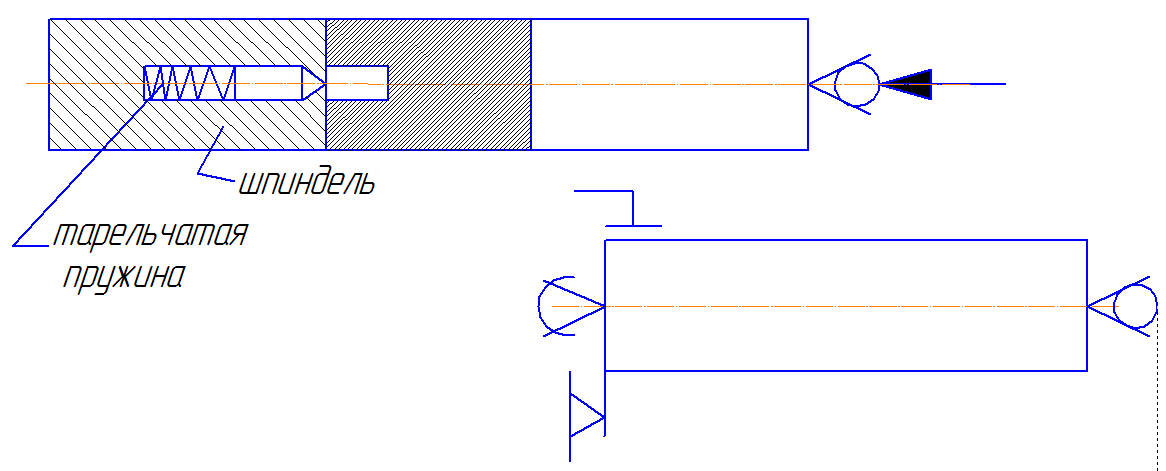
Поводковые устройства предназначены для передачи вращения от шпинделя на вал. В качестве таких устройств используют хомутики и поводковые патроны.
L/d > 10
Некоторые модели токарных станков имеют передний плавающий центр. Такой центр может смещаться в осевом направлении под действием силы закрепления или набора тарельчатых пружин в шпинделе.
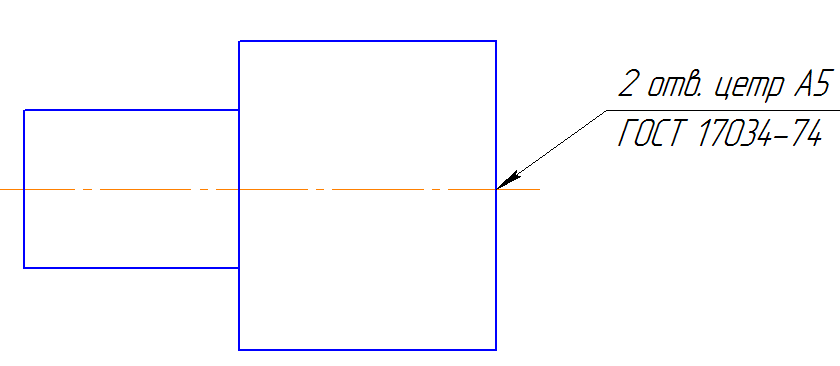
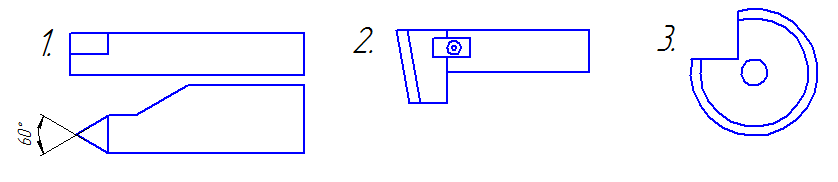
Подготовка технологических баз валов. Типы центровых отверстий. Способы их обработки.
Основные конструкторские базы валов подшипниковые поверхности на токарных и шлифовальных операциях не могут быть использованы в качестве технологических баз. Поэтому для выполнения таких операций используют центровые отверстия.
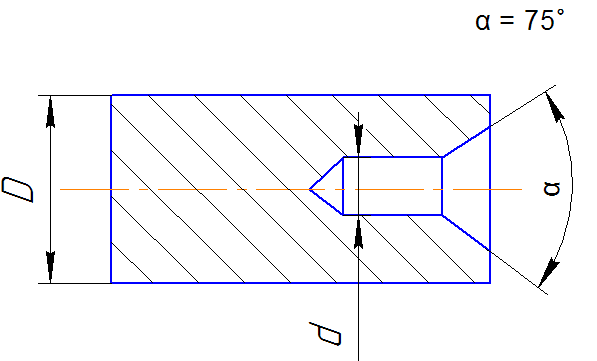
Существуют следующие виды центровых отверстий:
Форма А
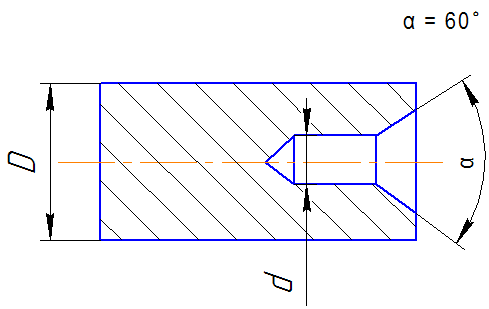
Такая форма отверстий применяется в том случае если после обработки дет в нем нет необходимости.
Номинальным диаметром центрового отверстия выбирают d. Он выбирается по ГОСТ в зависимости от диаметра D: 2 или 2,5
Форма С
Для тяжелых валов
Форма В ( с предохранительным конусом)
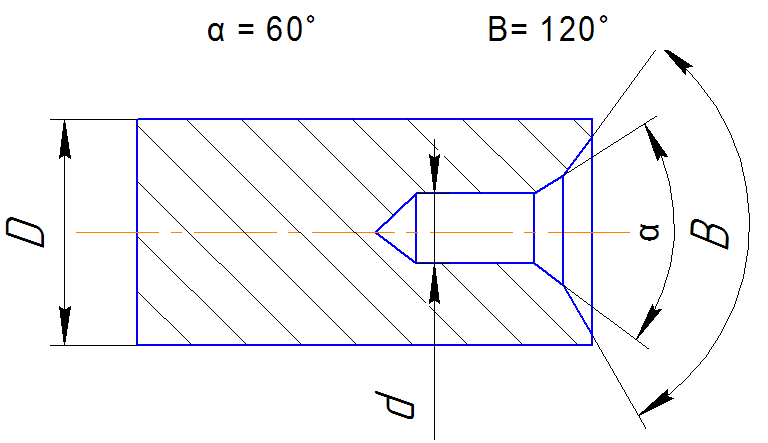
Форму В применяют в том случае если необходимо сохранить центровое отверстие. Конус β=120° предохраняет основной конус от забоин.
Форма R
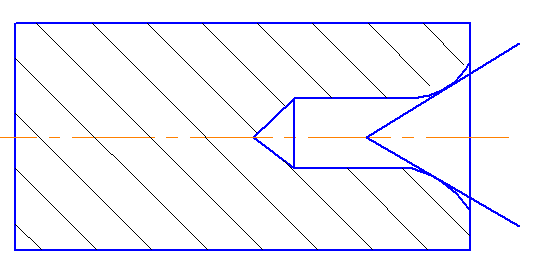
Форма R применяется при обработке особо точных валов. Допускает небольшое относительное смещение переднего и заднего центра.
Форма F (с резьбой)
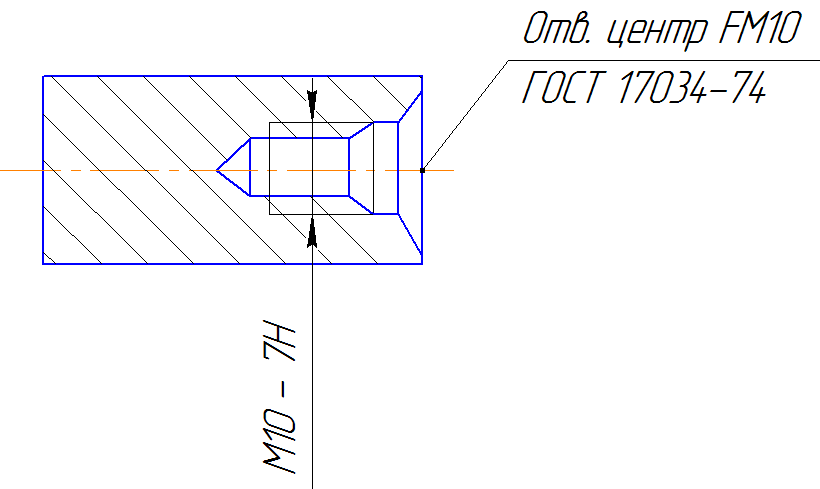
Форму F применяют в том случае, если вал необходимо хранит, транспортировать в вертикальном положении. А также при термической обработке вала.
Способы обработки центровых отверстий
В серийном и массовом производстве центровые отверстия обрабатываются на специальных фрезерно-центровальных станках моделей МР-71, МР-73, МР-75, МР-77, М-78.
На этих станках последовательно обрабатываются(фрезеруются) 2 торца вала и 2 центровых отверстий(а)
А)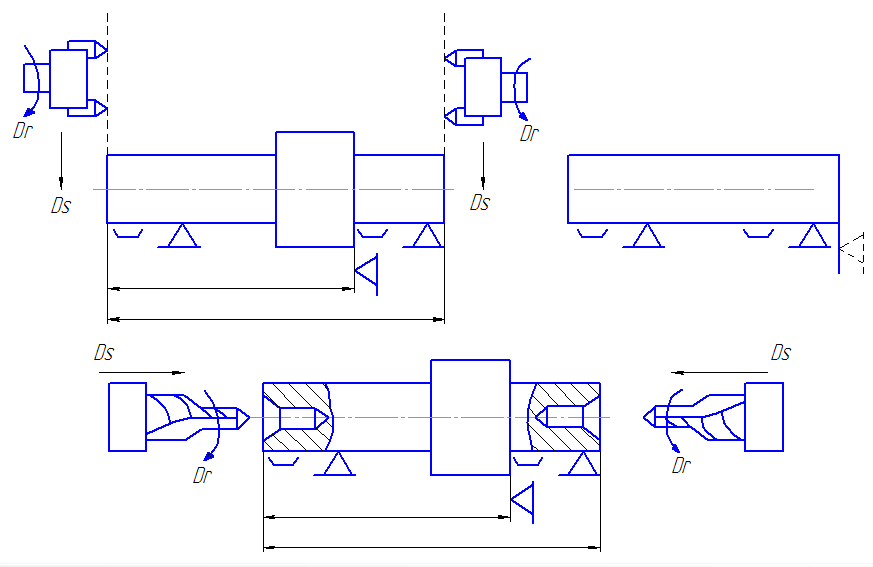 б)
б)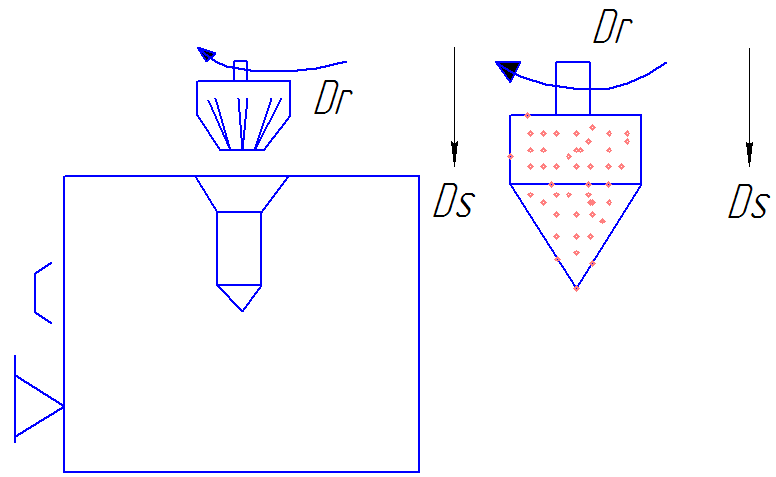
При токарной обработке, где действуют большие силы действия обычно происходит разбивка центровых отверстий. Поэтому после термической обработки (если она проводится) в тех процесс вводится операция правки центровых отверстий. Правке подвергается только конусная часть центрового отверстия. Если вал не закаленный то для такой операции используют обычные конусные зенковки. Если вал термически обработан то используют пальцевые конусные шлифовальные круги или твердосплавные зенковки(б)
Токарная обработка валов на многорезцовых токарных полуавтоматах.
В крупносерийном и массовом производстве черновую токарную обработку валов выполнят на токарных многорезцовых полуавтоматах 1А720, 1А730.
Станок имеет 2 суппорта, передний (продольный) и задний (поперечный). В переднем суппорте устанавливают резцы для продольного точения цилиндрический поверхностей вала. Суппорт имеет только продольную подачу. В поперечном суппорте устанавливают резцы для точения торцовых поверхностей, канавок и фасок. Суппорт имеет только поперечную подачу.

Для
универсальных токарных станков
Для многорезцового

В одной инструментальной наладке таких станков может быть установлено до 15 – 20 резцов. Их наладка достигает 3 – 4 часа.
Достигаемая точность 11 – 12 квалитет точности. Относительно невысокая точность обработки объясняется тем что на деталь действуют большие суммарные силы резания.
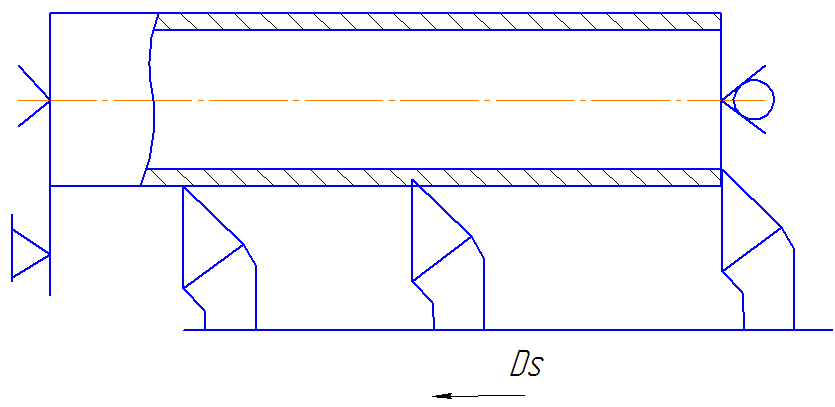
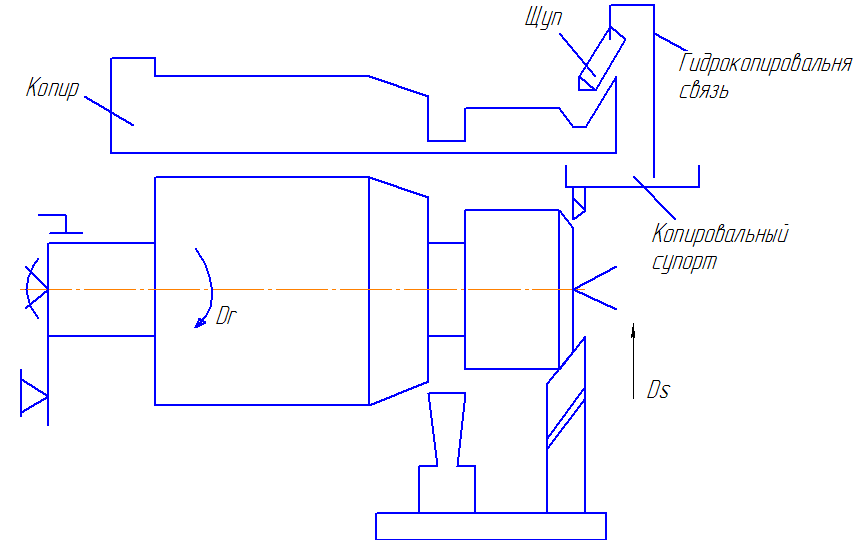
Токарная обработка валов на токарных гидрокопировальных полуавтоматах.
В крупносерийном и массовом производстве чистовую обработку валов выполняют на токарных гидрокопировальных полуавтоматах моделей 1712, 1722, 132А.
Станок имеет 2 суппорта. Верхний (копировальный) и нижний (поперечный). В копировальном суппорте установлен 1 резец. Он перемещается в соответствии с профилем копира и предназначен для продольного точения цилиндрических поверхностей.
Токарную обработку валов на гидрокопировальных станках можно выполнять за 1, 2, 3 и 4 рабочих хода. Для этого в станке имеется копиродержатель в котором могут быть установлены 4 копира. Копиродержатель автоматически поворачиваемся на 90° после каждого рабочего хода капировального суппорта.
Точность обрабатываемой детали составляет IT10…IT9.
Абразивные материалы. Характеристики шлифовальных кругов. Выбор шлифовальных кругов. Маркировка шлифовальных кругов.
Существует 2 группы абразивного материала:
Естественные
Исскуственные
К естественным относятся: гранит, алмаз, наждак, полевой шпат, пемза и т.д.
Для изготовления шлиф кругов используются искусственные абразивные материалы.
Электрокорунды – основной составляющей его оксид алюминия (Al2O3)
Электрокорунд белый – 95 – 96% Al2O3
Моно корунд – 97 – 98% Al2O3.
Шлифовальные круги изготовленные на основе электрокорундов применяются для шлифования закаленных и незакаленных сталей и инструментальных сталей.
Карбид кремния (SiC)
Применяется карбил кремния зеленый КЗ и карбид кремния черный КЧ.
КЗ имеет меньше примесей по сравнению с КЧ. Он применяется для шлифования и заточки твердых сплавов.
КЧ – является более хрупким материалом и применяется для шлифования материалов с низким пределом прочности: чугунов, алюминиевых и медных сплавов.
Кубический нитрид бора(B3N)
Обладает высокой твердостью, применяется для изготовления абразивных порошков.
Алмаз синтетический
Применяется для тонких доводочных операций.
Зернистость шлиф кругов.
Стандартом установлены следующие зернистости кругов: 16, 20, 25, 32, 40, 63, 80, 125, 160, 200.
Зернистость шлиф круга выбирают в зависимости от шероховатости обрабатываемой поверхности.
Связка шлиф круга.
Наиболее распространены следующие виды связок шлиф кругов:
Керамическая (К1 – К10)
Для изготовления кругов применяется К5, К6, К7 формы ПП (плоский прямой)
Бакелитовая ( Б1, Б2, Б3)
В основном изготавливают отрезные круги
Вулканиовые (В)
Применяется для изготовления отрезных кругов и кругов для полирования сложных поверхностей.
Структура круга
Структура круга определяет относительный объем абразивного круга, в общем объеме круга.

Всего 12 структур.
Твердость шлифовального круга
Стандартом установлено 7 групп твердости кругов.
Мягкие: М1, М2, М3
Среднемягкие: СМ1, СМ2
Средние: С1, С2
Среднетвердые: СТ1, СТ2, СТ3
Твердые: Т1, Т2
Весьматвердые: ВТ
Чрезвычайнотвердые: ЧТ
Мягкие круги при шлифовании быстро изнашиваются, а твердые круги быстро засаливаются. Поэтому мягкие стали шлифуют твердыми кругами, а твердые(закаленные) шлифуют мягкими кругами.
В зависимости от точности геометрических размеров и точности расположения поверхности круга, стандартом установлены 3 класса точности круга: АА, А, Б.
Стандартом также установлены 4 класса не уравновешенности шлиф кругов. Класс неуравновешенности определяется величиной допустимого дисбаланса круга:1, 2, 3, 4.
Перед установкой на станок все шлиф круги проходят балансировку.
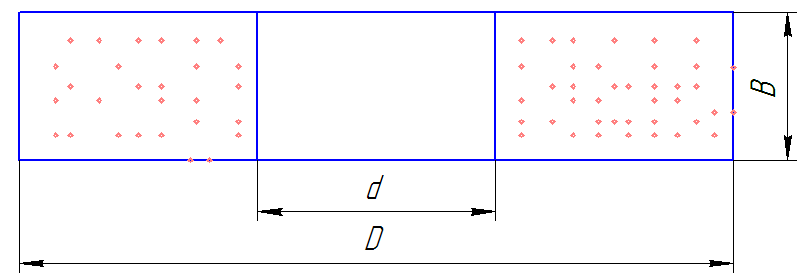
Шлиф круг: ПП 600х305х63 14А20СТ1 10 К5 1кл А ГОСТ2424-83
ПП – форма круга.
600 – диаметр D
305 – диаметр d
63 – высота В
14А – абразивный материал
20 – зернистость
СТ1 – твердость круга
10 – структура круга
К5 – связка
1кл – класс точности балансировки
А – класс точности изготовления круга.
Способы шлифования валов на кругло шлифовальных станках.
Различают следующие виды шлифования:
Обдирочное шлифование – выполняется вместо черновой лезвийной обработки.
Черновое шлифование – IT8 – IT9
Однократное чистовое шлифование – IT7 – IT8
Тонкое шлифование – IT6 – IT7
Шлифование валов выполняют на кругло шлифовальных станках следующим образом:
Врезное шлифование (шлифование с радиальной подачей)
Шлифование с продольной подачей
Комбинированное шлифование
Силовое шлифование
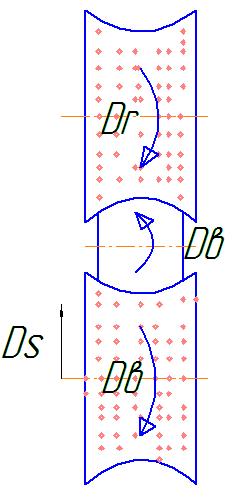
Шлифование с радиальной подачей.



Процесс шлифование заканчивается выхаживанием. Это значит что радиальная подача выключается а шлифование продолжается.
Шлифование с продольной подачей применяется при шлифовании длинных валов.
![]()


Шлифование с комбинированной подачей заключается в том, что на первоначальном этапе основной припуск снимают методом врезания (более производителен), а затем на окончательном этапе деталь шлифуется с продольной подачей.
Силовое шлифование
При силовом шлифовании весь припуск снимают за один рабочий ход. При этом часть круга имеет конусную поверхность.
Шлифование валов на торце шлифовальных станках.
Шлифование валов применяют в то случае если необходимо обеспечить минимальный допуск торцового биения относительно прилегающей цилиндрической поверхности.
 Шлифование
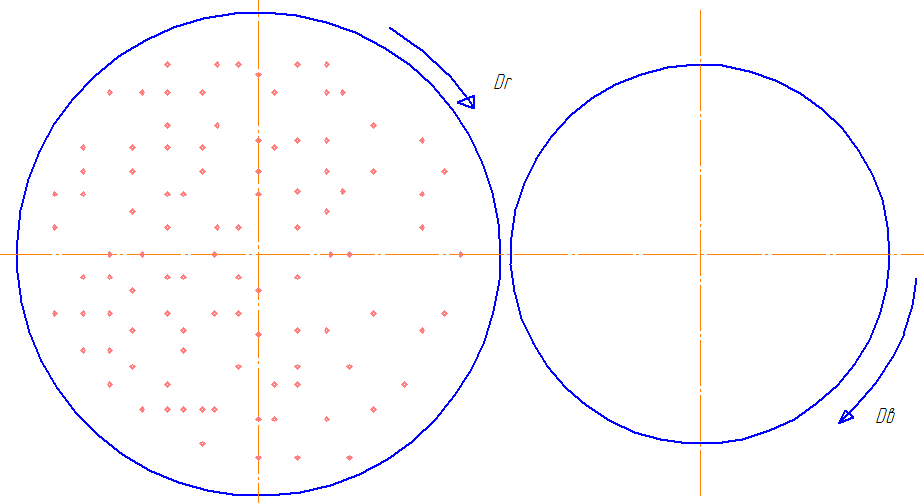
валов на бесцентрово шлифовальных
станках.
Шлифование
валов на бесцентрово шлифовальных
станках.
Шлифование валов может выполнятся на проход, до упора, или с радиальной подачей.
На таких станках вал базируется по неподвижному ножу. Вращение валу передается от ведущего круга. Ось детали обычно находится выше линии центров ведущего и шлифовального круга.
Если деталь имеет разные диаметры (буртики) то в этом случае используют шлифование до упора.
Профильные валы не большой длинны можно шлифовать с радиальной подачей при этом оба круга должны иметь профиль обрабатываемой детали. Ось ведущего круга параллельна оси шлиф круга.
 Притирка
(доводка)
Притирка
(доводка)
Притирка является финишной операцией, которая выполняется после шлифования. Инструментом является притир. По форме он повторяет профиль сопряженной детали и изготавливается из чугуна, бронзы, или меди.
Рабочая поверхность притира шаржируют абразивными микропорошками из корунда, окиси железа, окиси хрома, и т.д.
Шаржирование – это внедрение абразивных зерен в притир.
Зернистость порошков от 3 до 8 мкм.
Для ускорения процесса в зону контакта притира и детали подают абразивные пасты.
Обычно такие пасты содержат химически-активные вещества(ХАВ). Эти вещества создают окисную пленку на поверхности детали, которая легко удаляется абразивными зернами.
Шероховатость получается Ra=0,01 – 0,12мкм и точность IT3 – IT5.
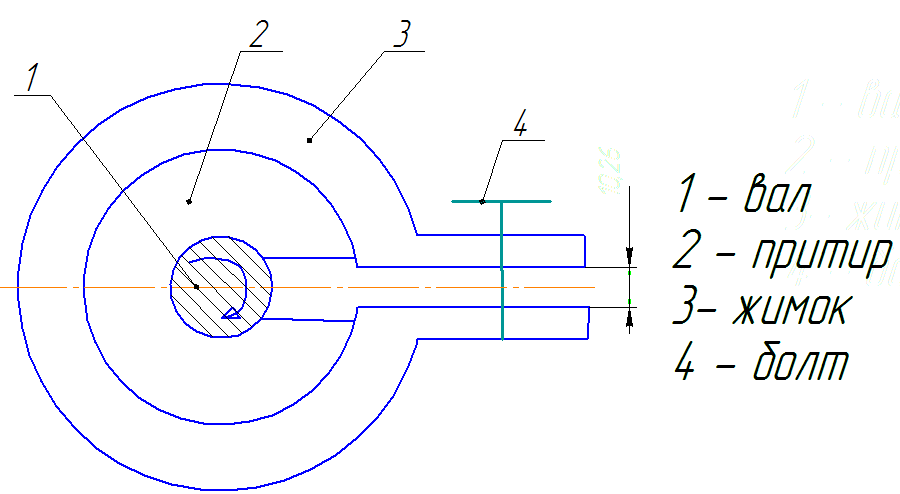
При обработке деталь вращается, а притир постепенно сжимается болтом 4 и перемещается вдоль оси детали.
На практике очень часто применяют притирку «по месту» - это значит, что притирают 2 сопряженные детали
Суперфиниширование валов.
Суперфиниш (тонкая доводка) применяется для финишной обработки закаленных деталей.
Инструментом является специальная головка, в которой закреплены мелкозернистые бруски (с зернистостью 3 – 10мкм). Головка не является жестким инструментом, поэтому она как правило не исправляет погрешности формы детали.
При суперфинише обычно создают несколько рабочих движений (не менее 3): вращение детали, возвратно-поступательное движение головки, колебательное движение головки.
Суперфиниш основан на принципе «неповторяющегося следа»

Точность IT3 – IT5. Шероховатость Ra= 0,12 – 0,1мкм.
Суперфиниш требует обильного применения СОЖ. В качестве которого применяется керосин с добавлением масла (25%масла).
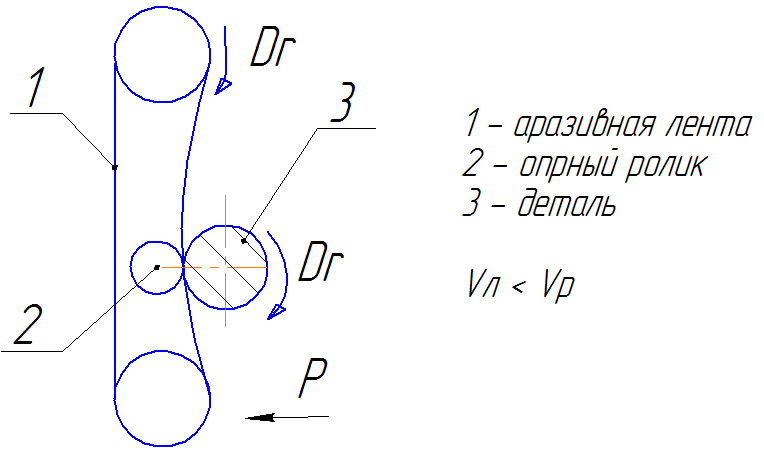
Полирование валов.
Полирование является отделочным видом обработки, которую применяет с целью уменьшения шероховатости или предания декоративного вида деталям.
Полирование не изменяет размеров деталей и специальный припуск для него не предусматривается. Съем металла производится в пределах шероховатости полученной на предыдущей операции.
Полирование выполняют специальными полировочными эластичными кругами.
Такие круги изготавливаются из войлока, ткани, листков абразивной шкурки или на вулканитовой основе.
Полирование может выполнять абразивными лентами. Войлочные и тканевые круги пропитывают специальными абразивными пастами, изготовленные на основе окиси хрома, окиси железа и т.д.
Полирование можно выполнять с использованием пасты ГОИ (зеленого цвета).
Результатом полирования является появление блеска на поверхности детали. Шероховатость составляет Ra = 0,012 – 0,1мкм.
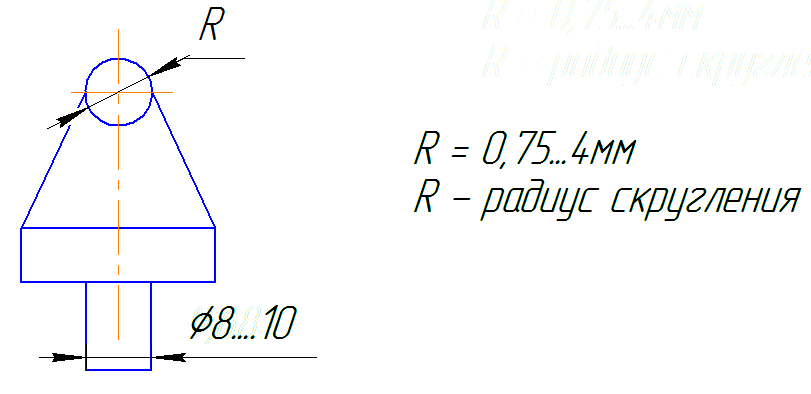
Обработка валов методами поверхностного пластического деформирования (ППД)Алмазноевыглаживание.
Алмазноевыглаживание относится к методам ППД. При этом методе инструмент (алмазный выглаживатель) скользит по поверхности вращающегося вала.
В результате этого уменьшается шероховатость поверхности, повышается микро твёрдость, увеличивается износостойкость и усталостная прочность.
Инструментом является алмазныйвыглаживатель представляющий собой зерно алмаза в специальной оправке.
Алмаз обладает исключительно высокой твердостью, малым коэффициентом трения по стальным деталям, и хорошим коэффициентом теплопроводностью.
Следовательновыглаживанием можно обработать как закаленные, так и незакаленные стали.
Алмазныевыглаживатели могут иметь жесткое и упругое закрепление.
Инструмент с жестким закреплением можно использовать при отсутствии радиального биения шпинделя станка.
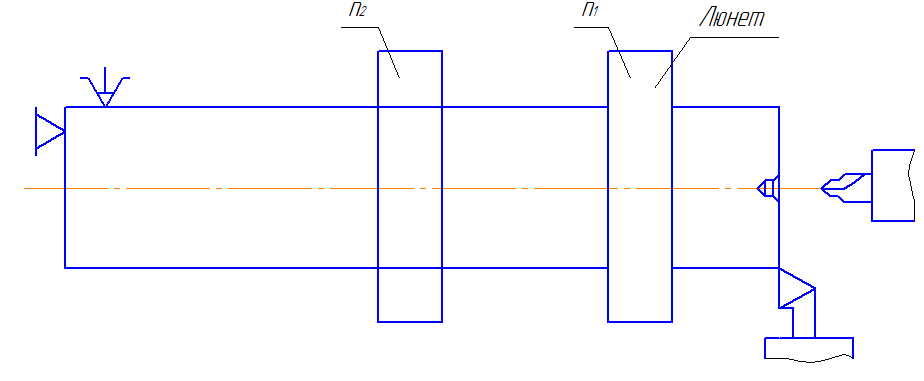
Обкатываниеповерхностей шариками и роликами.
Обкатывание валов позволяет деформировать поверхностный слой детали. В результате этого повышается микро твёрдость, износостойкость и уменьшается шероховатость поверхности.
Обычно достигается шероховатость Ra = 0,32….2мкм и точность обработки IT7 – IT10.
Обкатывание шариками и роликами может заменить процессы полирование и шлифование.
Обычно такая операция выполняется на токарных станках.

Шарики и ролики установлены свободно в оправках. Свое вращение они получают от вала (как у фрикционной передачи). Одним из важнейших параметров процесса является усилие деформирования Р. Конструкция инструмента позволяет регулировать это усилие.
Деформация при этом способе происходит в условиях трения, качения.
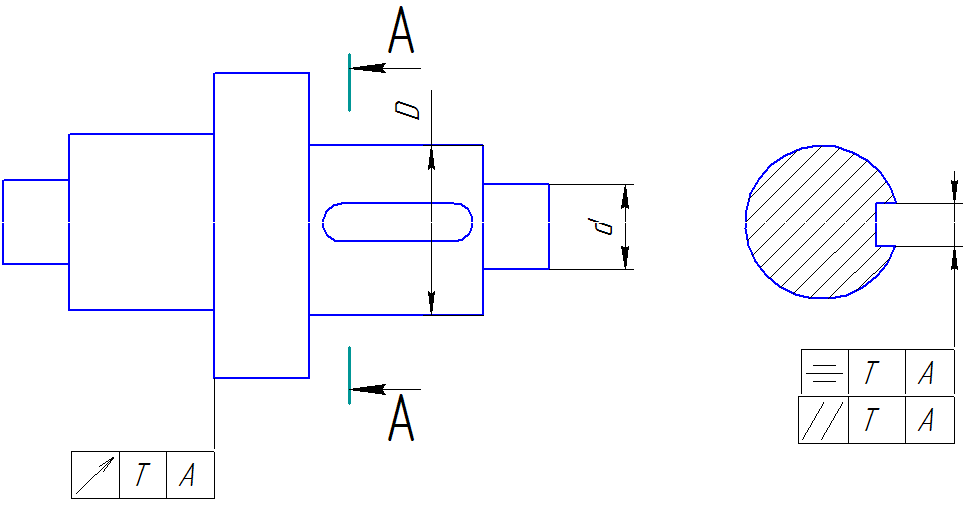
Обработка шпоночных пазов на валах (Виды шпоночных пазов, их точность, инструменты, станки, кинематика процесса). Контроль шпоночных пазов.
Закрытые шпоночные пазы.
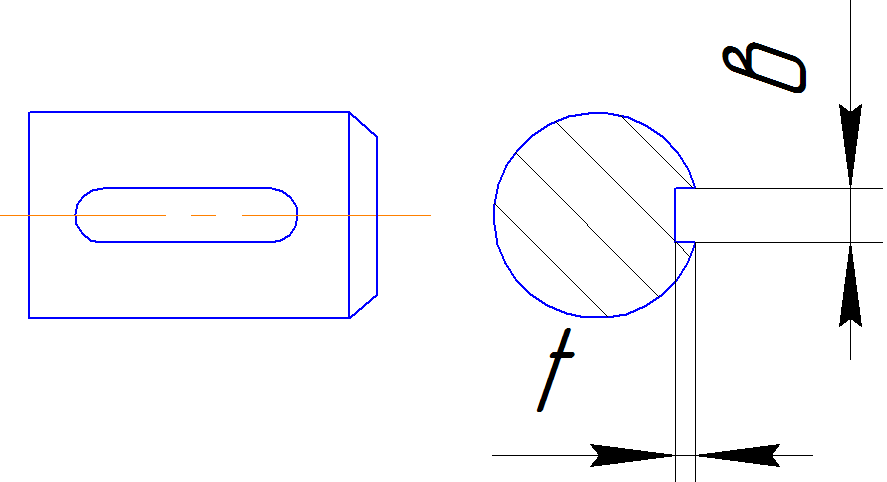
Открытые шпоночные пазы
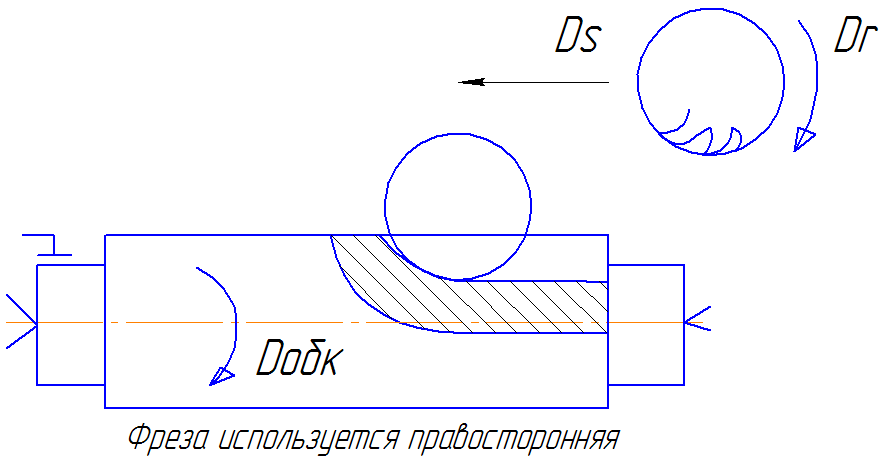
Сегментные
Способы обработки.
В крупносерийном и массовом производстве шпоночные пазы обрабатывают на специальных шпоночно-фрезерных станках 6902, 6902М.
Инструментом является шпоночная фреза.
Обработка пазов выполняется по способу «маятниковой подачи»
В серийном производств шпоночные пазы могут выполнятся на вертикально-фрезерных станках, фрезерование паза происходит за один проход.
На вертикально-фрезерных станках с ЧПУ 6Р11ф3, 6Р13Ф3 шпоночный паз может быть выполне с маятниковой подачей.
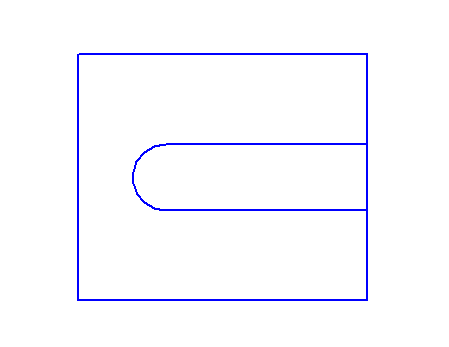
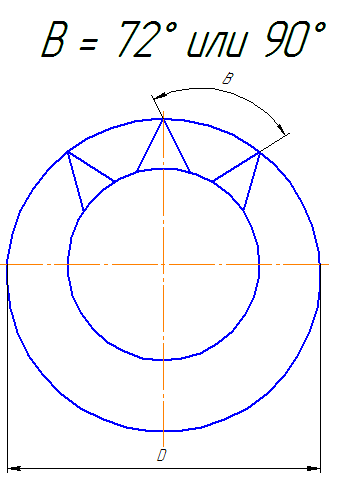
Шпоночные пазы открытые.
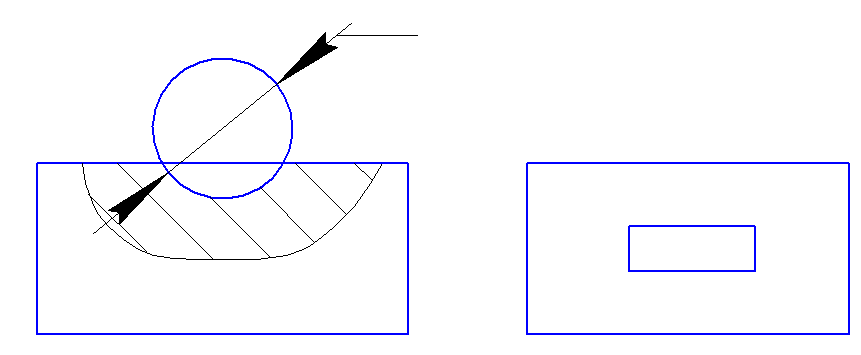
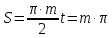
Сегментные шпонки.
Фреза для фрезерования шпоночных пазов для сегментных шпонок.
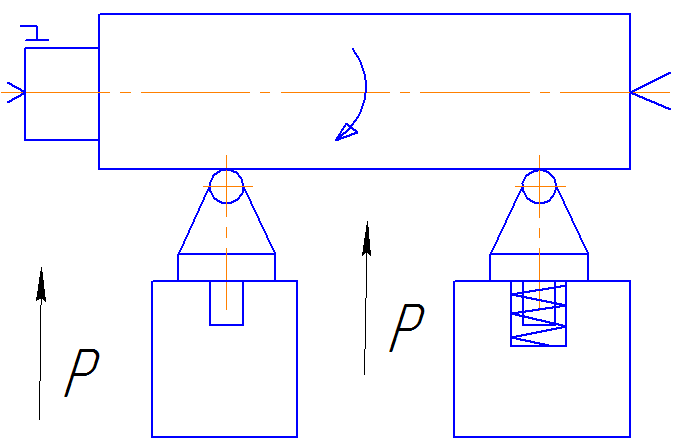
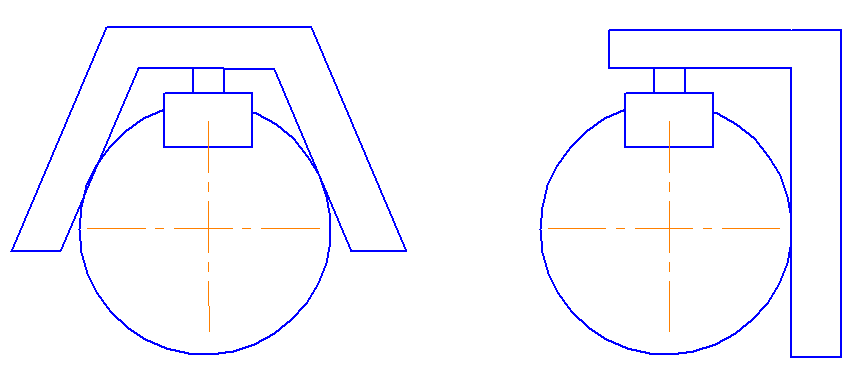
Контроль шпоночных пазов.
в – ширину паза контролируют предельными калибрами. ПР-НЕ.
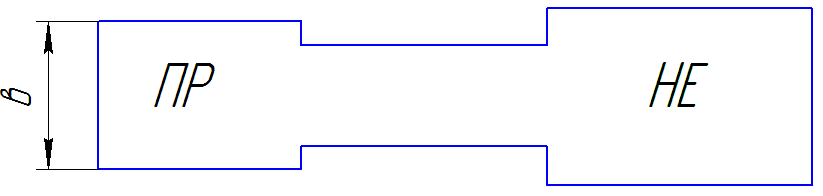
Допуск симметричности может быть проверен проходными калибрами. Они могут быть выполнены в виде призмы или в виде призмы Г.
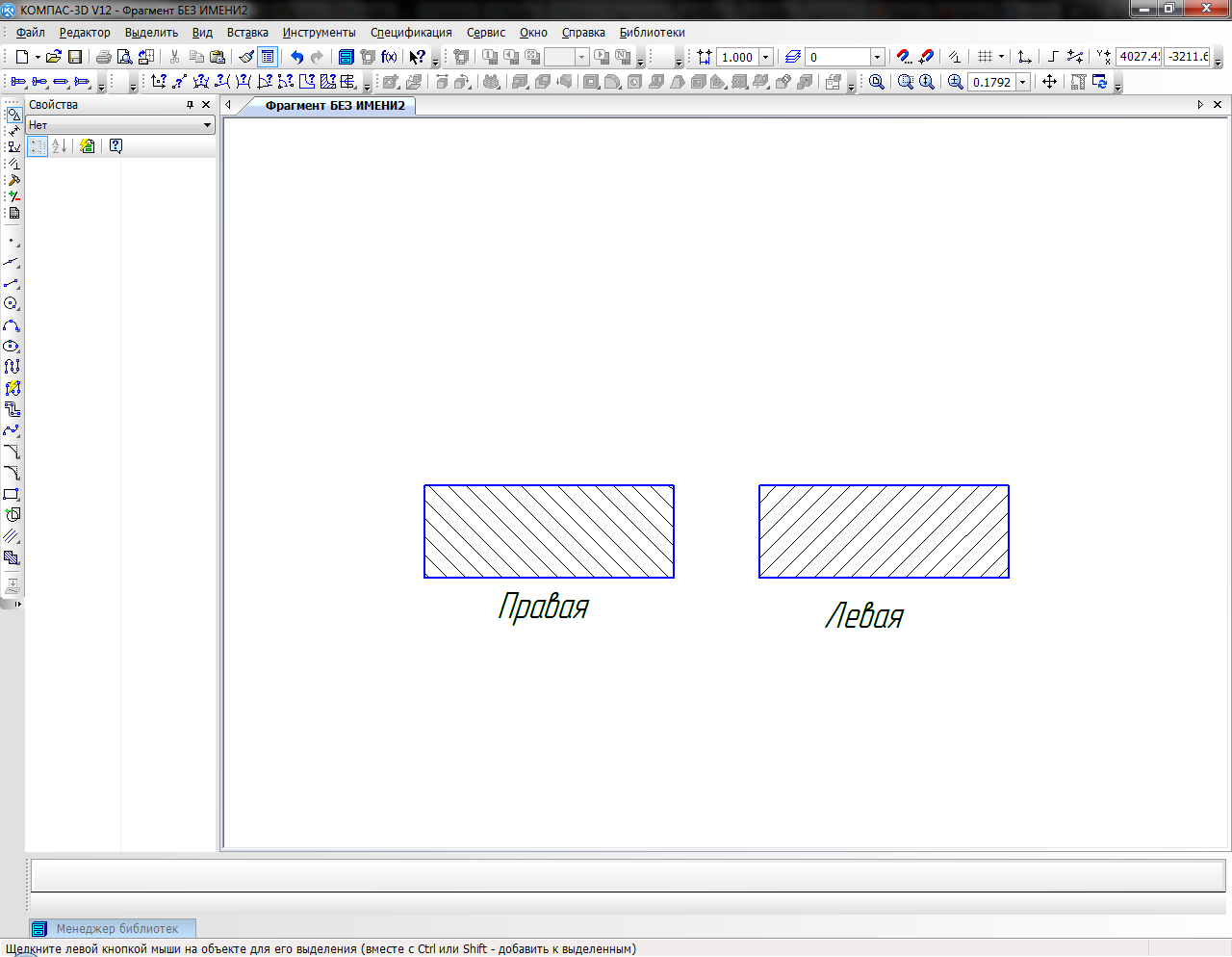
Виды шлицевых соединений. Основные параметры шлицевых соединений. Способы центрирования. Обозначения на чертежах.
Существует 3 вида шлицевых соединений:
Прямобочные
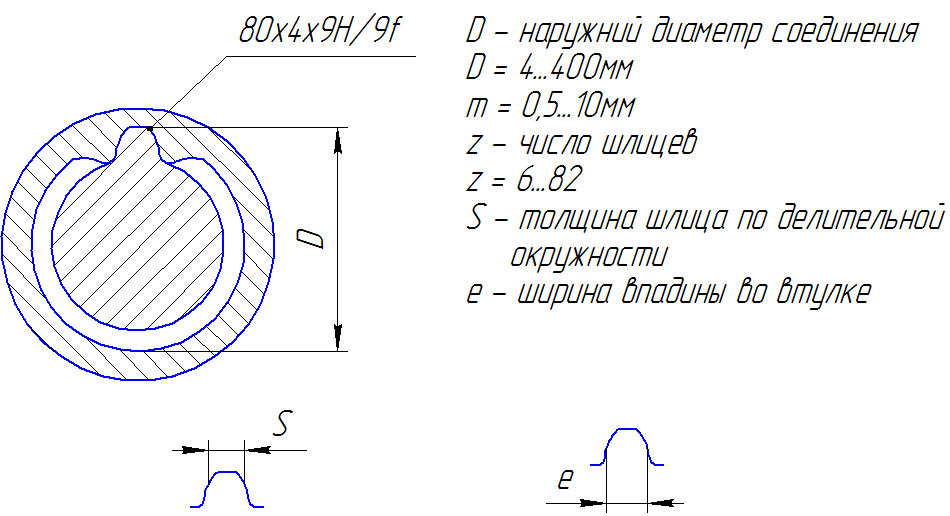
Эвольвентные
Треугольные
Прямобочные
У эвольвентных шлицев боковая сторона выполнена по эвольвенте с углом зацепления α=30°

Треугольные шлицевые соединения не стандартизованы. Их основные параметры определяются отраслевыми стандартами.
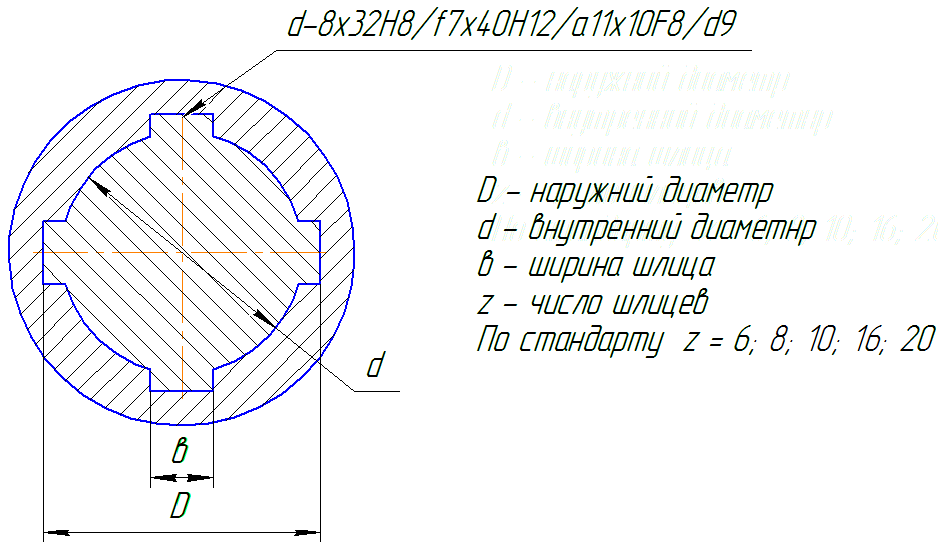
Способы центрирования.
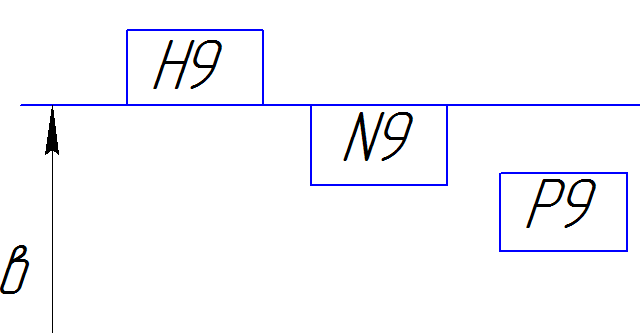
Шлицевые соединения могут центрироваться по внутреннему диаметру d, по наружному D и по боковым сторонам.
Центрирование по внутреннему диаметру выполняют в том случае если втулка термически обработана (имеет высокую твердость). В этом случае втулку шлифуют на внутришлифовальном станке, а вал по диаметру d шлифуют на специальном шлице шлифовальном станке. При этом впадина должна иметь канавки для выхода шлиф круга.
Метод обеспечивает высокую точность центрирования, однако сравнительно дорогой. Такоймтод применяют для подвижно шлицевых соединений.
80 x 4 x H9/f9
Центрирование по наружному диаметру применяется в том случае, если втулка термически не обработана. В вал-втулке точность D обеспечивается протяжкой, а вал шлифуют по наружному диаметру на обычном кругло шлифовальном станке.
D – 8 x 32 x 40 H8/f7 x 10 F8/d9
Способ обеспечивает меньшую точность центрирования и является более дешевым, и применяется для неподвижных соединений.
Центрирование по боковым сторонам применяется при передаче соединений реверсивного движения или знакопеременной нагрузке.
b – 8 x 32 x 40 H12/a11 x 10 H7/e8
Эвольвентные шлицевые соединения могут центрироваться по наружному диаметру или боковым сторонам.
По внутреннему диаметру шлицевое соединение не центрируют. Наиболее часто используют центрирование по боковым сторонам.
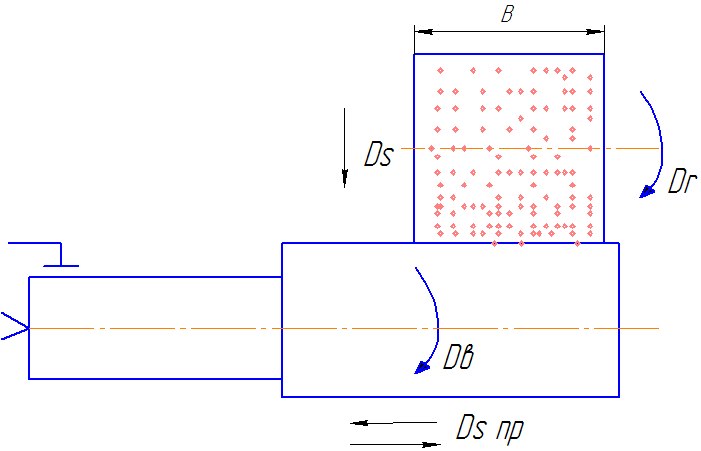
Фрезерование шлицев на валах.
Фрезерование шлицев на валах может быть выполнено методом обкатки или методом копирования.
Фрезерование методом обкатки выполняется черновой шлицевой фрезой на шлице фрезерном станке модели 5350А. станки имеют горизонтальную компоновку.
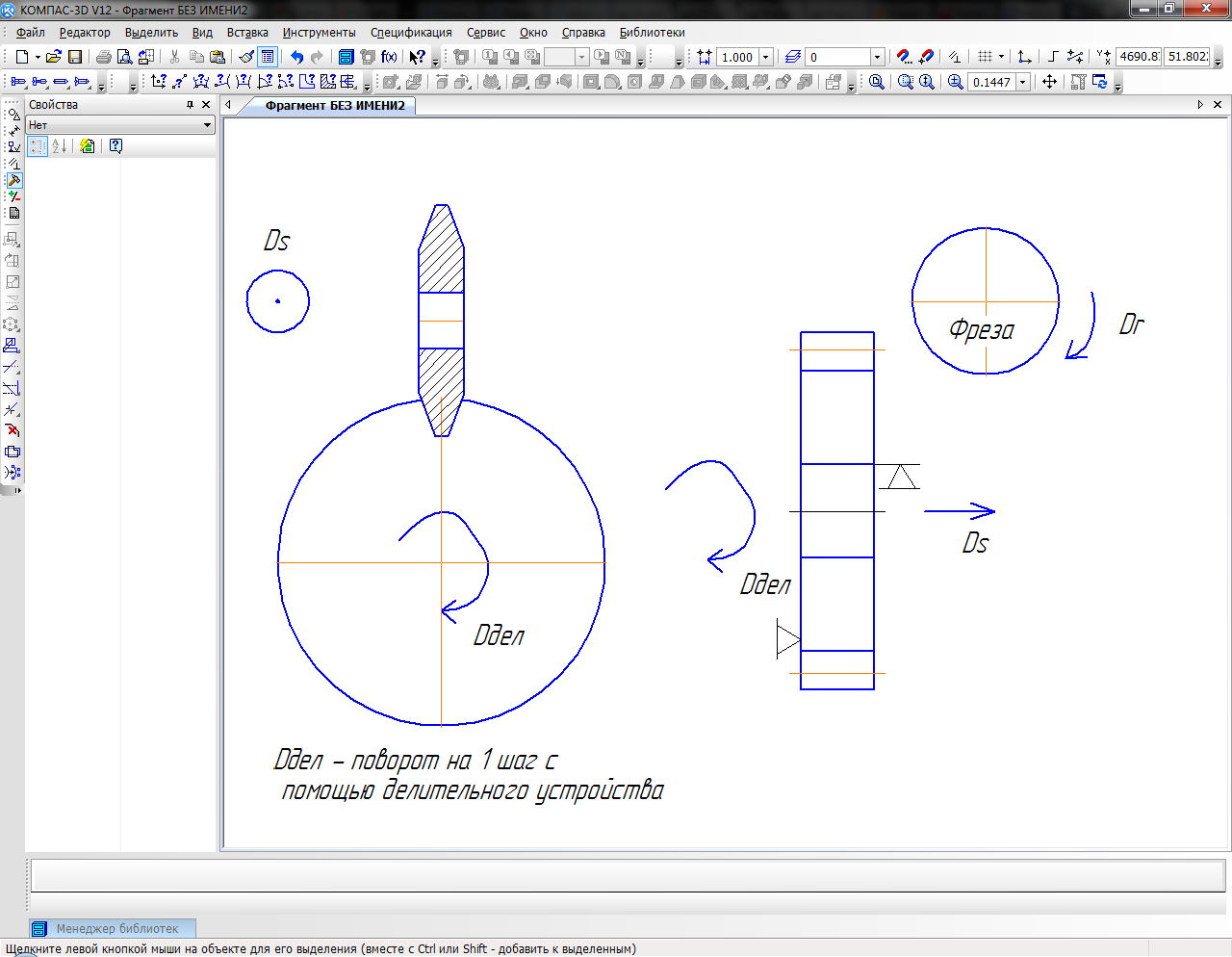
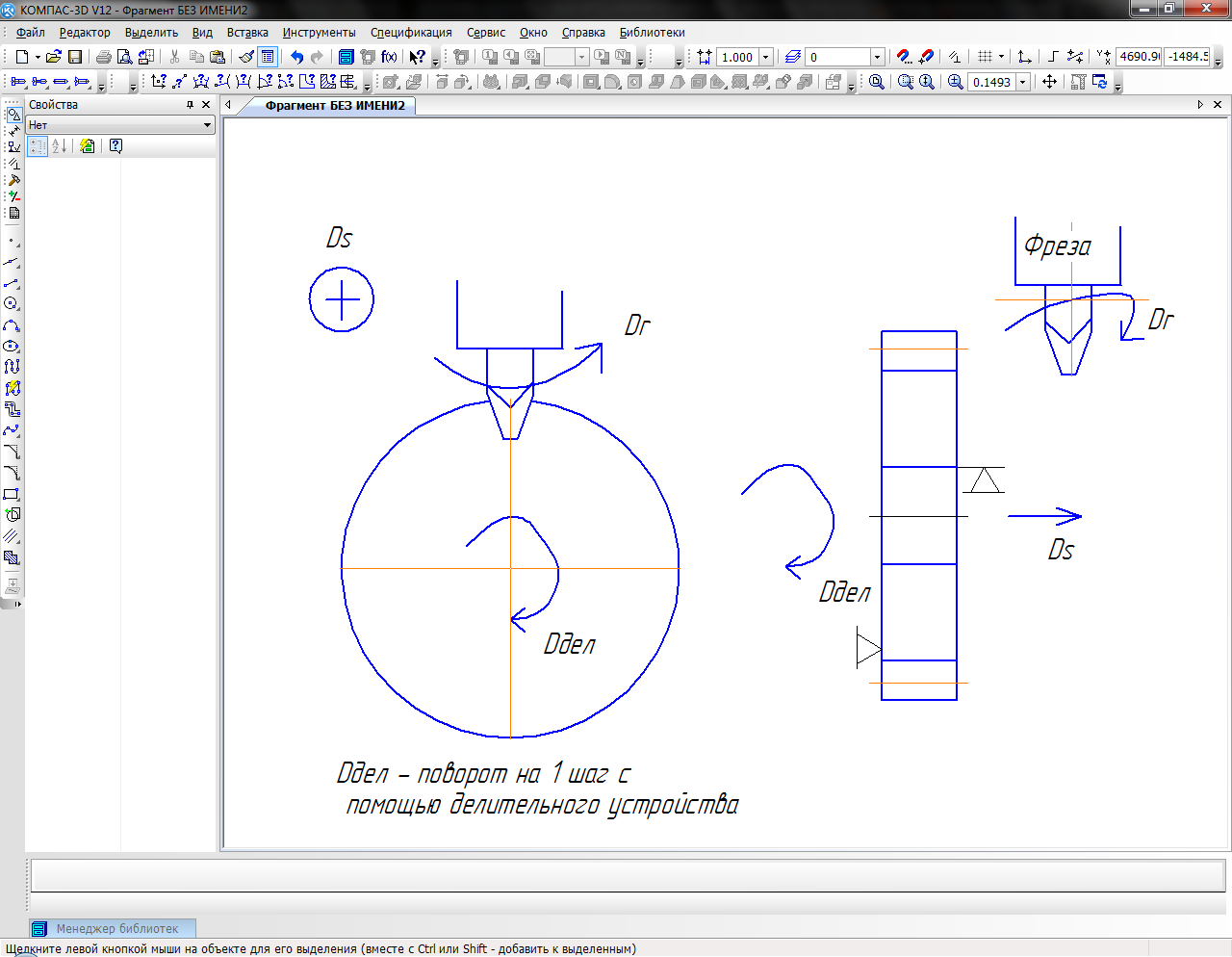
Фрезерование шлицев методом копирования выполняется специальными фасонными фрезами на горизонтально фрезерном станке с применением делительных устройств.
Заготовка вала устанавливается в патрон делительной головки и поддерживается центром. После фрезерования одной впадины заготовку поворачивают на один шаг и фрезеруют следующую впадину.
Профиль фасонной фрезы должен точно соответствовать профилю впадины.
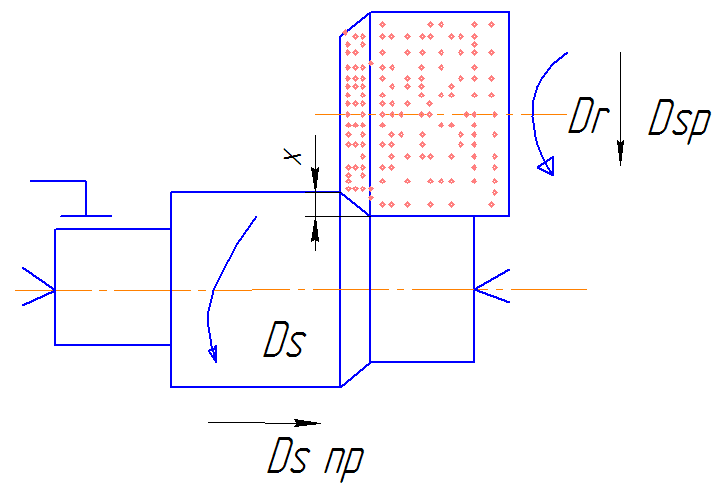
Шлифование шлицев на валах.
При центрировании шлицевого соединения по наружному диаметру D вал шлифуют по этому диаметру на кругло шлифовальных станках. При центрировании шлицевого соединения по внутреннему диаметру d вал шлифуют на специальных шлице шлифовальных станках.
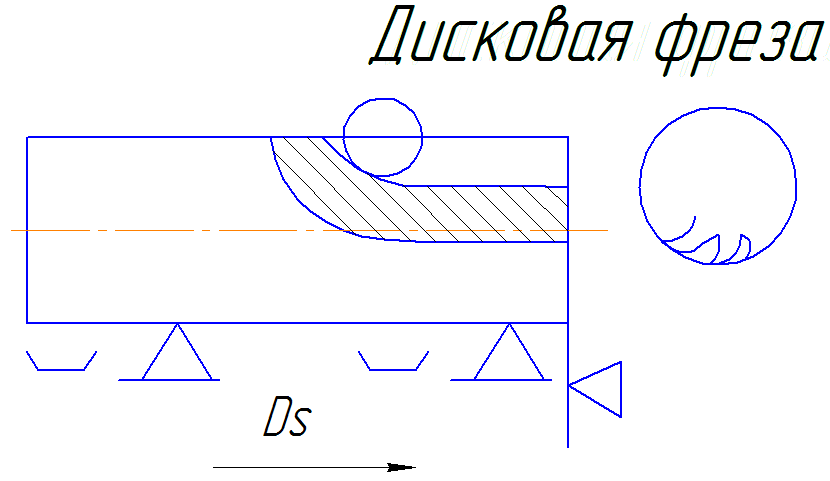
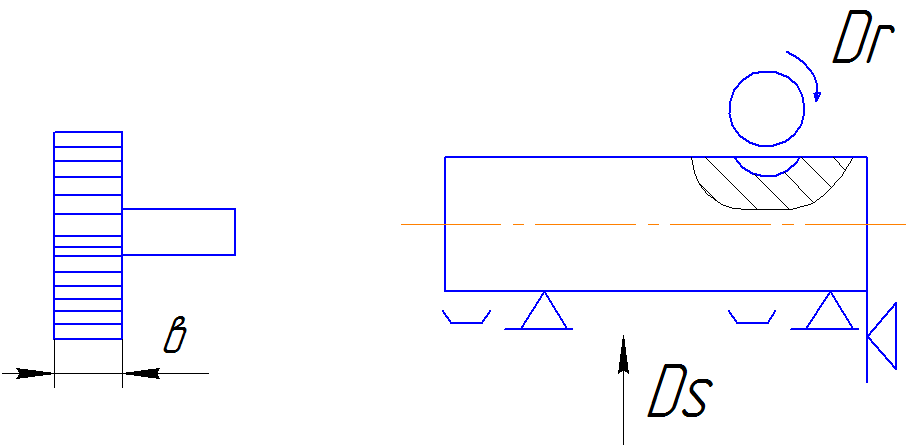
Если на шлице фрезерной операции не получены канавки для выхода шлиф круга, то их обрабатывают на горизонтально фрезерных станках дисковой или прорезной фрезой.
Шлице шлифовальные станки имеют систему автоматической правки круга.
Одновременное шлифование внутреннего диаметра и боковых сторон шлиц выполняют на шлице шлифовальных станках профильным кругом.
При центрировании шлицевых соединений по боковым сторонам шлифуют только боковые стороны на шлице шлифовальном станке.
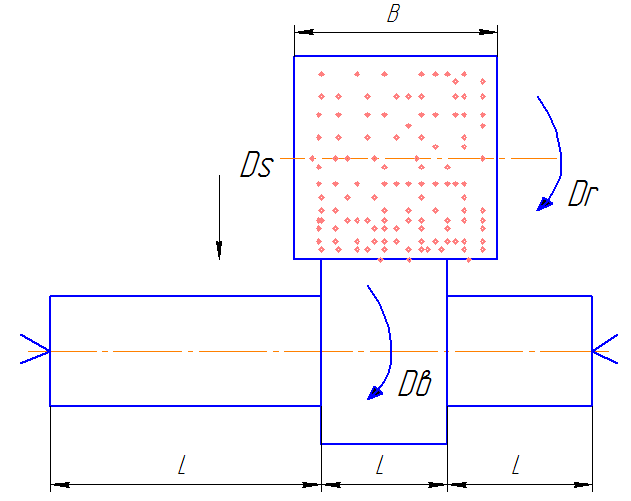
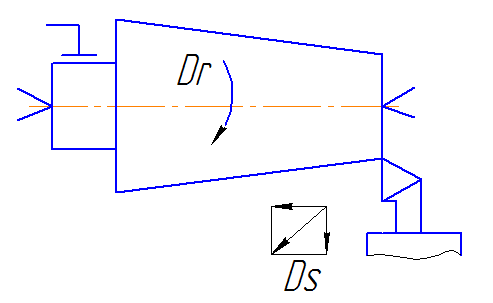
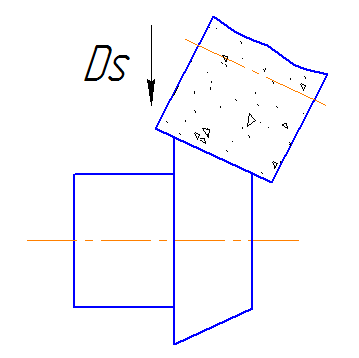
Строгание шлицев на валах.
Строгание шлицев выполняют специальными головками на специальных станках (МА – 4).
В корпусе такой головки в радиальном направлении расположены строгальные резцы. Количество резцов соответствует количеству впадин на валу, а их форма точно копирует форму впадины.
Все резцы затачивают в одном приспособлении комплектно.
Такие головки относятся к специальным инструментам и применяются в крупносерийном и массовом производстве.
Заготовка совершает возвратно-поступательное движение резцами (Dr). После каждого двойного хода заготовки резцы смещаются в радиальном направлении на величину подачи. При обратном (холостом) ходе заготовки резцы отводятся от нее.
Если шлицевой венец является закрытым, то на валу делается канавка шириной 6…8мм для выхода резцов.
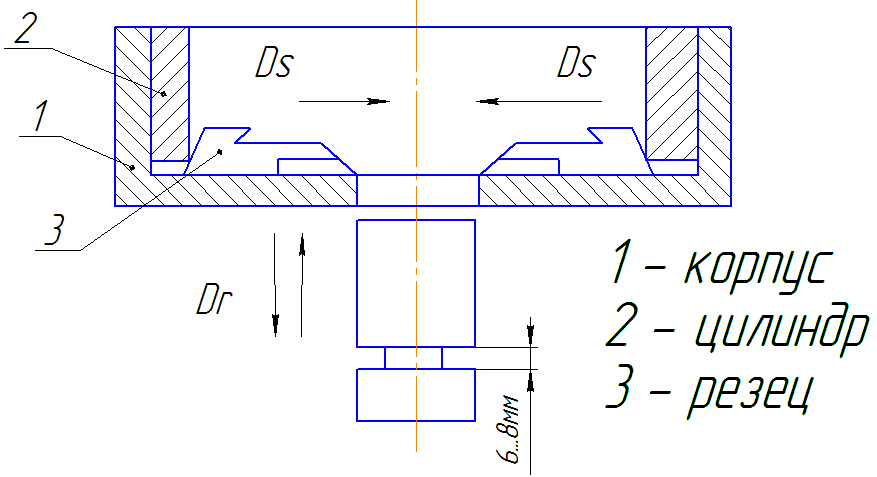
Способ производительный и обеспечивает шероховатость Ra 2,5мкм.
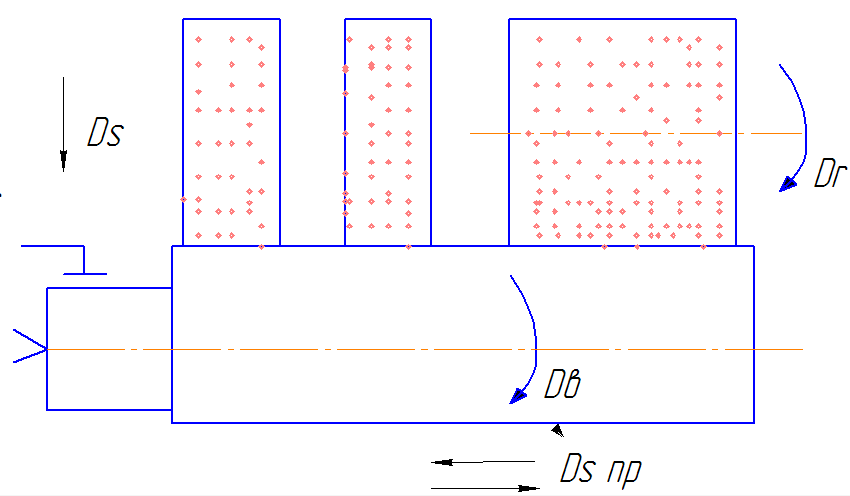
Накатывание шлицев на валах.Контроль шлицев на валах.
Наиболее часто накатывают эвольвентные шлицы небольшого модуля (m≤3мм).
Накатывание может выполнятся плоскими или круглыми накатниками.
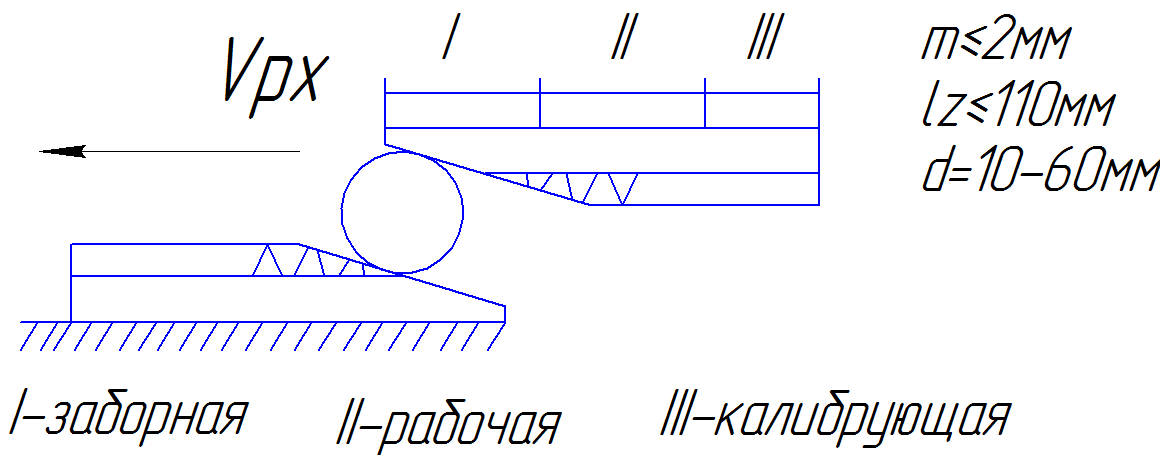
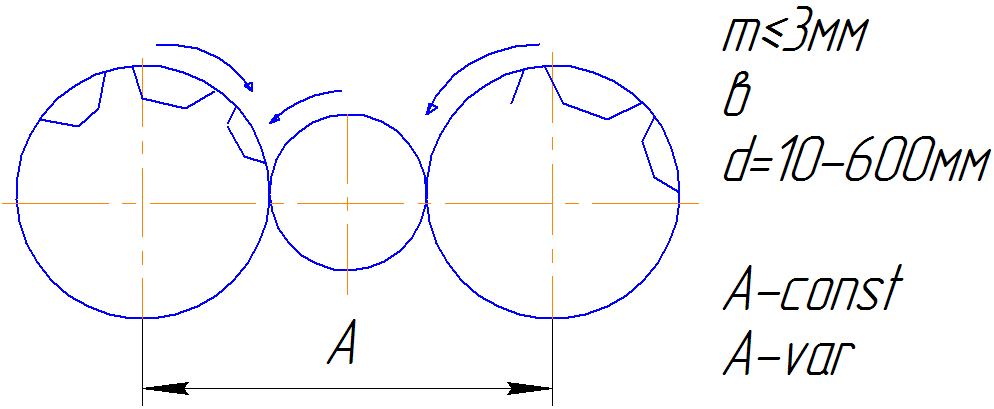
Накатывание прямобочных шлицев выполняют накатной головкой. В корпусе головки установлены накатные ролики. Профиль и число роликов точно соответствует профилю и числу впадин шлицевого вала.
Накатывание можно производить за один или несколько рабочих ходов.

Профиль накатываемых шлиц получается следующий:
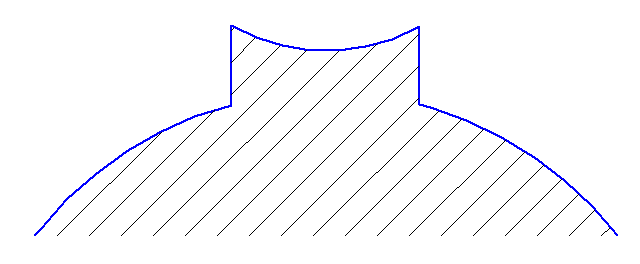
После такой накатной операции необходимо шлифование по наружному диаметру D.
Контроль шлицев на валах.
В шлицевом венце на валу контролируют отдельно диаметр D и d, и ширину шлица b.
Контроль этих параметров выполняется предельными скобами.
Взаимное расположение шлицев (параллельность, угловой шаг, прямолинейность) проверяют комплексным шлицевым калибром. Такой калибр является проходным. Он представляет собой сопряженную деталь (втулку со шлицевым отверстием). Этот калибр должен проходить по всей длинне шлицев.
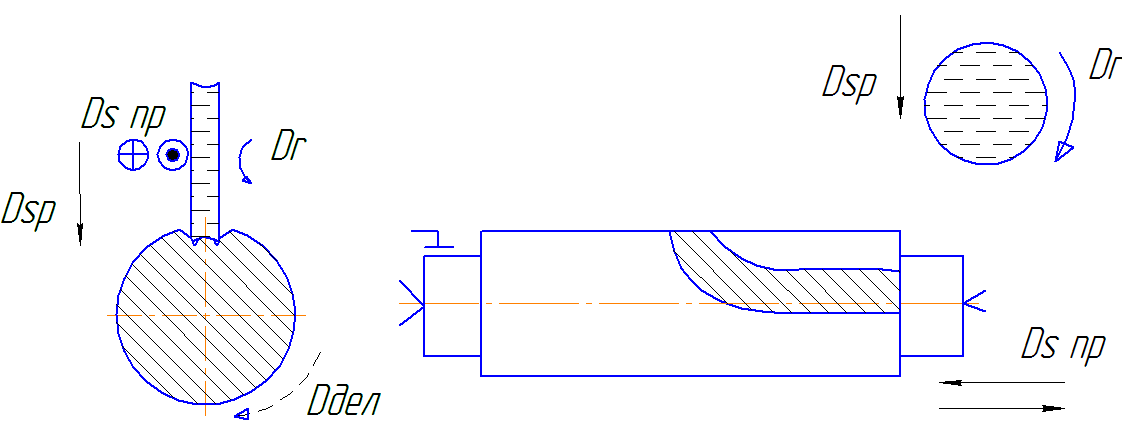
Нарезание однозаходних и многозаходнихрезьб резцами
Выполняется на токарно-винторезных станках резьбовыми резцами:
При нарезании однозаходнихрезьб кинематическая цепь станка настраивается на подачу равную шагу резьбы. Подача суппорта оборачивается через ходовой винт:
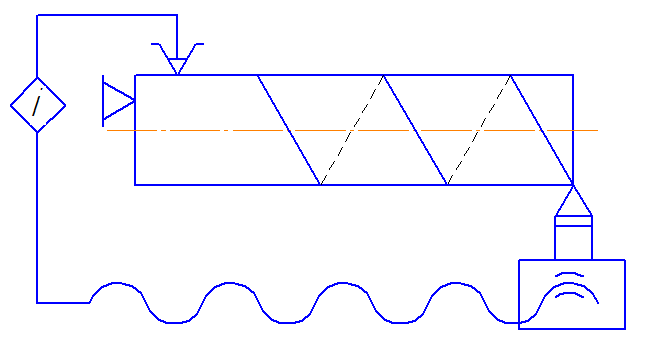
S0=P, h=0,541P
При нарезании резьбы резцом необходимо выполнить несколько рабочих и колебрующих ходов.
Нарезание резьбы выполняется по следующему циклу:
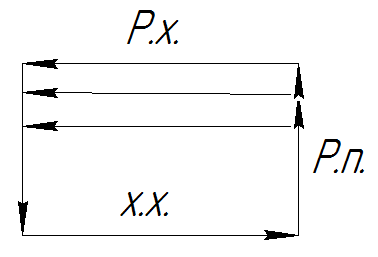
Р.п – радиальная подача
Р.х – рабочий ход
От – отвод
x.x – холостой ход.
При выполнении холостого хода Ходовой винт не выключается. Возвращение выполняется за счет реверсирования направления вращения шпинделя ходового винта.
Р=1,25…2 мм n = 6 ходов = 4 рабочих + 2 калибрующих
Р=2,5…3,5 мм n = 9 ходо в= 6 рабочих + 3 калибрующих
Р=3,5…4,5 мм n = 11 ходов = 7 рабочих + 4 калибрующих
Подача резца при обработке мелкихрезьб выполняется в радиальном направлении.
Способ недостаточно точный и производительный.
Одним из параметров многозаходнихрезьб является длина хода резьбы:

Z – количество заходов резьбы.
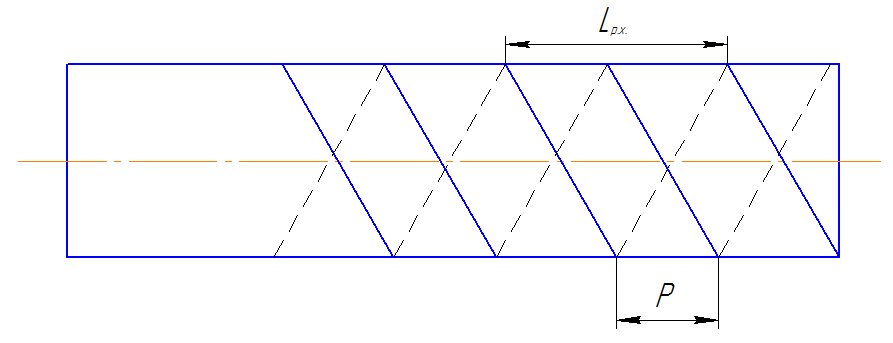
При нарезании многозаходнихрезьб сначала нарезают один виток с шагом равным ходу резьбы. Для нарезания второго витка резец смещают на один шаг резьбы и нарезают второй виток.
Смещение резца можно выполнить используя лимб верхнего суппорта салазок станка.
Второй виток можно нарезать повернув деталь на 180
 (z=2),
120
(z=2),
120 (z=3)
не нарушая кинематической настройки
станка.
(z=3)
не нарушая кинематической настройки
станка.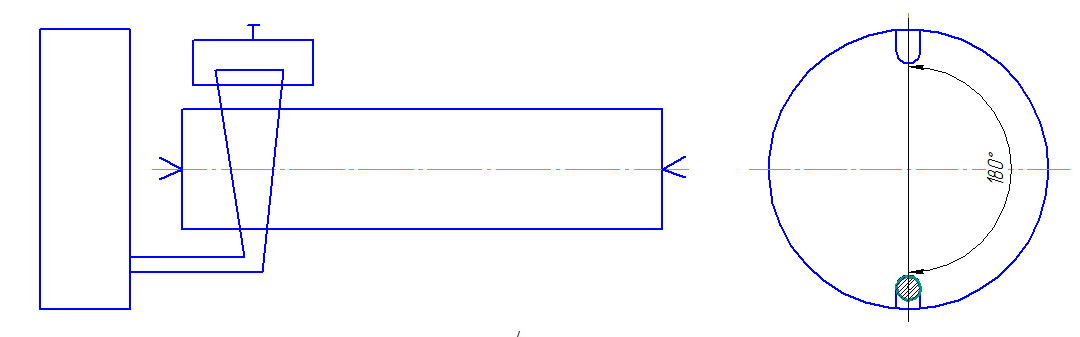
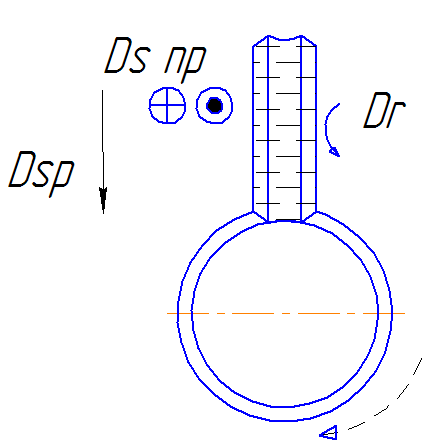
Нарезание резьбы на валах плашками.
Для нарезания резьбы на валах используют круглые плашки. Для нарезания резьбы плашкой вал делают на 0,1…0,2 мм меньше номинального диаметра. Это связано с тем, что при нарезании резьбы плашкой происходит вспучивание резьбы в результате чего наружный диаметр становится равным номинальному.
Резьба полученная плашкой имеет относительно не высокую точность – это связано с тем, что резьба самой плашки не шлифуется.
Нарезание резьбы плашкой является непроизводительным способом, т.к. её необходимо свинчивать и длина рабочего хода удваивается.

Минусы: 1)Невозможность переточки плашки
2)Сложное удаление стружки
Более технологичными являются трубчатые плашки, удобнее закреплять на станке и базировать на станке:
В такой плашке легко удаляется стружка и возможна переточка по передней поверхности.
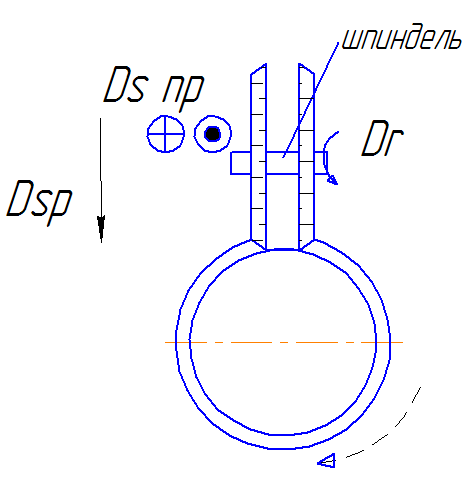
Нарезание резьбы резьбонарезными головками
Более производительным способом является нарезание резьбы резьбонарезными головками.(РНГ)
Существуют следующие конструкции РНГ:
С радиальным расположением гребенок
С тангенциальным расположением гребенок
С круглыми гребенками
Конструкция головки является самооткрывающимися, т.е. в конце рабочего хода гребенки отводятся от детали и не требуется её свинчивание
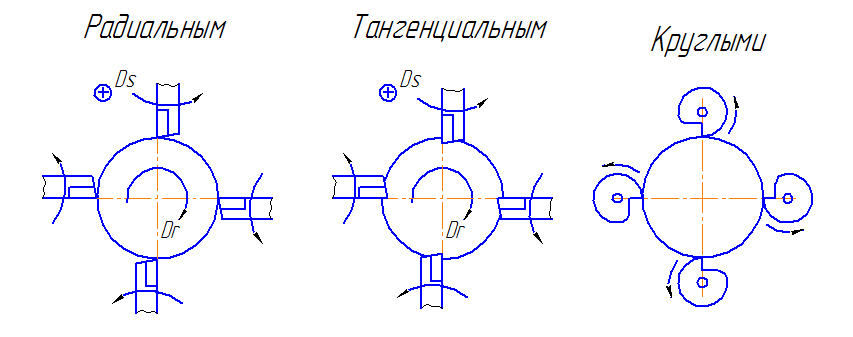
Резьба более точная при радиальной установке.
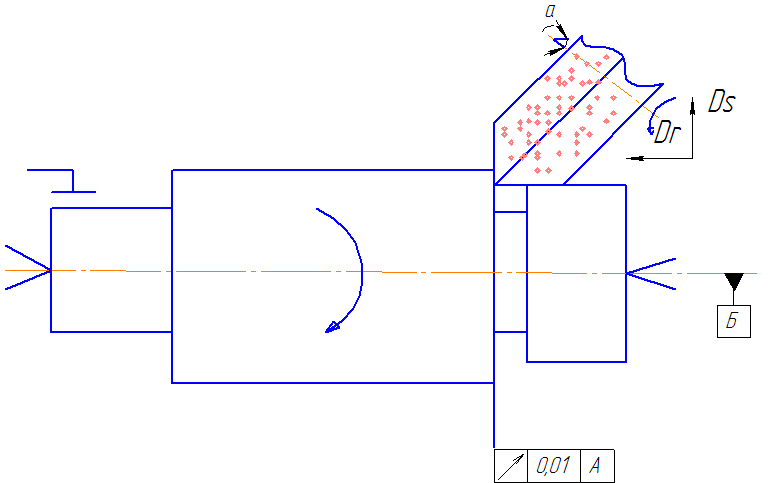
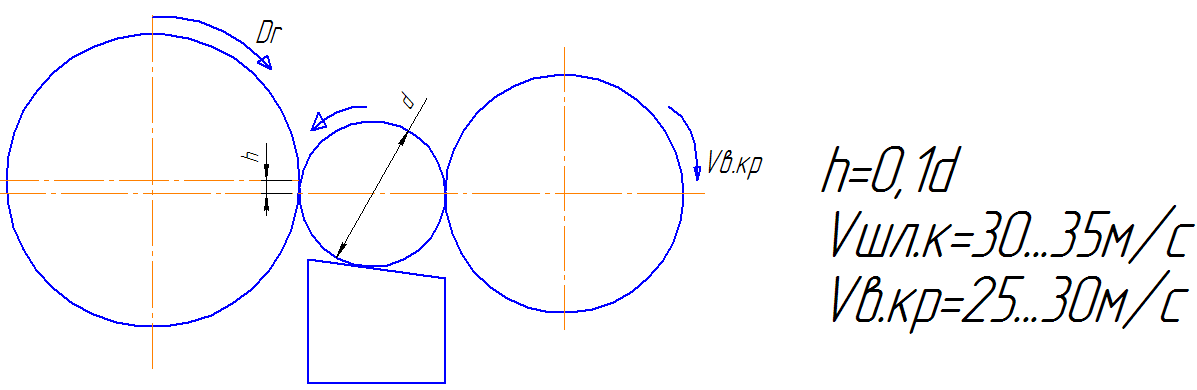
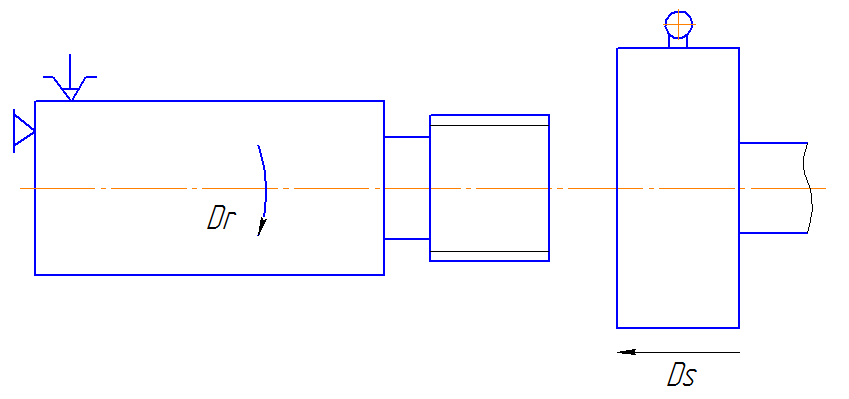
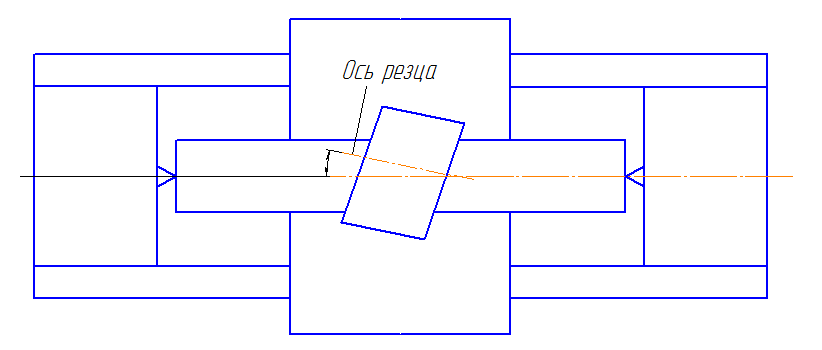
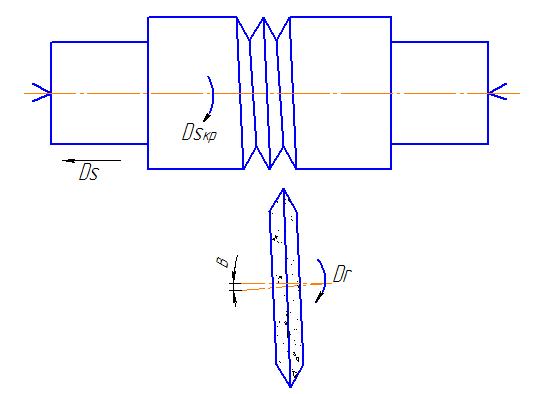
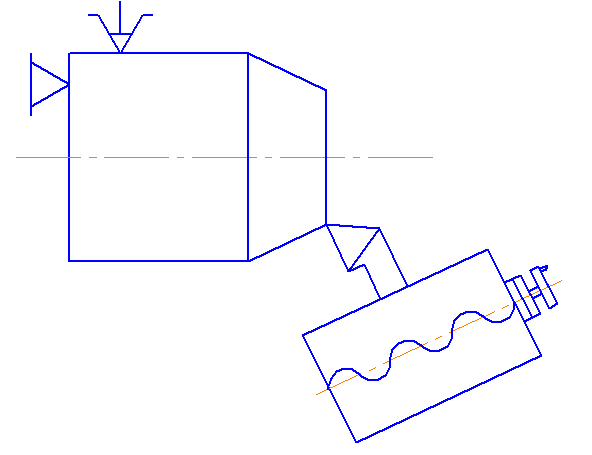
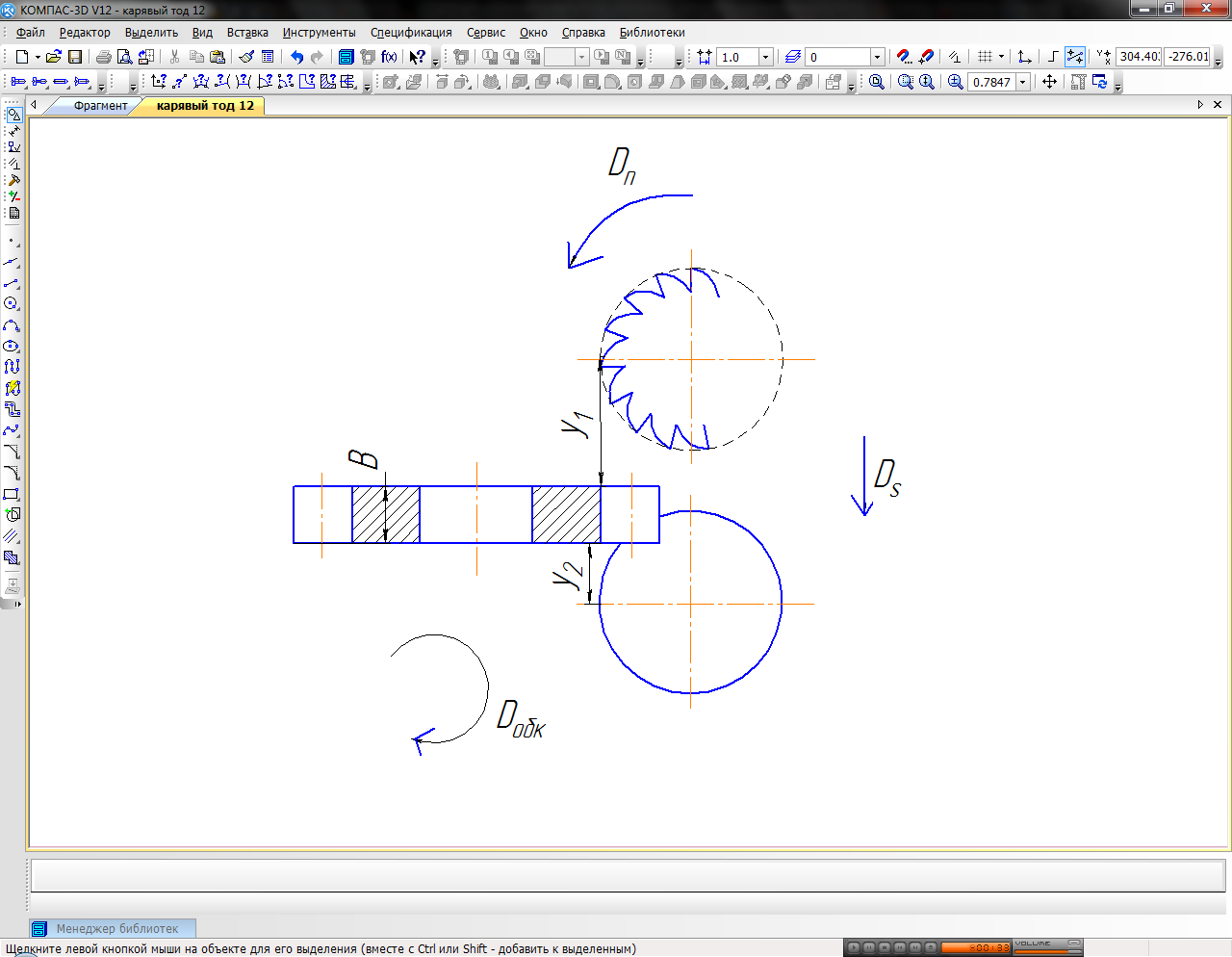
Нарезание резьбы вращающимися резцами (вихревым методом)
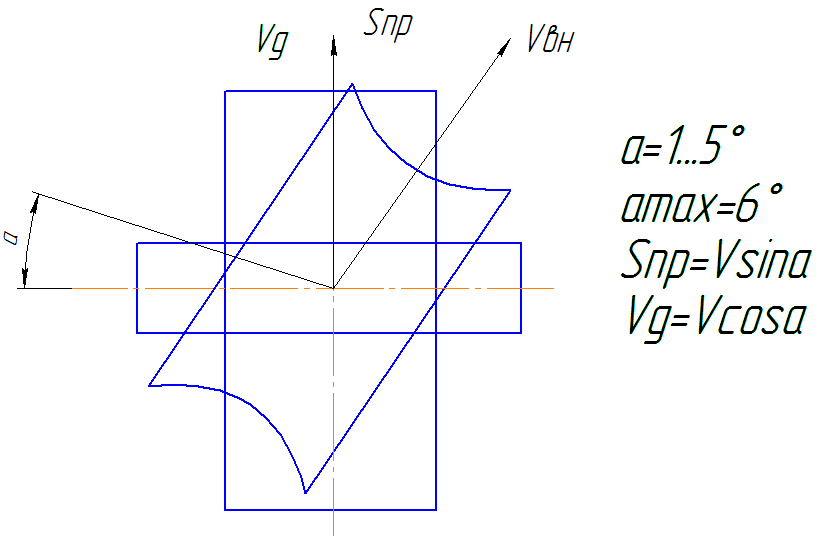
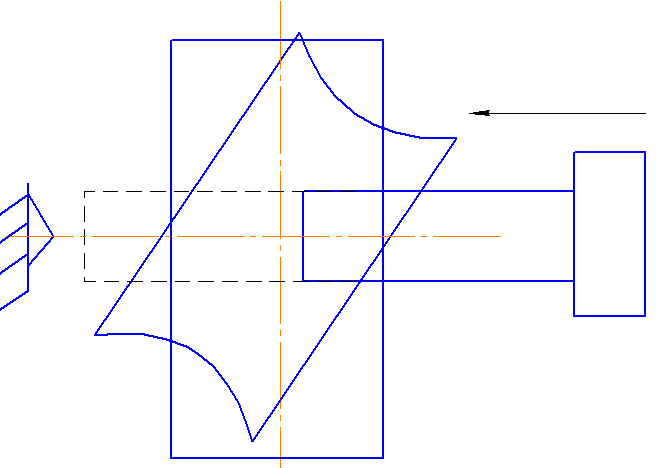
При нарезании резьбы вихревым методом используют специальную резцовую головку. Головка устанавливается на суппорте токарного станка и имеет собственный привод. Ось вращения головки смещена относительно вращения оси детали и повернута на угол подъема резьбы. В такой головке может быть установлено от 1 до 4 резцов.
Траектория вершины резца, представляет собой окружность намного больше диаметра резьбы.
За один оборот головки резец один раз касается детали и снимает короткую стружку.
При вихревом нарезании резьбы может быть использовано 2 схемы резания: с внутренним и наружным касанием.

nголовки=1250…3000 мин-1tg
 =
P/
=
P/ D
Dnдет=30…300 мин-1
Качество резьбы с внутренним касанием выше, т.к. при этой схеме резец более плавно входит в деталь и выходит из нее.
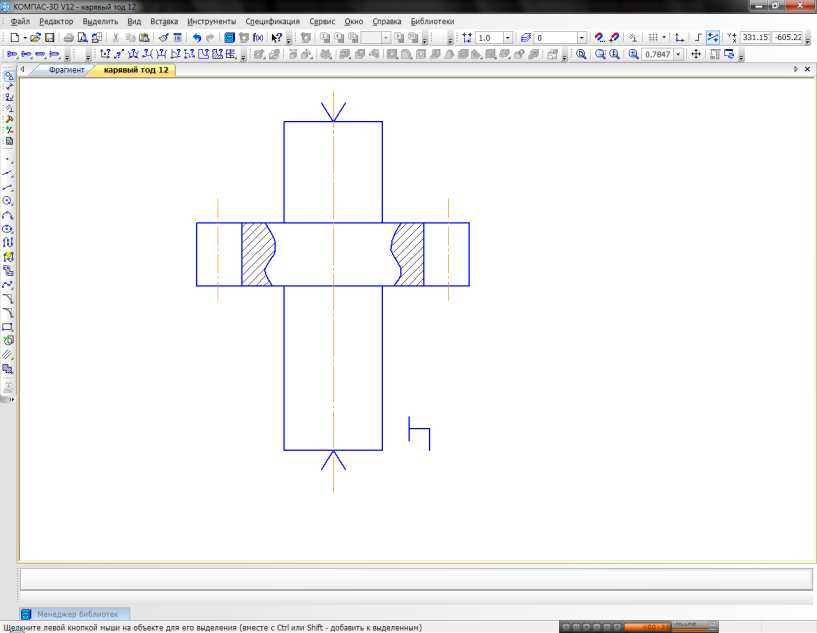
Фрезерование резьбы дисковыми и гребенчатыми фрезами
Фрезерование дисковыми фрезами выполняется на резьбо-фрезерных станках.
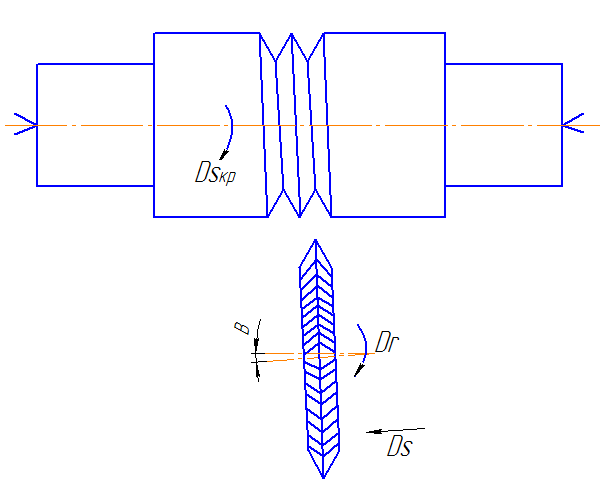
Профиль дисковой фрезы копирует профиль впадин фрезы. Ось фрезы поворачивается на угол
 .
Способ применяется для обработки
крупных резьб.
.
Способ применяется для обработки
крупных резьб.Фрезерование может выполнятся за 1,2…n рабочих ходов.
За один оборот детали фреза перемещается на один шаг и фрезерует один полный виток резьбы.
Гребенчатая фреза (групповая) представляет собой как бы набор нескольких дисковых фрез, хотя изготавливается как цельный инструмент. Длина такой фрезы делается на 2-3 шага больше, чем длина нарезаемой резьбы.
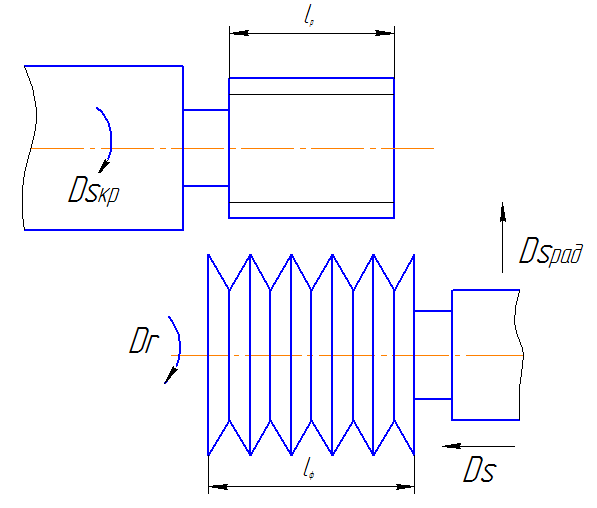
Процесс фрезерования состоит в том, что фреза вращается и врезается в заготовку на полную глубину резьбы после чего заготовка делает один оборот, а фреза смещается на один шаг. Фрезеровать можно и внутренние и наружные резьбы.
Ось фрезы параллельна оси детали.
Станки: КТ-43, КТ-44, КТ-45.
Резьба полностью нарезается за 1,25 оборота детали. 0,25 оборота – врезание.
Высота резьбы h=0,54P – шаг резьбы. S0 =P. lф=lр+(2…3)P.
Накатывание резьбы на валах
Может выполняться плоскими или круглыми накатниками. Диаметр заготовки высчитывается по следующей формуле:

 внутренний
диаметр резьбы
внутренний
диаметр резьбы наружный
диаметр резьбы
наружный
диаметр резьбы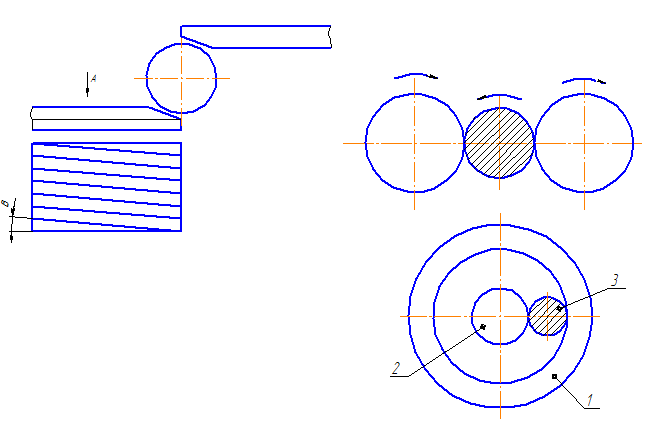
М24х1-6g, где 6g – степень точности. Накатыванием получается 5-7 степень точности.
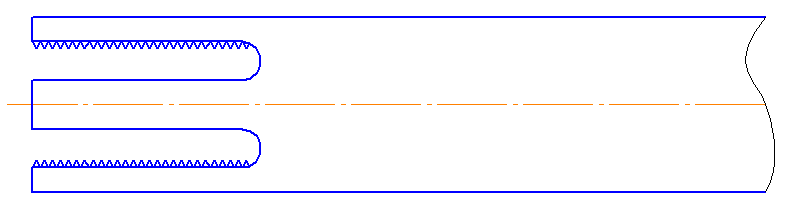
Шлифование резьбы на валах. Контроль резьбы.
Может выполняться однониточным или многониточным кругом. Выполняется на специальных резьбо-шлифовальных станках.
Однониточный круг имеет профиль резьбы. Ось круга располагают под углом
 к оси шлифуемой резьбы. За один оборот
– круг смещается на 1 шаг.
к оси шлифуемой резьбы. За один оборот
– круг смещается на 1 шаг.Способ малопроизводителен, но более точен.
Шлифование многониточным кругом применяется для коротких резьб
 .
Круг имеет кольцевые канавки. Такие
канавки профилируют методом выкрашивания
специальными закаленными дисками,
изготавливаемые из инструментальных
сталей (Р6М5, У10, ХВГ).
.
Круг имеет кольцевые канавки. Такие
канавки профилируют методом выкрашивания
специальными закаленными дисками,
изготавливаемые из инструментальных
сталей (Р6М5, У10, ХВГ).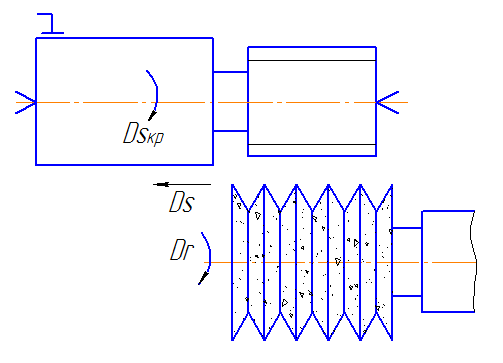
Шлифование многониточным кругом более производительно, но менее точно (профиль круга не совпадает с направлением фрезы
Шлифованию не подвергают крепежные резьбы.
Шлифуют резьбы резьбовых калибров, резьбообразующих инструментов, ходовых винтов. Резьбы Р<1,5 мм на закаленных валах предварительно не нарезают. Полный профиль резьбы получается на резьбошлифовальной операции.
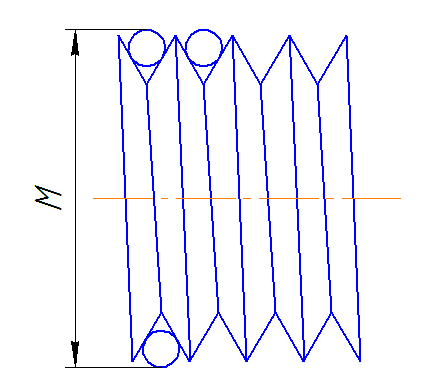
Контроль резьбы
Крепежные резьбы проверяют резьбовыми калибрами кольцами ПР-НЕ.
Проходное кольцо имеет полный профиль резьбы и должно свинчиваться с проверяемой резьбой на всей её длине. НЕ – не должно свинчиваться с проверяемой резьбой. Допускается полтора витка. Резьбу также можно контролировать по среднему диаметру d2 с помощью трех проволочек:
Обработка конических и фасонных поверхностей на валах
Конические:
На ЧПУ по программе:
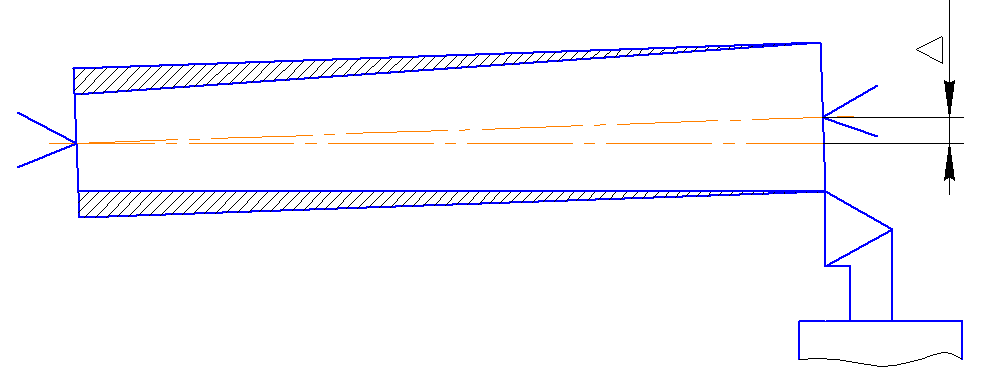
Путем смещения заднего центра в горизонтальной плоскости. Таким образом обрабатываются длинные конусные поверхности с малой конусностью:
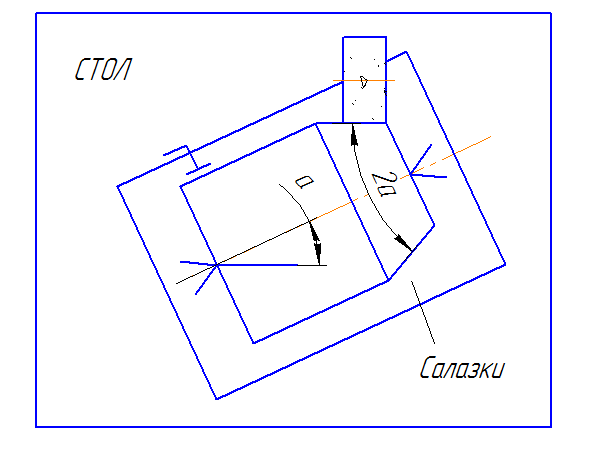
Поворотом верхних салазок на нужный угол (короткие конусы):
На гидро-копировальном станке по копиру.
Шлифование конусных поверхностей выполняется на круглошлифовальных станках поворотом верхних салазок станка:
Короткие конусные поверхности – путем поворота шлифовальной бабки на торце-круглошлифовальных станках:
Короткие конические поверхности могут быть обработаны фасонными резцами:
Фасонные:
На станках с ЧПУ по программе:
На гидрокопировальном станке по копиру
Фасонным резцом:
 Обработка
нежестких валов.
Обработка
нежестких валов.Нежесткий вал – вал, у которого отношение
 .
.
Особенностью обработки нежестких валов является то, что:
Прогиб вала под действием собственного веса
Прогиб вала под действием сил резания
Прогиб вала от температурных деформаций
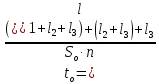
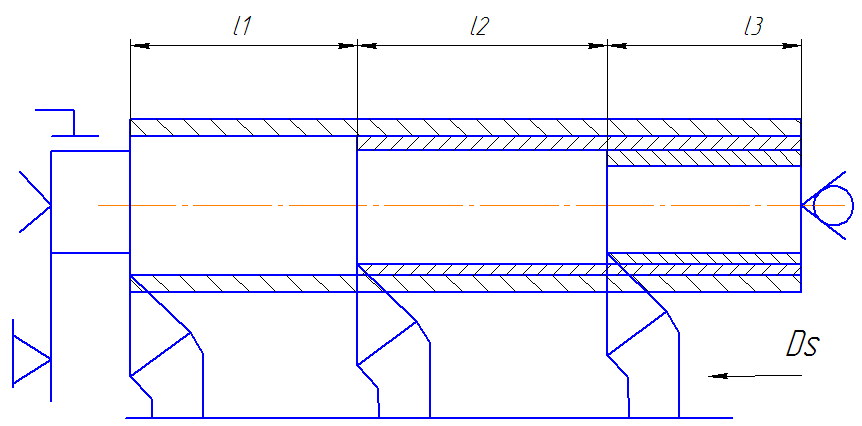
Для повышения жесткости валов применяют люнеты: подвижные и неподвижные.

Неподвижный люнет устанавливается и закрепляется на направляющих станины станка.
Для регулирования роликов люнета в патрон станка закрепляется короткий вал и протачивают его до диаметра заготовки обрабатываемого вала. Не сжимая этого вала по нему регулируют положение роликов.
Длинные нежесткие валы обрабатывают в последовательности:
После подрезки торца, сверления центровального отверстия и протачивания поверхности люнет перемещается в положение 2.
При шлифовании валов используют подвижные люнеты, которые устанавливаются на столе или суппорте станка. Обычно их устанавливают напротив зоны резания.
Конструкции и технические требования к цилиндрическим зубчатым колесам
Зубчатые колеса служат для передачи крутящего момента.
Типовые конструкции зубчатых колес:
1)с односторонней ступице
2)с двухсторонней ступицей
3)зубчатые колеса диски
4)двухвенцовыесблизким расположением венцов
5)двухсторонние с большим расстоянием между венцами
6)зубчатые колеса внутреннего зацепления
7)валы-шестерни
_стандартом установлено 12 степеней точности для зубчатых колес
Теоретически соединение является беззазорноедвухпрофильное.
При изготовлении зубчатых колес необходимо обеспечить боковой зазор.
Стандартом установлено 6 видов сопряжений зубчатых колес по боковому зазору: A(h=max),B,C,D,E,H(h=0).
C точки зрения точности их условно разделяют на 4группы:
1)кинематические зубчатые колеса (делительные,измерительные инструменты)-главное требования к ним высокая кинематическая точность-соответствие угла поворота ведомого колеса к ведущему.
2)скоростные - работающие до 60 м/с и передающие мощность до 40кВт(паровые,газовые турбины)-главное требование обеспечить плавность работы(отсутствие шума вибрации)
3)большие крутящие моменты и мощности(подъемные механизмы)-главное требование обеспечить полноту контакта(отношение силы на площадь)
4)передача общего назначения
Требования к зубчатым колесам
Степень точности
6
7
8
9
10
Квалитет точности отверстия
6
7
7
8
8
Шероховатость отверстия
0,63
1,25
1,25
2,5
1,25
2,5
2,5
3,2
2,5
3,2
32. Материалы,термообработка и методы получения заготовок цилиндрических колес.
-углеродистые конструкционные стали: Сталь40, Сталь45, Сталь 50 – такие стали обычно подвергаются улучшению 28-32 HRC, однако при термообработке таких сталей зубчатые колеса получают значительные термические корабления поэтому для термической обработки зубчатых колес такие стали применяются редко.
-хромистые 20Х, 30Х, 40Х.
-хромо-никилевые 40ХН, 12ХН, 20ХН3А, 12ХН3А, 20ХНВА
-хромо-марганцевые 25ХГТ, 30ХГТ
Стали с содержание углерода менее 0,3% подвергают цементации, закалке и низкому отпуску до 55-60HRC.
Для зубьев зубчатых колес, работающих в условиях сильного износа изготавливают из азотируемых сталей 35ХМЮА, 35Х2МЮВ, при азотировании 63-65 HRC, Это обеспечивают получающиеся нитриды алюминия. Такие зубчатые колеса(из таких сталей) очень сложно обработать окончательно(шлифованием, притиркой, хонинонгованием)
Достоинством азотирования является, то ,что зубчатые колеса практически не подвергаются короблению т.к.
Азотирование проводят при относительно высоких температурах. При азотировании нагревают в среде аммиака.
Как правило для зубчатых колес объемную закалку не проводят, в этом случае поверхностную закалку таких сталей ТВЧ.
Заготовки зубчатых колес в зависимости от их формы, размеров и типа производства могут быть получены следующими методами:
1)отрезка из круглого проката(единичное, мелкосерийное производство)
2)штамповка на КГШП или ГКМ(серийное, массовое производство)
3)свободной ковкой
33 Токарная обработка заготовок зубчатых колес. Требования к их точности.
В массовом крупносерийном производстве токарную обработку заготовок зубчатых колес обычно выполняют на токарных вертикальных многошпиндельных полуавтоматах 1283, 1286,1284 или на горизонтально-многошпиндельных полуавтоматах 1240, 1260.
В мелкосерийном производстве токарную обработку заготовок зубчатых колес выполняют на токарных станках или универсальных токарных станках
После обработки заготовки зубчатых колес должны отвечать следующим требованиям:
_допуск радиального биения зубчатого венца должен соответствовать следующему значению Т1=0,6Fr, где Fr – допуск радиального биения зубчатого колеса по ГОСТ1634-81, такое значение, если наружный цилиндр(D) является базой для выверки положения заготовки на зубофрезерной операции.
Т1=0,25TH , где TH – допуск на смещение исходного контура по ГОСТ643-81, такой допуск применяется в том случае если наружный цилиндр служит базой при измерении параметров зубчатого венца, например ходовым зубомером, шагомером и т.д.
Т1=0,1m, где m – модуль, если наружный цилиндр не является измерительной базой(во всех иных случаях)
Т2=0,02…0,06 мм; d=>IT8, IT9, D=>h14
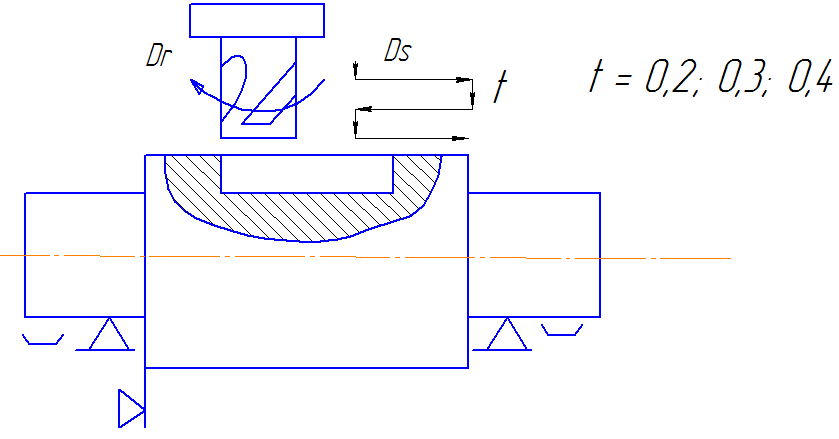
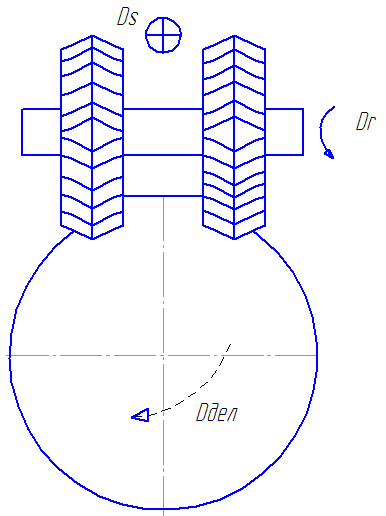
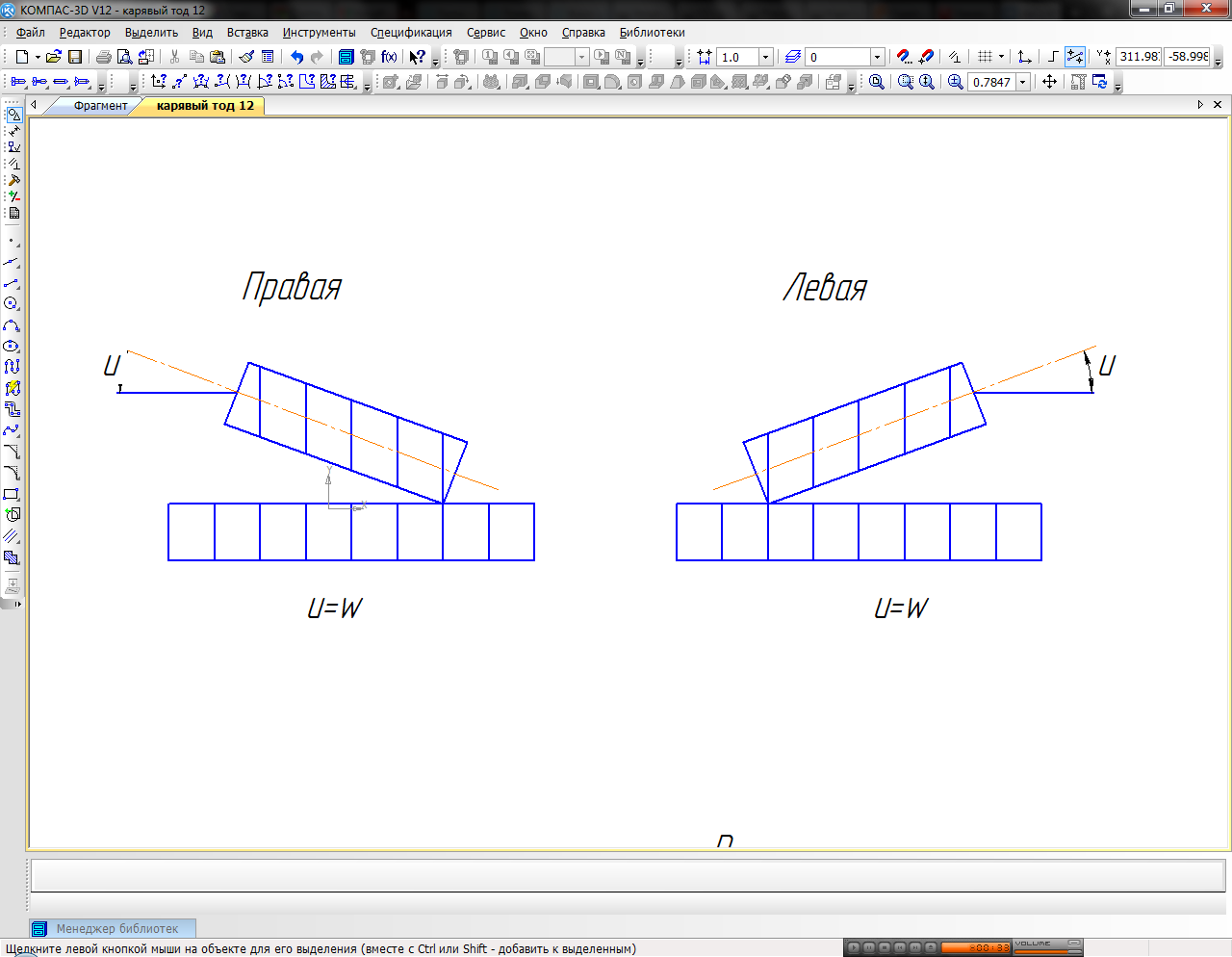
34. Обрабока зубьев зубчатых колес дисковыми и пальцевыми модульными фрезами
Дисковые модульные фрезы
Зубья зубчатых колес могут быть обработаны одним из 2-х методов. Обработка зубьев дисковыми фрезами выполняется по методу копирования => профиль фрезы должен точно соответствовать профилю впадины нарезаемого колеса, профиль впадины зависит от 1)модуля 2)угла зацепления 3)числа зубьев колеса. В соответствии с этим для каждого числа зубьев и модуля необходимо иметь свою фрезу
Как правило профиль впадин с соседними числами зубьев отличаются незначительно, поэтому можно использовать одну фрезу для нарезания зубчатых колес с разным числом зубьев. В связм с этим дисковые модульные фрезы выпускаются комплектами из 8 и 15 фрез для одного модуля. Наборы из 8 фрез применяются для нарезания зубчатых колес с модулем до 8(включительно), а наборы из 15 для модуля 8-16мм. В с каждом наборе фреза имеет свой номер.
Номер фрезы
Число зубьев колеса
8
15
12-13
12
-
13
14-16
14
-
15-16
3
17-20
17-80
-
19-20
135-рейка
135-рейка
Профиль дисково й модульной фрезы точно соответствует минимальному числу зубьев из нарезаемого диапазона.
Фрезерование зубьев дисковыми фрезами выполняют на специальных зубофрезерных станках Е3-28, Е3-40, а также на универсальных горизонтально- фрезерных станках с применением делительных устройств.
Достигается точность зубчатых колес IT9, IT10
Способ малопроизводительный, применяется в мелкосерийном или ремонтном производстве. Профиль дисковых модульных фрез стандартизирован.
Пальцевые модульные фрезы
Для обработки зубчатых колес с модулем от 10 до 50 мм.
При обработке зубьев пальцевыми фрезами могут использовать черновые и чистовые фрезы при этом черновые выполняются с прямыми режущими кромками виде угловой фрезы
35 Конструкции червячных фрез, классы точности, область применения.
Червячные фрезы самый распространенный инструмент применяемый для обработки зубчатых колес, параметры фрез стандартизированы, стандартом предусмотрено 3 типа фрез:
Тим I m=1…10 мм (АА)-(цельные фрезы)
Тим I I m=1…14 мм (А,В,С)-(цельные фрезы)
Тим I II m=10…20 мм – сборные червячные фрезы
Стандартом предусмотрены следующие классы точности:
Класс точности фрезы
ААА
АА
А
В
С
D
Степень точности зубчатого колеса
5
6
7
8
9
10-11
Конструктивно червячные фрезы могут быть цельными либо сборные. Цельные => полностью из быстрорежущей стали, у сборных червячных фрез => гребенки из быстрорежущих сталей, а корпус из конструкционной стали.
По числу заходов фрезы могут быть одно и многозаходними. Чистовые фрезы как правило однозаходние, а черновые многозаходние.
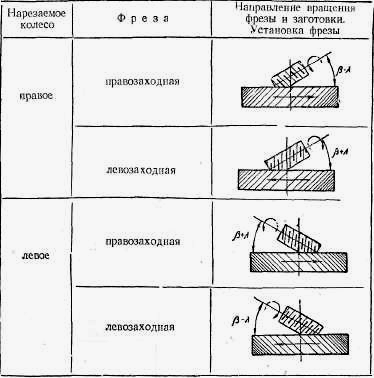
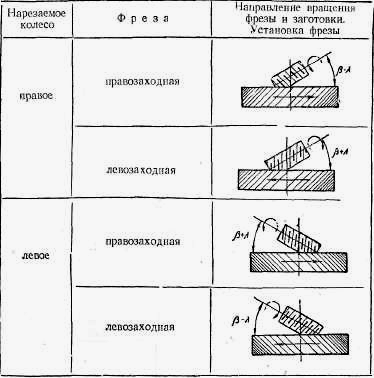
По направлению витков могут быть левыми и правыми.
Фрезы могут иметь специальный профиль, который позволяет оставлять припуск под шевингование или шлифование.
Фрезы могут быть с увеличенной длиной или увеличенным диаметром.
36 Обработка прямозубых зубчатых колес червячными фрезами( инструменты, установка инструментов, кинематика процесса, точность ,производительность)
Обработку выполняют на зубофрезерных станках 530 m=1мм, диаметр 100мм,5346 m=20мм,диаметр 12500 мм.
Зубофрезерные станки имеют вертикальную компоновку, ось заготовки распологается вертикально.
Для нарезания прямозубых колес ось червячной фрезы поворачивают на угол подъема червячной фрезы.
Для однозаходней 1оборот фрезы
 оборот заготовки
оборот заготовкиДля многозаходней1оборот фрезы
 оборот заготовки, где k
– число заходов.
оборот заготовки, где k
– число заходов.
Зубчатые колеса с модулем до 5 мм фрезеруются за один рабочий ход, а с мобулемm>5 мм за два и более ходов.
Зубчатые венцы на валах шестернях также обрабатываются на зубофрезерных станках.
Валы шестерни устанавливают в центрах и на столе устанавливается поводковое устройство.
Зубчатый венец вала-шестерни располагают вверху.
Фрезерование зубьев на зубофрезерных станках может быть встречным или попутным.
При встречном фрезеровании в зоне резания вектор подачи и скорости направлены друг на друга, а при попутном в одну сторону.
Качество обрабатываемой поверхности при попутном выше чем при встречном.
При встречном фрезеровании в начале резания при «нулевой глубине» фрезы скользят по обрабатываемой поверхности => качество ухудшается.
Однократное чистовое фрезерование зубьев червячной фрезой обеспечивает IT8.
Для повышения производительности используют фрезерование нескольких заготовок одновременно.

При обработке зубчатых колес с модулем до 2,5 мм более производительным является зубодолбение.
С модулем m>4 мм более производительным является зубофрезерование.
С модулем 0т 2,5 до 4 производительность одинакова,предпочтение отдают зубофрезерованию.
37Обработка косозубых зубчатых колес червячными фрезами(инструменты, установка, кинематика процесса, точность производительность.)
Косозубые зубчатые колеса нарезают на зубофрезерных станках стандартными червячными фрезами. Для этого ось червячной фрезы поворачивают на угол
 .
.
При одинаковых направлениях зубьев колеса и витков фрезы угол поворота оси фрезы рассчитывают по формуле:
 .
.При разных направлениях угол поворота оси фрезы рассчитывают по формуле :
 .
.Для получения косозубого колеса за каждый оборот фрезы колесо должно совершить оборот не k/z , а k/z +
 .
.Такой доворот в зубофрезерных станках обеспечивает дифференциал.
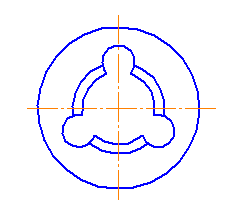
38. Конструкции долбяков, классы точности, область применения.
Конструкции долбяков
Конструкции долбяков стандартизированы. Для них установлены 3 класса точности АА, А, В.
Стандартом установлены 5 типов конструкций долбяков:
Тип I:дисковый прямозубый долбякm=1..12 мм (АА, А, В)
Тип II:дисковый косозубый долбякm=1..9 мм (А, В) углы наклона

Тип III:чашечный прямозубый долбякm=1..7мм(чашечные долбяки применяются в том случае, если зубчатый венец расположен близко)
Тип IV:хвостовой прямозубый долбякm=1..4 мм (В) – для обработки колес внутреннего зацепленияю
Тип М: хвостовой косозубый долбякm=1..4 мм (В)
I
II
III
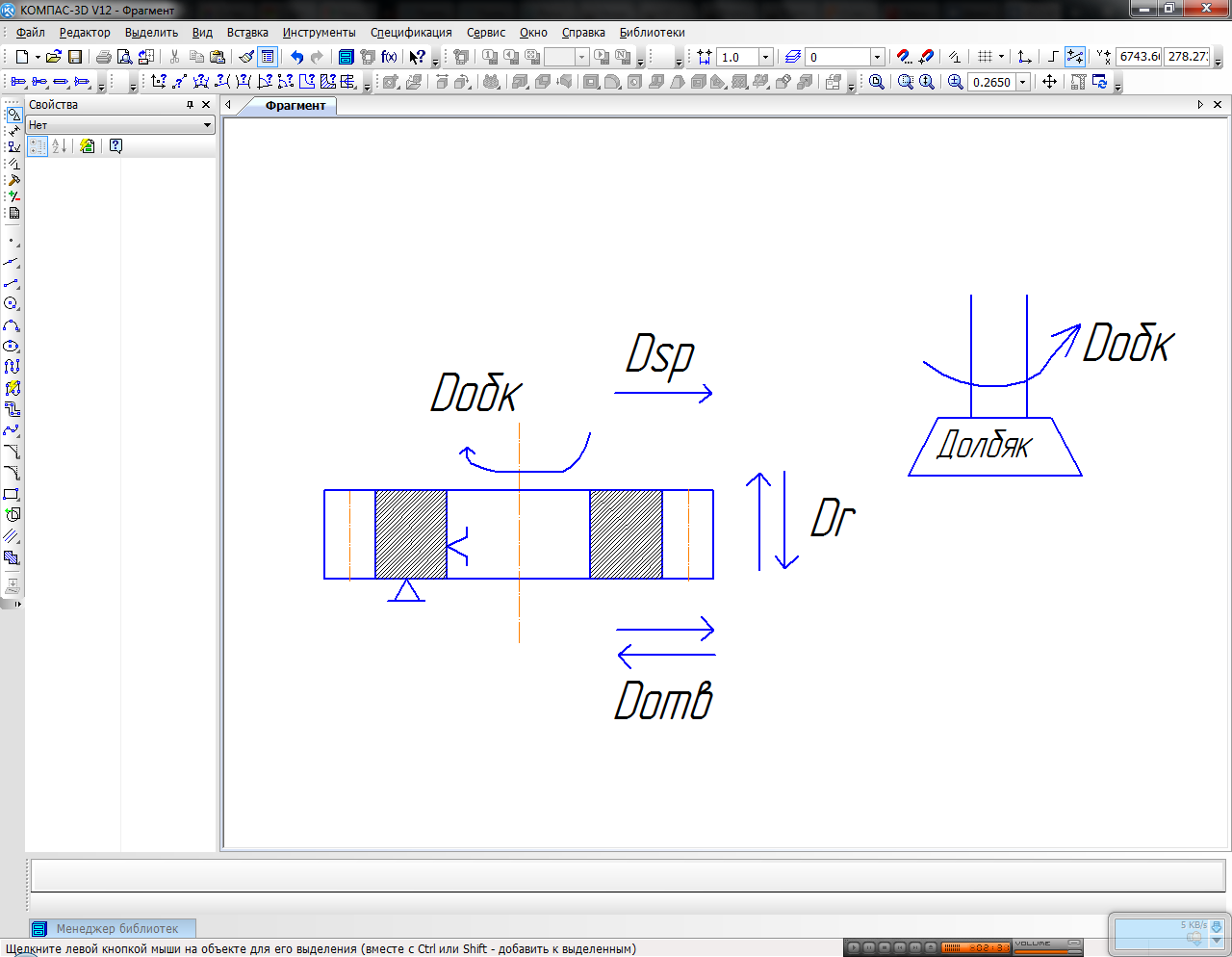
39 Обработка прямозубых зубчатых колес долбяками (инструменты, станки, кинематика процесса, точность, производительность)
Выполняют на зубодолбежных станках моделей 511,5112,5122, 5140, 5150.
При обработке зубьев долбяками воспроизводится движение 2-х цилиндрических колес, роль одного выполняет заготовка другое долбяк => такой метод относится к методу обкатки.
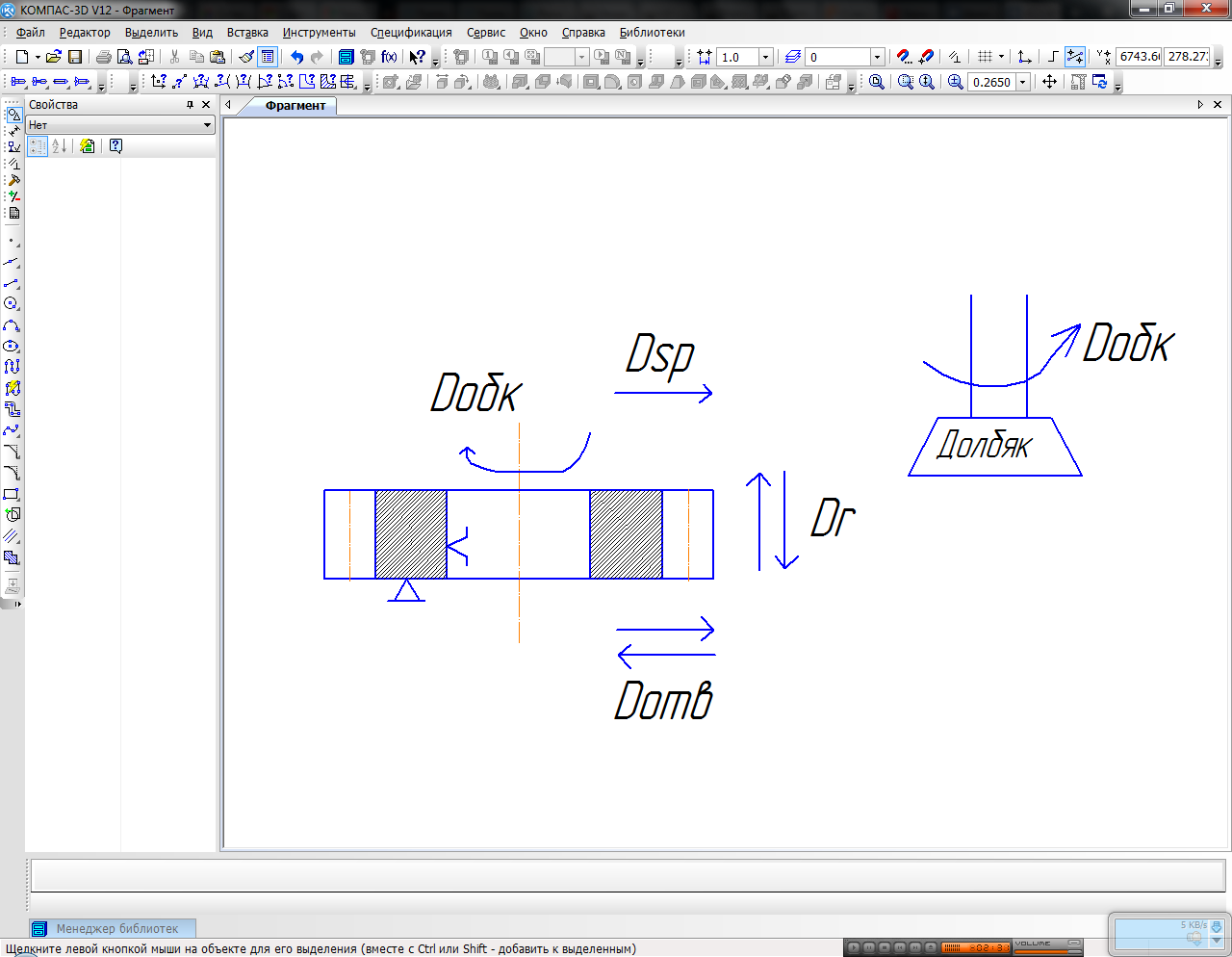
При обработке зубьев долбякамидолбяк совершает возвратно поступательное движение Dr/ На первоначальном этапе заготовке сообщается радиальная подача Dsp – движения выполняется до полного врезания долбяка в заготовку на всю глубину впадины, после этого Dsp/ Одновременннодолбяк и заготовка взаимно обкатываются.Уравнение движения обкатки имеет вид:
 .
.При холостом ходе долбяка вверх заготовка отводится от инструмента, а при рабочем ходе возвращается в исходное положение (Dотв)
Если обрабатывается закрытый зубчатый венец, то на заготовке должна быть предусмотрена канавка b=5…7 мм для выхода долбяка.
Зубодолбящие станки комплектуются однопроходными и двухпроходными кулачками.
Зубчатые колеса с модулем до 2.5 мм обрабатываются за один рабочий ход(за один обкат)
Зубчатые колеса с модулем 2.5—4мм за 2 рабочих хода(за 2 обката)
Зубчатые колеса с модулем от 4,5 обрабатывают за 3 рабочих хода(3 обката)
При обработке колес с модулем до 2,5 мм производительность зубодолбения выше зубофрезерования
При обработке колес с модулем от 4 производительность зубофрезерованиявыше больше чем зубодолбения.
При обработке зубчатых колес с модулем от 2,5 до 4 производительность одинакова,предпочтение отдают зубофрезерованию.
Класс точности долбяка
АА
А
В
Степень точности колеса
6
7(предпочтител.)
8
После всех зубофрезерных и зубодолбежных операций в тех процессе необходимо предусмотреть одну из следующих операций:
1)заусенцозачистная 2)зубофасочная3)слесарная
40 Обработка косозубых зубчатых колес долбяками (инструменты, станки, кинематика процесса, точность, производительность)
Обработку выполняют насерийных зубодолбежных станках,при обработке воспроизводится зацепление 2-х косозубых цилиндрических колес. Для обработки зубчатых колес с правым наклоном выбирают левый долбяк, а для левым – правый.
Угол наклона долбяка должен точно соответствовать углу наклона зуба колеса.
При нарезании косозубых зубчатых воспроизводится все движения как и при обработке прямозубых колес.
Косозубые зубья получаются за счет дополнительного доворотадолбяка при каждом рабочем ходе, это движение обеспечивается с помощью цилиндрического кулочка(копира), который устанавливается на шпинделе станка.
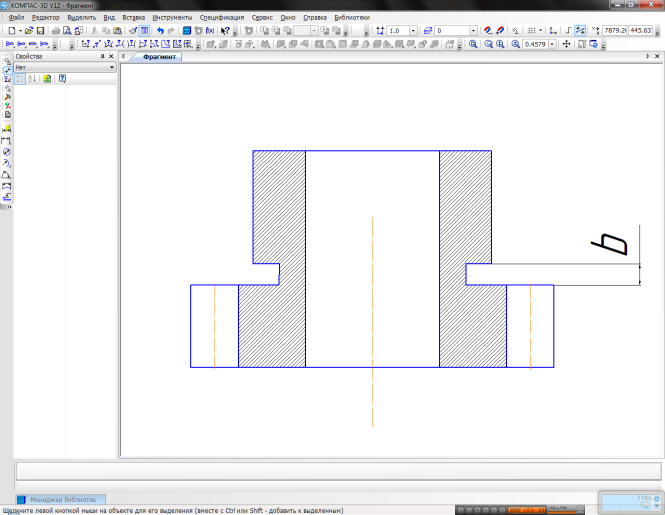
41. Обработка зубчатых колес внутреннего зацепления долбяками(базирование заготовок, выбор долбяков, кинематика процесса)
Зубчатые колеса внутреннего зацепления обрабатываются долбяками на обычных зубодолбежных станках(модели 5111, 5112, 5122, 5140, 5150). Заготовку базируют по наружной поверхности и торцу или по отверстию и торцу. Если зубчатый венец закрыт, то в конструкции детали необходимо предусмотреть канавку, шириной
 для выхода долбяка. В процессе обработки
воспроизводится зубчатое внутреннее
зацепление, при этом заготовка и долбяк
вращаются в одну сторону.
для выхода долбяка. В процессе обработки
воспроизводится зубчатое внутреннее
зацепление, при этом заготовка и долбяк
вращаются в одну сторону.
При обработке зубьев внутреннкго зацепления в процессе врезания долбяка возможно подрезание ножек зубьев(соседних) колеса, поэтому долбяк выбирают, соблюдая следующее условие:

42. Конструкция шеверов, классы точности шеверов, основные параметры шеверов, выбор шеверов.
Шевингование является одним из видов финишной обработки не закаленных зубчатых колес(
 ).
Инструментом является шевер.
).
Инструментом является шевер.Шевер представляет собой косозубое зубчатое колесо, на боковых поверхностях которого сделаны канавки, образующие режущие кромки.
Параметры дисковых шеверов стандартизованы:

Стандартные шеверы выпускают трёх классов точности:

Класс точности шевера
АА
А
В
Класс точности зубчатого
колеса
5
6
7
Стандартные шеверы выпускают со следующим числом зубьев:

При выборе шевера следует иметь в виду, что числа зубьев шевера и зубчатого колеса не должны иметь общих множителей. Это делается во избежание копирования погрешностей.
Для шевингования зубчатых колес с
 выбирают шевер с
выбирают шевер с числом зубьев.
числом зубьев.Шевингование выполняют на зубошевинговальных станках моделей: 5702; 5702В; 5714; 5715. В зубошевинговальных станках шевер может располагаться над или сзади зубчатого колеса. Станки могут иметь горизонтальную или вертикальную компановку.
Установка шевера на станке.
Шевер утанавливается под углом к оси обрабатываемого колеса. В результате получают цилиндрическое винтовое зацепление. Таким образом ось шевера и ось колеса располагаются под углом скрещивания
 .
.

 -
оптимальный угол.
-
оптимальный угол.Минимальный допустимый угол скрещивания

При шевинговании воспроизводится винтовое зацепление двух зубчатых колес. В результате этого боковые поверхности зубьев шевера скользят по боковым поверхностям зубьев колеса. В результате чего с поверхности зубьев снимаются волосовидные стружки.
У большинства шевинговальных станков ведущим является шевер, т.е. шевер вращает колесо. Как правило для прямозубых колес используют косозубые шеверы и наооборот.
Припуски под шевингование.
Если в ТП изготовления зубчатого колеса предусматривается зубошевингование, то на зубофрезерной операции на боковых поверхностях зубьев необходимо оставить припуск под шевингование на толщину зуба
 .
Формы припусков могут быть следующими:
.
Формы припусков могут быть следующими:
43. Способы шевингования зубьев зубчатых колес(инструменты, станки, кинематика процесса, точность).
На зубошевинговальных станках(модели: 5702; 5702В; 5714; 5715) шевингование может быть выполнено следующими способами:
1) С продольной подачей. 2) С диагональной подачей. 3) С поперечной подачей
(тангенциальной) 4) Методом «короткого хода».
С продольной подачей.

При этом способе шевер является ведущим звеном. Шевер вращаясь, совершает продольную подачу
 .
Направление подачи параллельно оси
заготовки. В конце каждого рабочего
хода шевер изменяет направление вращения
и возвращается в первоначальное
положение, следовательно при одном
рабочем ходе обрабатывается одна
сторона зуба, а при обратном - вторая.
После каждого рабочего хода заготовке
сообщается радиальная подача
.
Направление подачи параллельно оси
заготовки. В конце каждого рабочего
хода шевер изменяет направление вращения
и возвращается в первоначальное
положение, следовательно при одном
рабочем ходе обрабатывается одна
сторона зуба, а при обратном - вторая.
После каждого рабочего хода заготовке
сообщается радиальная подача .
Обычно число рабочих ходов составляет
.
Обычно число рабочих ходов составляет
Завершается процесс шевингования калибрующими рабочими ходами,
 .
Калибрующие рабочие ходы выполняются
без радиальной подачи. Число
.
Калибрующие рабочие ходы выполняются
без радиальной подачи. Число и
и должно быть четным. Точка контакта
шевера и колеса смещается от одного
торца к другому.
должно быть четным. Точка контакта
шевера и колеса смещается от одного
торца к другому.
С диагональной подачей.

При таком шевинговании
 направлена под углом к оси заготовки.
направлена под углом к оси заготовки.Длина рабочего хода меньше, чем в предыдущем способе, следовательно этот способ более производителен. Точка контакта смещается не только от одного торца к другому, но и по высоте.

Качество боковых поверхностей зубьев при этом способе выше.
С поперечной подачей.
При таком методе шевер совершает подачу перпендикулярную оси детали. Шевер должен быть шире, чем колесо. Нет калибрующих ходов, поэтому качество поверхности ниже.

Метод «короткого хода».
Шеверу сообщается подача перпендикулярная собственной оси. Ширина шевера больше ширины колеса. При этом способе длина рабочего хода самая короткая. Метод эффективен при обработке узких зубчатых колес.

При шевинговании между шевером и обрабатываемом колесом нет жесткой кинематической связи, следовательно шевингование практически не улучшает кинематическую точность зубчатого колеса, но при этом повышает точность показателей определяющих плавность работы зубчатого колеса.
При шевинговании существенно уменьшается шероховатость боковых поверхностей зубьев
 .
.Шевингование повышает точность зубчатых колес примерно на одну степень.
Шевингование бочкообразных зубьев.
Во многих машинах используют зубчатые колеса с бочкообразными зубьями. Это обеспечивает лучшее(по середине зуба) расположение пятна контакта, что способствует более плавной работе предачи.

Качающийся стол, который при смещении шевера к одному из торцев колеса, поворачивается и уменьшает межосевое расстояние. В результате этого у торцев зубьев снимается больший припуск, чем на середине.
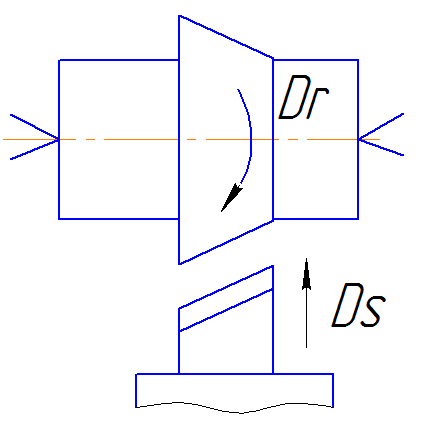
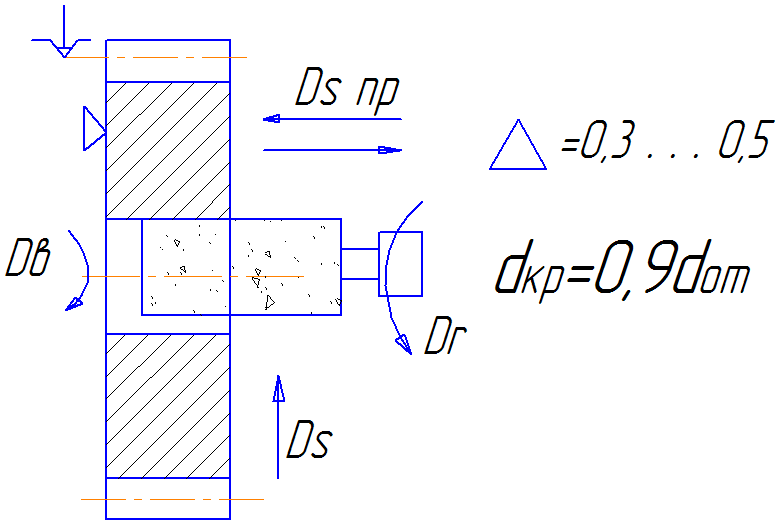
44. Контурное зубодолбление.
Применяют в крупносерийном и массовом производстве. Для обработки зубьев зубчатых колес методом копирования. Этот способ можно реализовать на станках модели 5320, 5330. Инструментом является специальная долбежная головка. В корпусе этой головки , в радиальном направлении расположены долбежные резцы. Профиль резцов и их количество точно соответствует профили и количеству впадин колеса. Возвратно-поступательные движения совершаетзаготовка зубчатого колеса. После каждого второго хода заготовки, резцы сходятся в радиальном направлении на величину радиальной подачи.
Достигаемая спень точности обработки – 8.
45. Закругление зубьев зубчатых колес.
Закругдение торцев зубьв зубчатых колес выполняют в том случае, если зубчатое колесо должно входить в зацепление и выходить из него периодически.
Закругление выполняют на специальных зубозакругляющих станках. Операция может быть выполнена пальцевой или дисковой фасонной фрезой.

При закруглении зубьев пальцевой фрезой необходимо обеспечить следующие движения: вращение фрезы(
 ),
возвратно-поступательная подача в
вертикальной плоскости и медленный
непрерывный поворот заготовки. Движение
подачи(
),
возвратно-поступательная подача в
вертикальной плоскости и медленный
непрерывный поворот заготовки. Движение
подачи( )
и поворот заготовки кинематически
связаны между собой: фреза опускается
во впадину и обходит торец зуба при
повороте заготовки
)
и поворот заготовки кинематически
связаны между собой: фреза опускается
во впадину и обходит торец зуба при
повороте заготовкиПри закруглении зубьев дисковой фрезой необходимо обеспечить следующие движения: движение резания(
 )
и перемещение по дуге из точки
)
и перемещение по дуге из точки в точку
в точку .
После обработки одного торца, фреза
возвращается в исходное положение,
заготовка поворачивается на один шаг
и цикл обработки повторяется.
.
После обработки одного торца, фреза
возвращается в исходное положение,
заготовка поворачивается на один шаг
и цикл обработки повторяется.Закругление пальцевой фрезой применяется чаще, чем закругление дисковой.

46. Шлифование зубьев зубчатых колес.
Является финишной операцией, которая позволяет получить зубчатые колеса до
 .
Шлифованию обычно подвергают закаленные
колеса.
.
Шлифованию обычно подвергают закаленные
колеса.Шлифование зубчатых колес выполняют на зубошлифовальных станках модели 5А832; 5А841. Шлифование может выполняться двумя методами: обкатки и копирования.
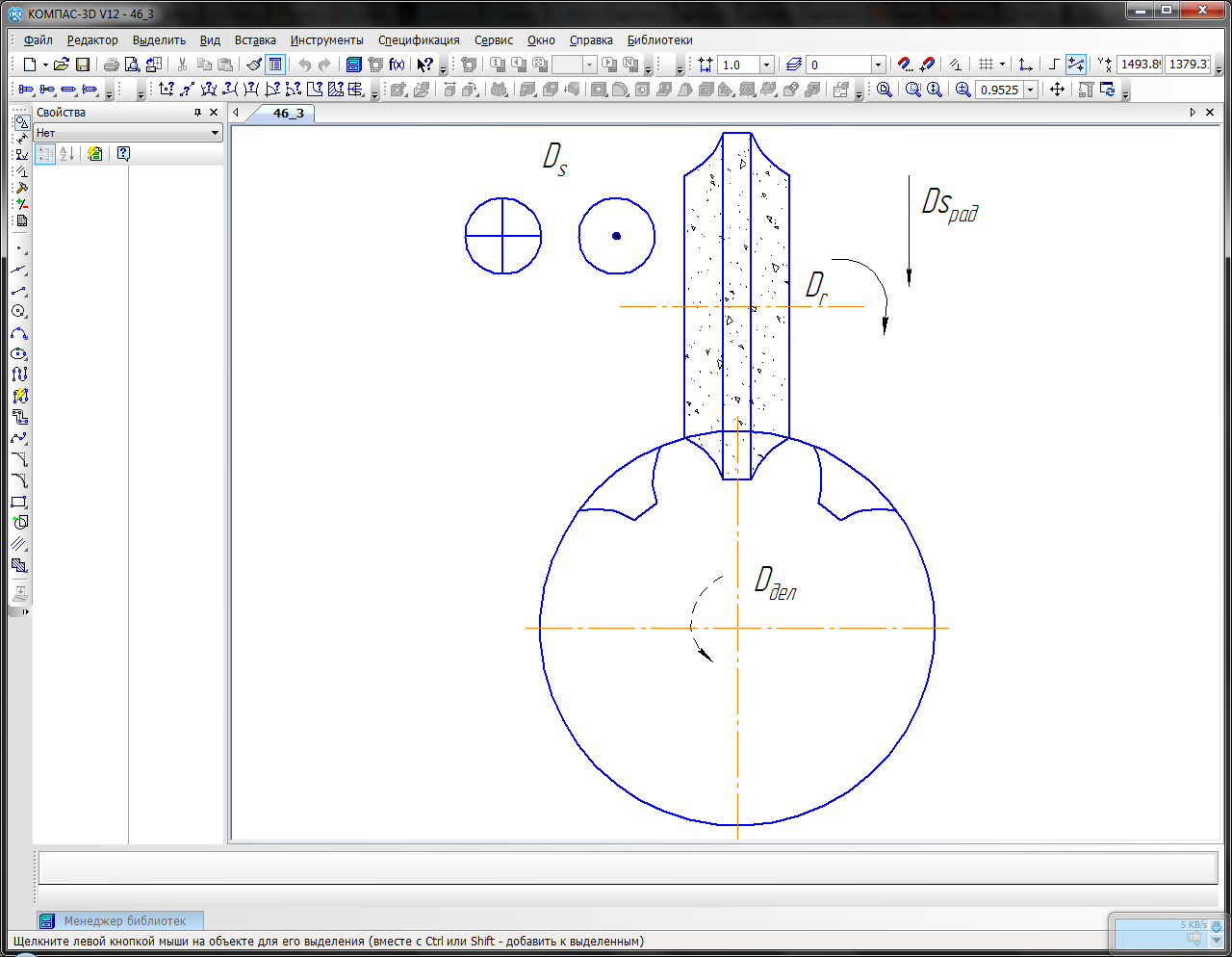
Шлифование по методу обкатки.
Шлифование по методу обкатки может быть выполнено следующими способами:
1) Шлифование двумя тарельчатыми кругами.
2) Шлифование конусным кругом.
3) Шлифование червячным кругом.
Шлифование двумя тарельчатыми кругами.
Воспроизводится зацепление зубчатого колеса с рейкой, при этом два тарельчатых круга воспроизводят один зуб исходной рейки.
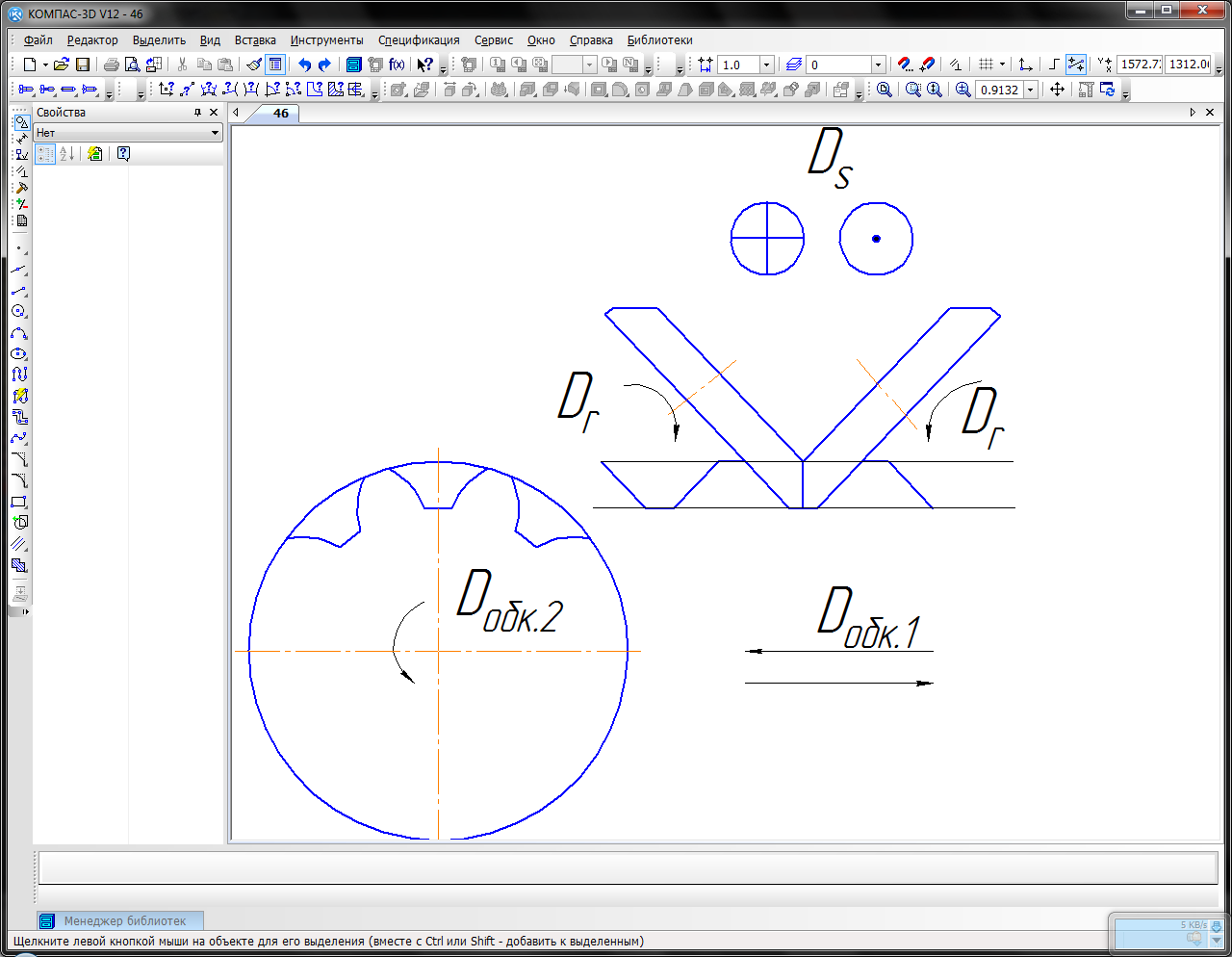
Движение обкатки совершает обрабатываемое зубчатое колесо, оно совершает премещение перпендикулярное собственной оси. Совершая два движения обкатки зубчатое колесо входит в зацепление с двумя тарельчатымим кругами. За один цикл шлифуется одна впадина. После выхода из-зацепления заготовка поворачивается на один угловой шаг. Круги возвращаются в исходное положение и цикл повторяется. Размеры кругов постоянно(через
 )
контролируются специальными
электроконтактными датчиками и
корректируются.
)
контролируются специальными
электроконтактными датчиками и
корректируются.Шлифование таким способом являетсясамым точным из всех способов и обеспечивает
 .
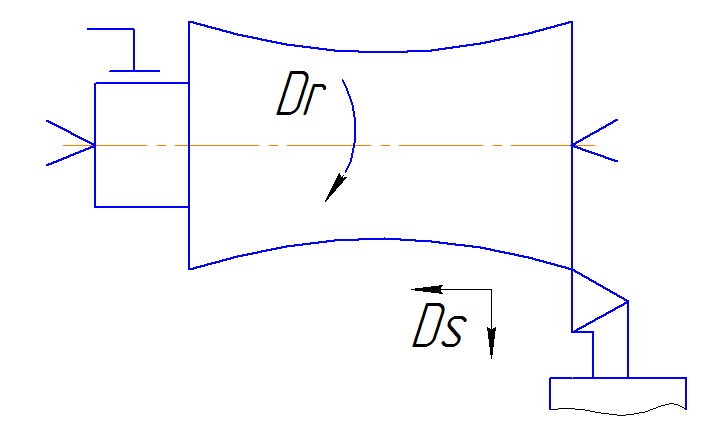
.Шлифование конусным кругом.
При этом методе профиль конусного круга воспроизводит один зуб исходной рейки. Таким образом при шлифовании воспроизводится зубчатое зацепление колесо-рейка. Обкаточное движение совершает колесо, оно поворачивается и перемещается перпендикулярно собственной оси.
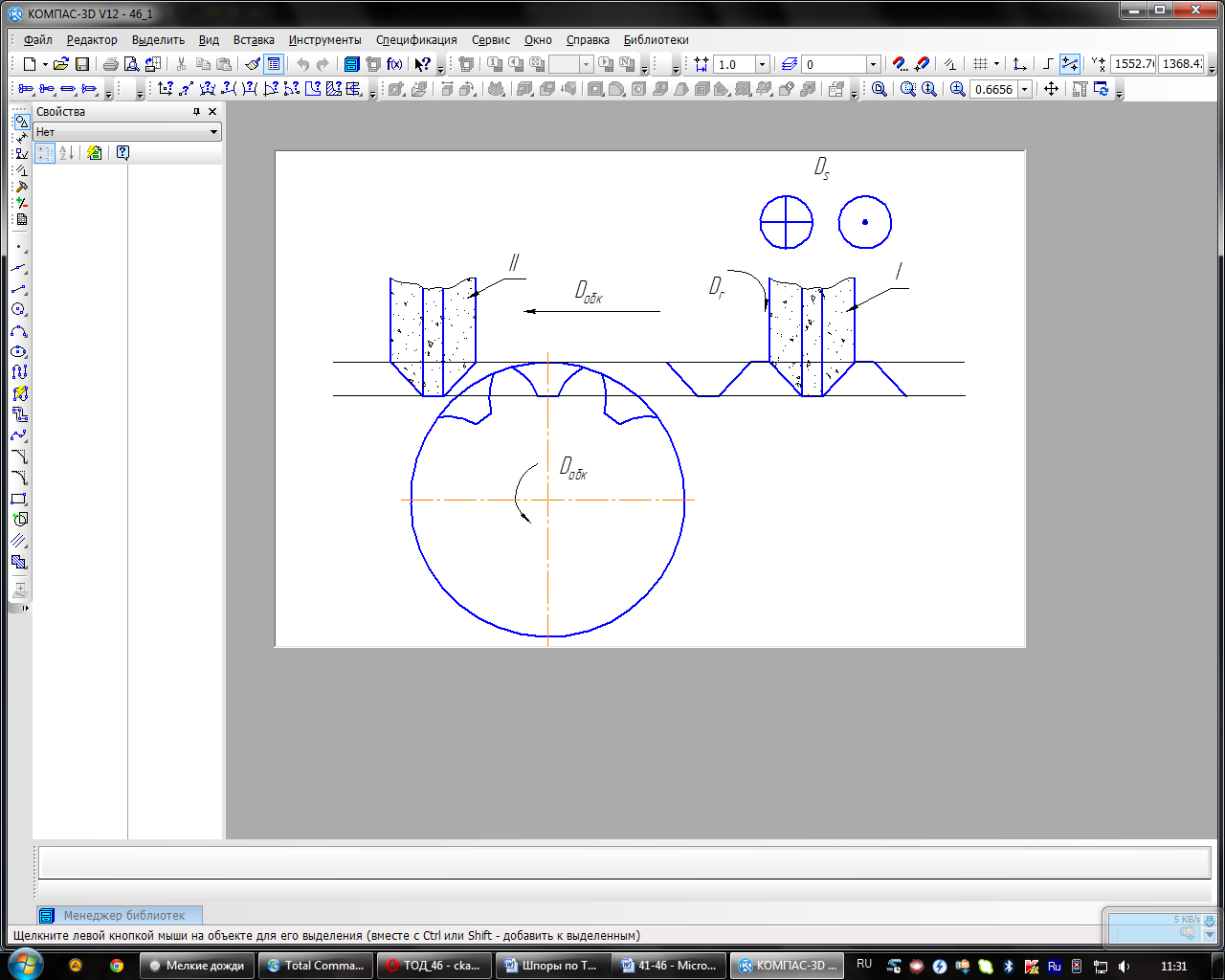
Круг, вращаясь, перемещается из положения I в положение II, при этом он входит в зацепление с одной впадиной зубчатого колеса, при этом шлифуется две боковые поверхности. После выхода из-зацепления, колесо поворачивается на один шаг, круг возвращается в исходное положение, и цикл обработки повторяется.
При этом способе может быть получена 5-6 степень точности.
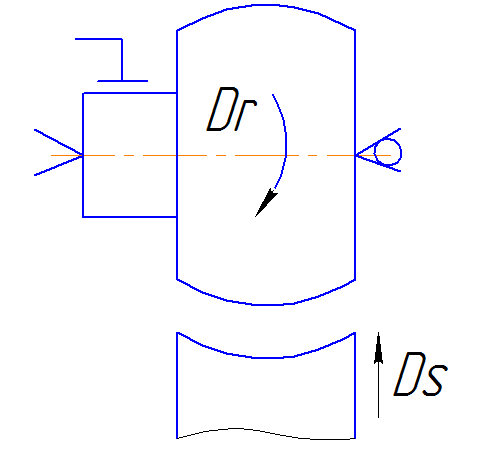
Шлифование червячным кругом.
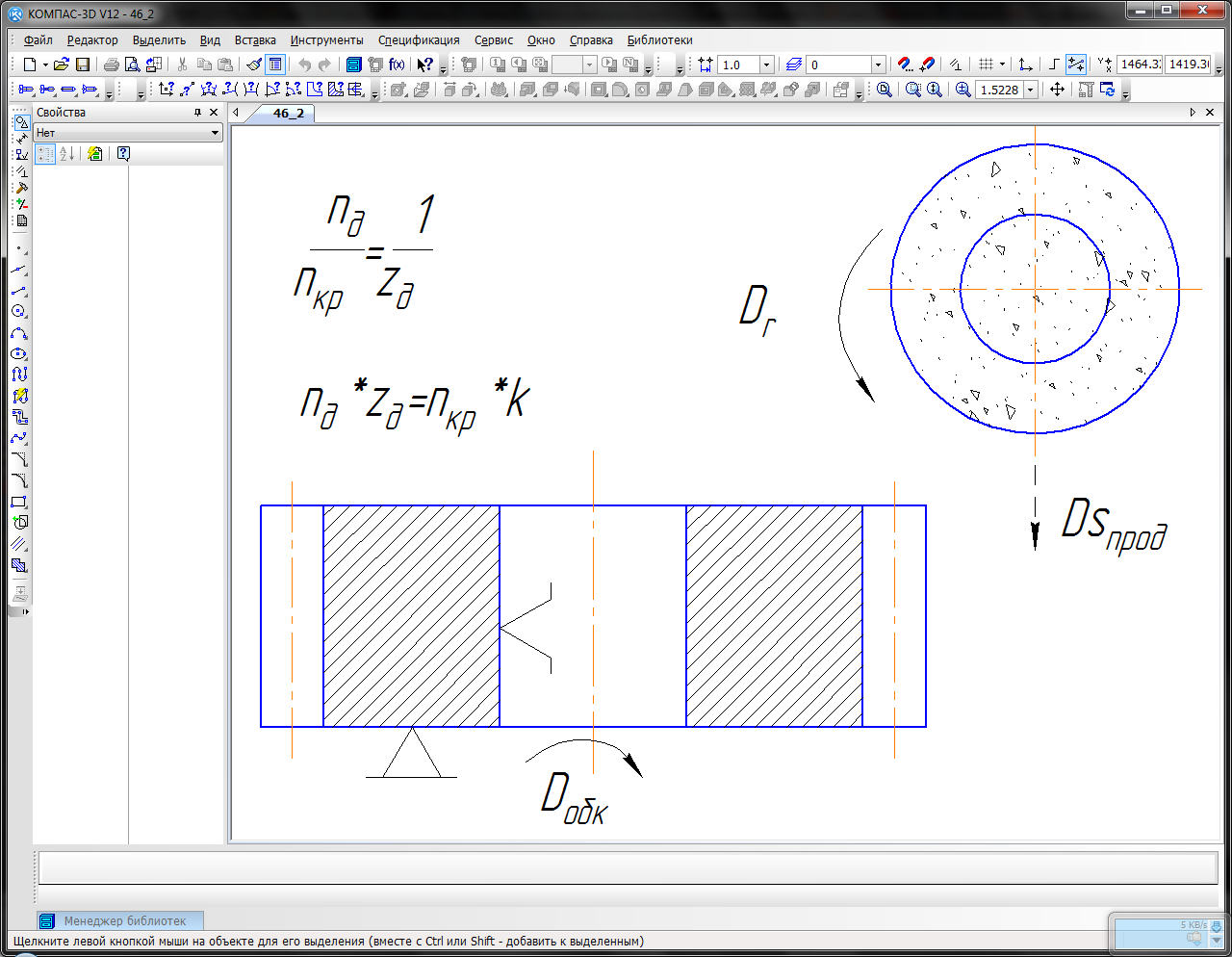
При этом методе червячный круг представляет собой однозаходний абразивный червяк с
 и
и .
Абразивный червяк профилируют
выкрашиванием специальными дисками
или алмазными резцами.
.
Абразивный червяк профилируют
выкрашиванием специальными дисками
или алмазными резцами.При шлифовании червячным кругом воспроизводится червячное зацепление, при котором круг и колесо взаимно обкатываются.
Самый производительный способ шлифования.
Шлифование зубчатых колес методом копирования.
При этом методе профиль круга должен точно соответствовать профилю впадины колеса.
При этом методе для правки круга необходимо предварительно изготовить специальные криволинейные эталоны(копиры)
Движение деления
 в
станках воспроизводится с помощью
специальных делительных дисков, которые
изготавливают отдельно для каждого
обрабатываемого колеса. Таким образом
реализация этого метода шлифования
требует специальной точной оснастки.
Поэтому этот способ применяется в
крупносерийном и массовом производстве.
в
станках воспроизводится с помощью
специальных делительных дисков, которые
изготавливают отдельно для каждого
обрабатываемого колеса. Таким образом
реализация этого метода шлифования
требует специальной точной оснастки.
Поэтому этот способ применяется в
крупносерийном и массовом производстве.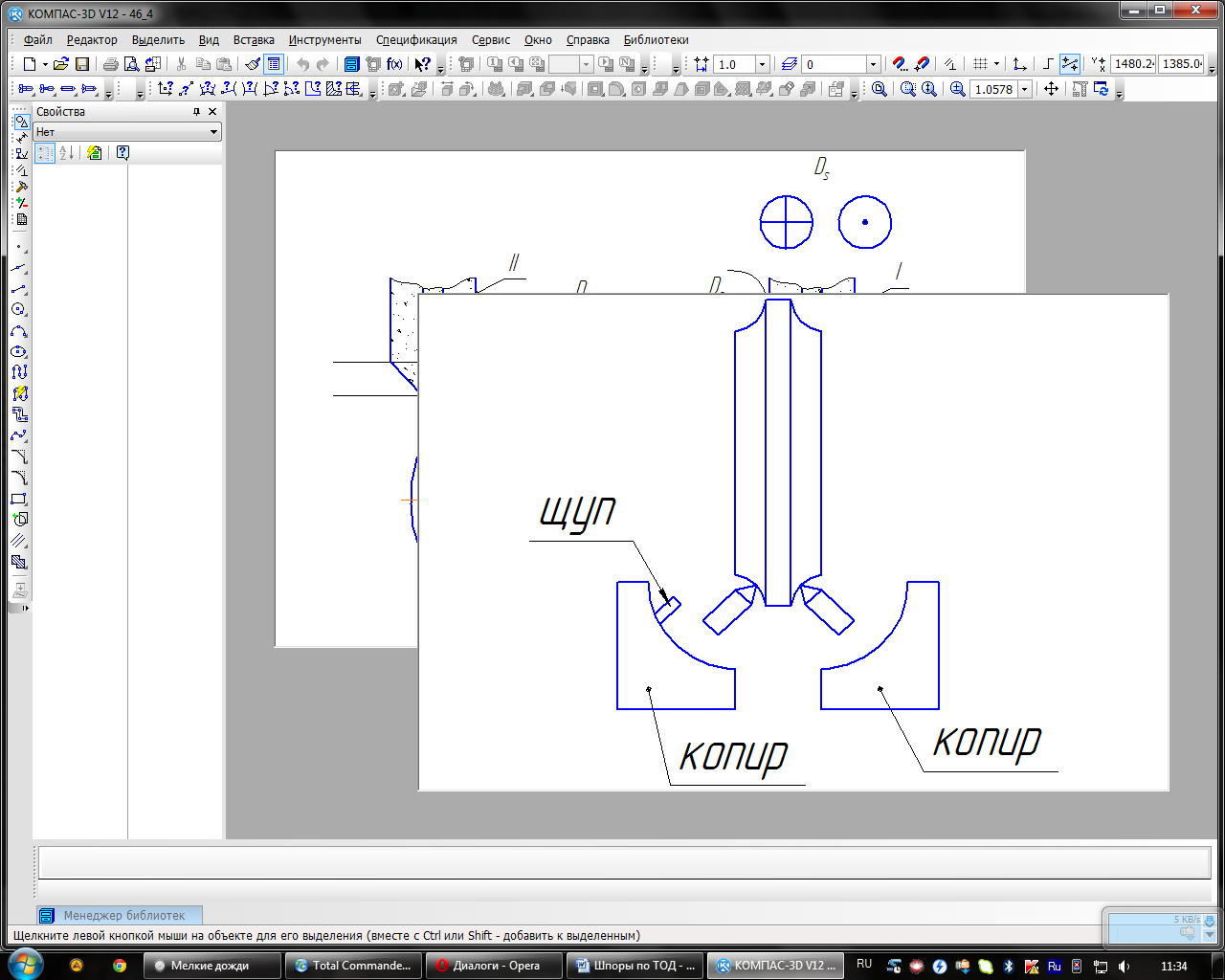
47.Хонингование зубьев зубчатых колес
Инструмент зубчатый хон.
Хонингование зубьев является одной из финишных операций, которые используются для обработки закаленных зубчатых колес.
Инструмент представляет собой зубчатое колесо ступица которого изготовлена из металла, а зубчатый венец из абразивного материала.
Зубчатый хон изготавливают методом прессования из фермальдегидных смол или методом литья по специальным мастер-моделям:
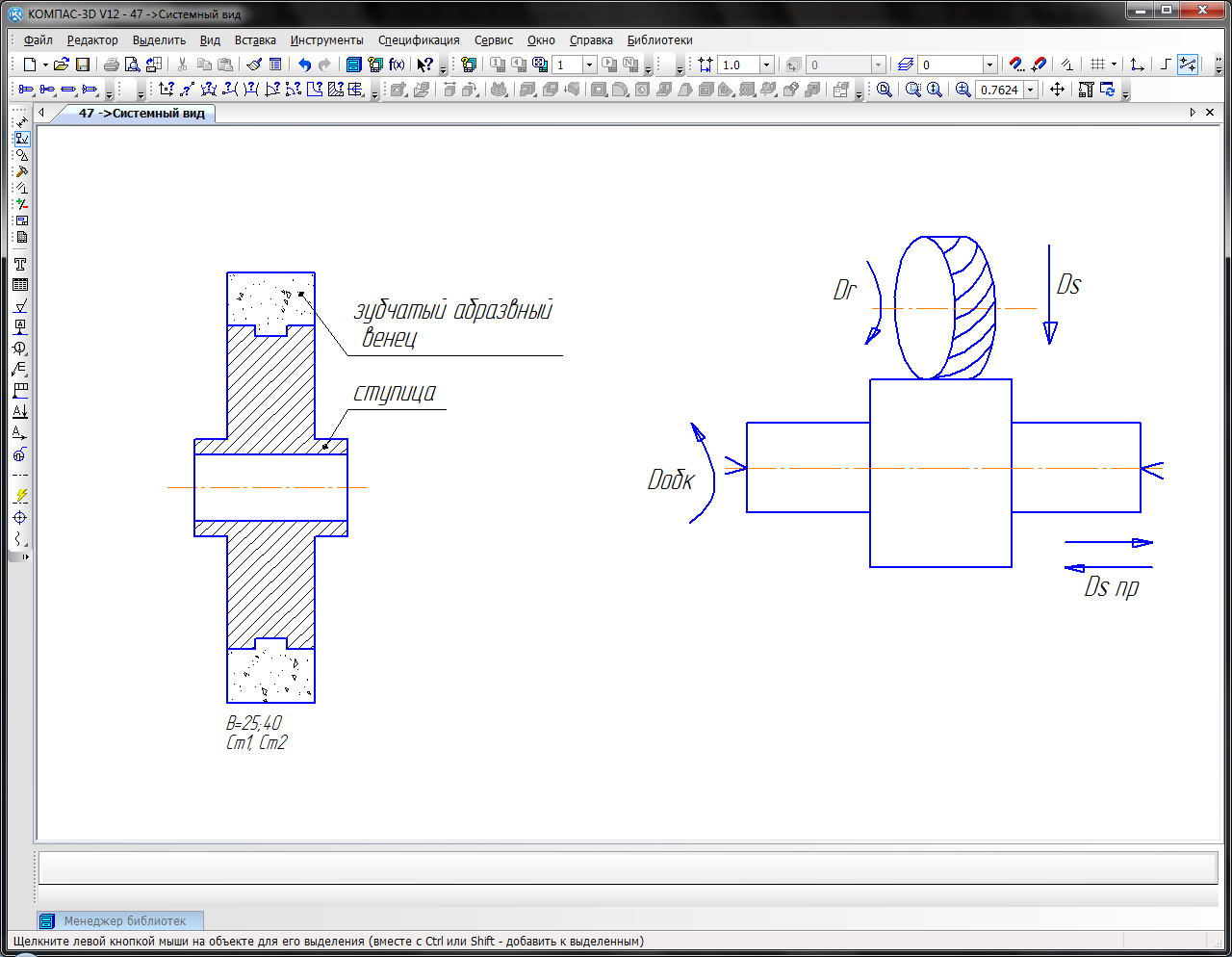
Ось зубчатого хона и колеса располагаются под углом скрещивания. В результате воспроизводится зубчатое винтовое зацепление.
Следовательно при взаимном вращении зубьев хона скользят по зубьям колеса и снимают припуск.
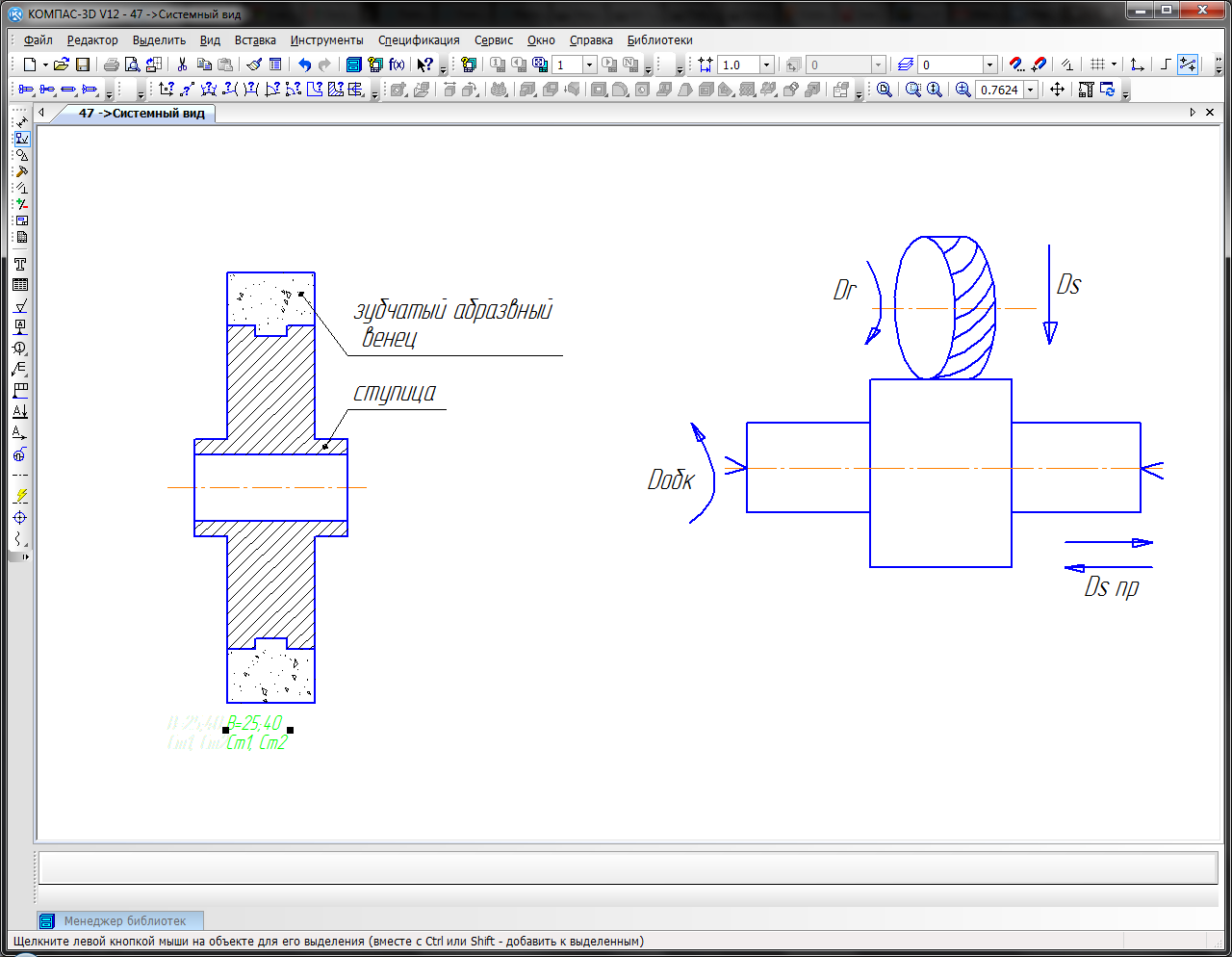
Зубчатое колесо совершает продольную подачу. После каждого рабочего хода направление движения изменяется, для обработки второй стороны впадины.
Число рабочих ходов должно быть четным и составлять

Зубохонингование уменьшает шероховатость боковых поверхностей до Ra 0,63 и следовательно повышает плавность работы колеса и контакт зубьев колеса. Станки 5913, 5915.
48. Притирка зубьев зубчатых колес.
Притирку выполняют для уменьшения шероховатости боковых поверхностей зубчатых колес и улучшению плавности зубчатых колес.
Инструментом является притир. Он изготавливается из серого пористого чугуна с твердостью 180 – 200 HB и представляет собой зубчатое колесо.
Боковые поверхности притира шаржируют зернами абразивного порошка.
Операция выполняется на специальных зубопритирочных станках. В зависимости от конструкции станка число притиров может быть от 1 до 3.
Если использовать несколько притиров, то хотя бы один из них должен располагаться под углом скрещивания.
В процессе притирки воспроизводится зубчатое зацепление. Ведущим является заготовка зубчатого колеса, которая наряду с вращением совершает возвратно-поступательное движение (продольная подача).
Для повышения интенсивности , в зону контакта зубьев подают специальные абразивные пасты.
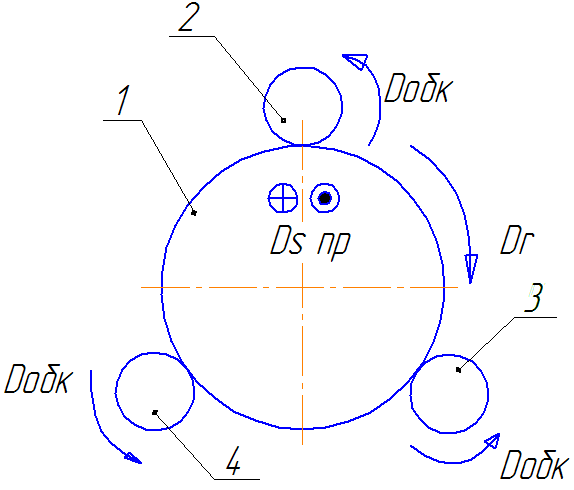
49. Обкатка и притирка зубьев зубчатых колес.
Обкатке подвергаются обычно зубчатые колеса с твердостью HRC≤30.
Инструментом является закаленное эталонное зубчатое колесо со шлифованным профилем.
Точность этого колеса должна быть не менее чем на 2 степени точнее точности обрабатываемого зубчатого колеса.
Эталонные колеса изготавливают из инструментальных сталей 9ХС, ХВГ с твердостью 59 – 63HRC.
В процессе обкатки поверхностный слой обрабатываемого колеса деформируется и приобретает упрочненный слой, что повышает износостойкость зубчатого колеса. Вместе с этим уменьшается шероховатость боковых поверхностей зубчатого колеса.
Эталонное зубчатое колесо имеет увеличенную толщину зуба, что позволяет обеспечить натяг при без зазорном зацеплении.
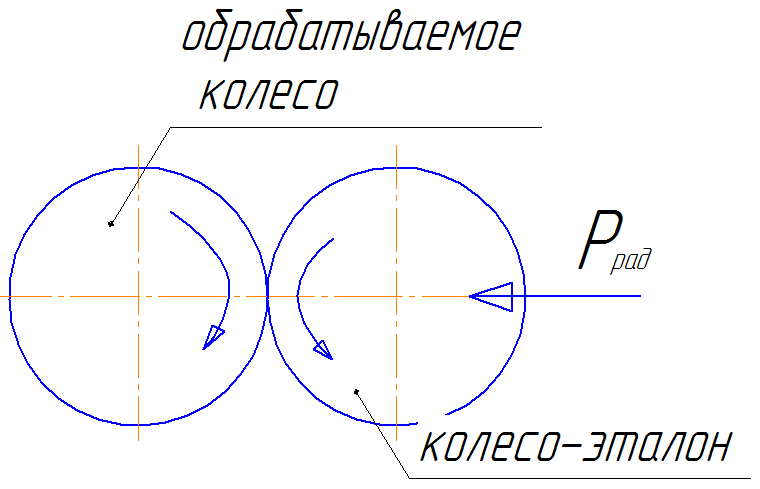
Приработка – это обкатка 2-х парных зубчатых колес.
Прежде чем провести приработку зубчатые колеса подбираются в пару. Пара колес первоначально обычно подбирают по уровню шума. Если установленные зубчатые колеса изначально создают высокий уровень шума, то далее они не прирабатываются. Такая пара разукомплектовывается.
Приработанные колеса маркируются (связываются проволокой) и комплектно поставляются на сборку.
50. Шлифование отверстий зубчатых колес.
Шлифование отверстий зубчатых колес выполняется на внутришлифовальных станках.
Базирование зубчатого колеса осуществляется по делительному цилиндру. Это делается для того, что бы обеспечить минимальное радиальное биение делительного цилиндра относительно центрального отверстия. Такое биение обычно вызывает вибрации и шум при работе зубчатой передачи.
Для реализации такой схемы базирования используют ролики для прямозубых колес или два ряда шариков для косозубых.
Ролики или шарики помещают обычно в специальном сепараторе.
Диаметр ролика или шарика рассчитывается таким образом, чтобы точки его касания с боковыми поверхностями зубьев находились на делительном диаметре.
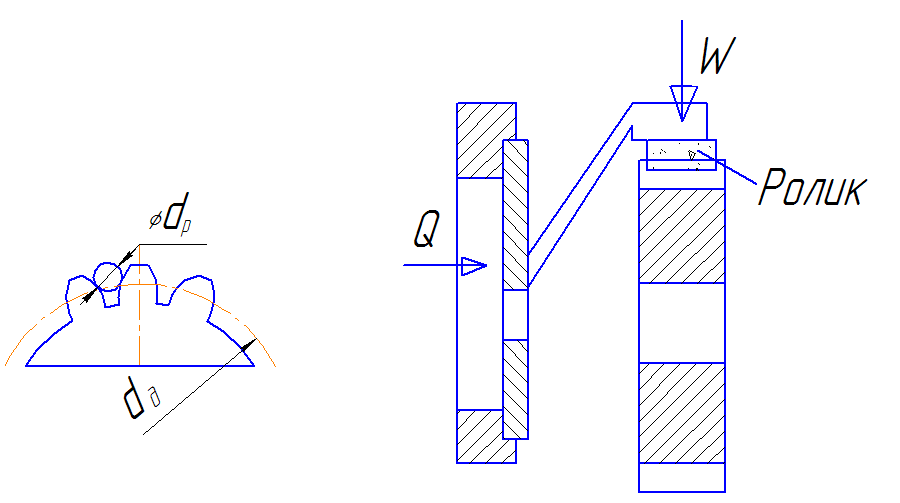
Для закрепления зубчатого колеса по роликам или шарикам используются мембранные патроны. Количество кулачков nk=3…12.
nk=6 чаще всего.
51 Конструктивные разновидности и технические требования к коническим зубчатым колесам.
Конические передачи предназначены для передачи крутящих моментов между пересекающимися валами.
Стандартом установлены 12 степеней точности(1 -12)и 6 видов сопряжения (А, В, С, D, E, H)
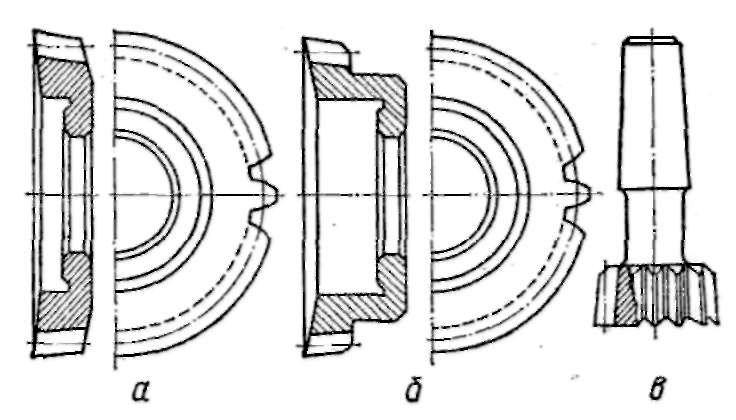
Конструктивно конические колеса могут иметь следующий вид:









Колеса со ступицей
Колеса диски
Валы шестерни