

90.Станки для фрезерования стружечных канавок на многозубом режущем инструменте.
Зубья инструмента создаются путем образования прямых и винтовых стружечных канавок и обработки задних поверхностей. Стружечные канавки на фрезах, зенкерах обраб-ся фрезерованием. У плашек стружечные канавки получают сверлением. На внутренних протяжках круглого сечения канавки получают точением. Для образования канавок используют специальные станки с рядом особенностей: 1.Сложность циклов обработки. 2.Обработка ведется на позициях от 2 до 8ми. 3.Используется спец. фасонный инструмент. 4.Высокая требовательность к точности и кач-ву обработки. 5.Погрешность окружного шага не должна превышать 0,03мм, Ra≤1,6мкм. 6.Высокая требовательность к жесткости системы и плавности перемещения. Целесообразно изготавливать станки для винтовых и прямых канавок. Цикл обработки состоит из: 1.Закрепление заготовки. 2.Быстрый подвод заготовки к инструменту, прод.ход с набором глубины. 3.Рабочий ход. 4.Отвод инструмента в поперечном направлении. 5.Быстрое перемещение заготовки в обратном продольном направлении. 6.Движение деления. 7.Остановка.
91. Специальные сверло-фрезерные станки.
Стружечные канавки на инструменте имеющие форму тел вращения обрабатываются фрезерованием или вышлифовкой. При фрезеровании винтовых канавок настраивают поворот стола универсально-фрезеровачного станка. Поперечное смещение настраивает фрезу. Вертикальные смещения стола набирают глубину. Фасонным фрезам сообщается главное движения. Для повышения жесткости заготовки применяется люнеты. На многооперационных станках выполняются операции вышлифования канавки и спинки(двухоперационные),а так же заточки(трехоперационные).
92.Станки для обработки зубьев зуборезного инструмента.
Стружечные канавки в долбяках и шеверах образуют фрезерованием впадины червячной фрезой по способу обката. Стружечные канавки на червячных фрезах образуются фасонными или угловыми фрезами. Угловые фрезы имеют незатылованные зубья. Фасонные могут быть как затылованные так и незатылованные. Винтовые канавки с прямолинейным профилем фрезеруются двухугловыми фрезами. Современные зубофрезерные станки изготавливаются как с мех-кими связями так и с электрическими. Рабочие движения для нарезания зубьев: 1.Вращение фрезы,движение обката. 2.Вращение заготовки, движение обката. 3.Поступательное перемещение фрезы вдоль впадин заготовки. 4.Радиальное перемещение фрезы на глубину врезания. 5.Вспомогательные движения.
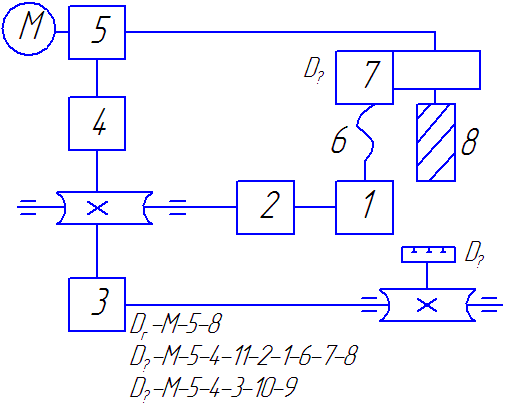
93. Зуборезные станки с механическими связями (РИСУНОК)
95. Станки для заточных операций.
Зубообрабатываемые инструмент являются самыми сложными конструктивным характеристикам и требуют точности. Многообразие станков для обеспечения геометрической режущей части особенно проявляется на операции заточки и доводки. Заточка–абразивное обработка передней и задней поверхностей зубьев режущего инструм. по обеспечению заданной формы рабочих поверхностей и шероховатостей. Для повышения производительности заточки желательно применять крупнозернистые круги,а для уменьшения шероховатости –мелкозернистые. Поэтому операции заточки подразделяются на предварительные и окончательные. во время предварительной обр-ки формируется геометрическая поверхность с обеспечением точности, а на окончательной- уменьшение шероховатости. Заточные станки подразделяются на станки для обработки передних пов-тей инструмента и станки для обработки задних пов-те инструмента. Они бывают универсальными и специальными, оснащены приспособлениями для установки и закрепления заготовок. Специальные станки предназначены для обработки эвольвентных, винтовых и затыловачных пов-тей на инструменте.