

Повышение селективности контроля
С целью повышения достоверности контроля могут применяться индукционные преобразователи, состоящие из нескольких катушек, объединённых в группы или подключённых к своему каналу обработки информации.
Если преобразователь перемещается относительно изделия по винтовой линии, то для проверки всей поверхности изделия необходимо, чтобы шаг сканирования не превышал диаметра катушки индукционного преобразователя.
Сигнал, снимаемый с индукционного преобразователя, кроме информации о дефекте содержит также информацию об изменении зазора, об изменении магнитных свойств вследствие неоднородности ОК, а также индустриальные помехи.
С целью выделения полезной информации в дефектоскопах используют следующие характеристики сигнала:
1) частотный спектр;
2) форма импульсов;
3) периодическая повторяемость импульсов.
а)Если ось вращения детали не совпадает с ее геометрической осью, то в преобразователе будет наводиться переменная ЭДС с периодом, равным периоду вращения деталей. Частотный спектр этого сигнала значительно ниже частотного спектра сигнала от дефекта. При малых размерах преобразователя частотный спектр сигналов от неоднородности магнитных свойств поверхности изделия также ниже спектра полезного сигнала, поэтому правильным выбором нижней границы среза спектра частотного фильтра может значительно ослабить эти помехи.
б)В индукционных преобразователях формируется сигналS-образной формы. Используя в преобразователе две индукционные катушки, включенные встречно, смещенные в направлении сканирования, можно повысить отношение амплитуд сигнал/шум приблизительно в два раза. Импульсы ЭДС, в катушках, сдвинуты во времени, расстояние между катушками подобраны таким образом, чтобы отрицательные части импульсов первой и второй катушек совпадали ( см. рис.). В результате, на выходе такого преобразователя появляется сигнал более сложной формы, отрицательная часть которого в два раза больше положительной.
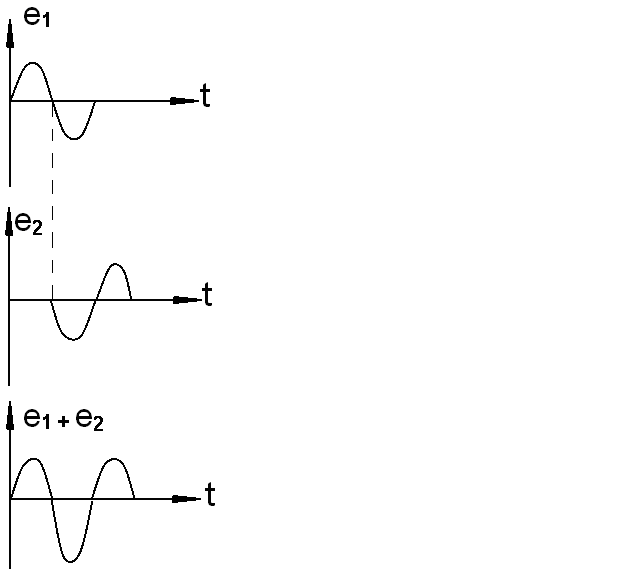
Рис. Изменение э.д.с. на выходе индукционного преобразователя с двумя встречно включенными катушками:
а) изменение э.д.с. на выходе первой катушки; б) изменение э.д.с. на выходе второй катушки; в) э.д.с. на выходе индукционного преобразователя с двумя встречно включенными катушками
На рисунке ниже показано, как осуществляется отстройка от ложных срабатываний, обусловленных индустриальными помехами при применении индукционного преобразователя с двумя катушками ИП 1 и ИП 2. Катушки расположены диаметрально противоположно у цилиндрического объекта контроля. При появлении дефекта сигнал генерируется сначала в катушке ИП 1, а спустя время, равное половине периода вращения объекта, в катушке ИП 2. Сигнал с катушки ИП 1 поступает на один вход схемы совпадения СС через линию задержки ЛЗ. Сигнал со второй катушки – непосредственно на второй вход схемы совпадения. Если линия задержки обеспечивает задержку сигнала на время, соответствующее половине полного поворота объекта контроля, то на входы схемы совпадения сигналы придут одновременно. В результате на выходе схемы совпадения появится сигнал о наличии дефекта в ОК. Этот сигнал вызовет срабатывание исполнительного устройства.
Случайные помехи, обусловленные, например, биениями или изменением тока в сети, или полями, обусловленными сваркой, на выходе катушек ИП 1 и ИП 2 появляется одновременно, а на входы схемы совпадения поступают в разное время, поэтому они не пройдут на выход схемы совпадения и не вызовут срабатывания исполнительного устройства.

Рис. Отстройка от ложных срабатываний, обусловленных индустриальными помехами