

66.Применение машин автоматов и автоматизированных линий при сварке давлением
1.Многоэлектродные и многошовные специал-е машины
С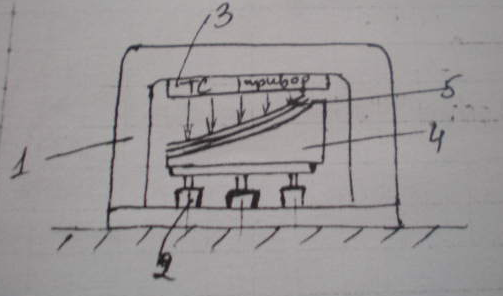 хема
многоэлектродной машины для односторонней
сварки: 1-станина машины; 2-подъёмный
механизм; 3-блок трансформаторов и привод
машины; 4-кондуктор; 5-свариваемые изделия.
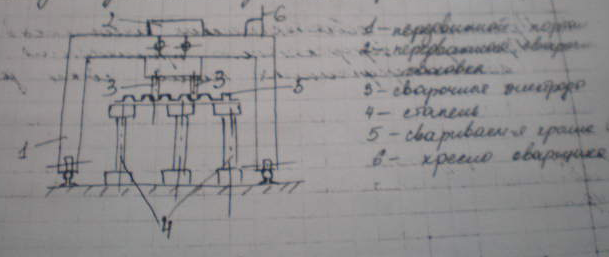
хема
многоэлектродной машины для односторонней
сварки: 1-станина машины; 2-подъёмный
механизм; 3-блок трансформаторов и привод
машины; 4-кондуктор; 5-свариваемые изделия.
Специализированые сварные машины имеют многокоординатную систему перемещения деталей, поворотнык столы
Механизм для сварки крыши пассажирского автобуса
М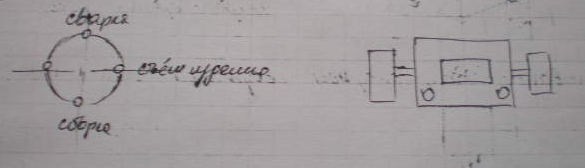 ашина
автомат для герметизации контуров
микросхем конденс-ов рельефной св-й
ашина
автомат для герметизации контуров
микросхем конденс-ов рельефной св-й
Большое место занимают рельефные машины с приспособлениями для сварки различных узлов
При рельефной сварке в серийном и крупносерийном производстве применяются следующие установки
Поворотный стол

67.Применение робототехнических комплексов. Примеры эффективного применения автоматизированных линий при сварке давлением.
Можно выделить три случая применения промышленных роботов при сварке давления
1)Загрузка и разгрузка сварочной машины рассчитаной на определённый вид изделия
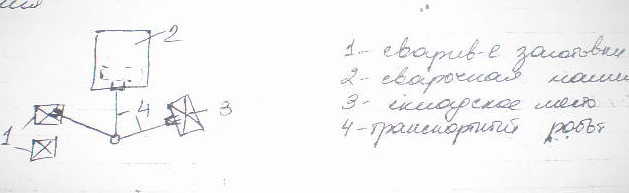
2)Обслуживание стационарной сварочной машины

3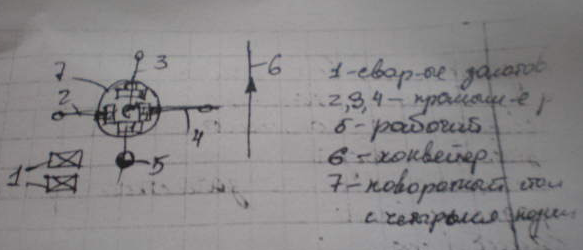 )Сварка
с пом-ю клещей укреплённых в руке. В этом
случае робот работает в составе
робото-технич-го комплекса. РТК-совокуп-ть
технолог-х машин и промыш-х роботов,
раб-х в данном технол-м цикле на изгот-и
детали и способных быстро перестраив-ся
на новый вид продукции. РТК прим. В
автомоб-нии. В серийном и массовом пр-ве
прим-ся механиз-е поточные линии.
)Сварка
с пом-ю клещей укреплённых в руке. В этом
случае робот работает в составе
робото-технич-го комплекса. РТК-совокуп-ть
технолог-х машин и промыш-х роботов,
раб-х в данном технол-м цикле на изгот-и
детали и способных быстро перестраив-ся
на новый вид продукции. РТК прим. В
автомоб-нии. В серийном и массовом пр-ве
прим-ся механиз-е поточные линии.
Линия
по изгот-ю арматурных сеток: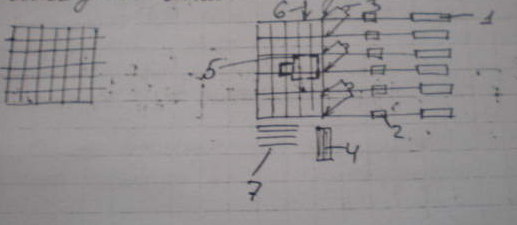 1-бухта проволоки; 2-направл-е; 3-св-й
транс-р; 4-накопитель продольных стержней;
5-пневматич-й толкатель; 6-ножницы;7-сетка.
1-бухта проволоки; 2-направл-е; 3-св-й
транс-р; 4-накопитель продольных стержней;
5-пневматич-й толкатель; 6-ножницы;7-сетка.
Автом-я линия комплекс осн-го вспомог-го трансп-го и др-го оборуд-я на кот-м без участия человека вып-ся опр-й тех процесс создания изделия. Пример: линия сварки колёс легковых автомобилей:
1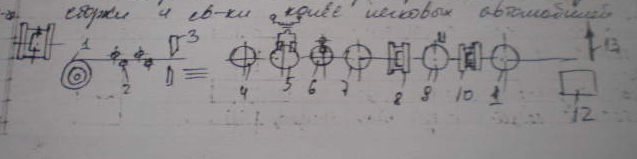 -рулон
листовой стали; 2-правильные вальцы;
3-ножницы; 4-завивка обода; 5-стыковая
сварка с зачисткой града;6-профилирование;
7-калибровка; 8-сборка обода с диском
вручную; 9- пробивка отверстий;
10-сварка(точечная приварка обода к
диску; 11-контроль; 12-участок для исправления
дефектов; 13-конвейер.
-рулон
листовой стали; 2-правильные вальцы;
3-ножницы; 4-завивка обода; 5-стыковая
сварка с зачисткой града;6-профилирование;
7-калибровка; 8-сборка обода с диском
вручную; 9- пробивка отверстий;
10-сварка(точечная приварка обода к
диску; 11-контроль; 12-участок для исправления
дефектов; 13-конвейер.
68, 69.Основные виды дефектов при контактной точечной сварке.Природа возникновения и меры их предупреждения.
Причины возникновения дефектов при контактной точечной и шовной сварке
1.Непровар
1.1 Полное отсутствие литого ядра
1.2 Образование связям по отдельным микрорельефам
1.3 диаметр точки dя<dяном
1.4 Зона взаимного расплавления dз.в.р<dяном
Встречается при сварке алюминиевых сплавов плакированных чистым алюминием
1.5 Полное остутствие зоны взаимного расплавления
2)Выплески(большое требование к динамическим сво-ам механизма сжатия)
2.1начальные
2.2Конечные
3)Несплошности зоны сварки
-усадочные раковины
-наружные и внутренние трещины
4)Снижение коррозионной стойкости соединений
После сварки на поверхности остаются остатки электродного металла что может привести к коррозии
5)Глубокие вмятины от электродов
6)Дефекты микро и макроструктуры
Дефекты при стыковой сварке
1 непровар
2 Пережег
3 Смещение осей
4 Трещины, расслоения
5 Подгар поверхности
70. Основные виды дефектов при диффузионной сварке в вакууме. Природа возникновения и меры предупреждения.
1)Непровар
Причина:
-малая Fсв
-малое τсв при Tсв
-недостаточный вакуум
-плохая подготовка поверхности
2_Трещины
-большая скорость нагрева, скорость охлаждения
-большое F, большое τсв, недостаточная подготовка свариваемых поверхностей
3)Остаточная деформация
-большое τсв, большое Fсв, большое I св
4)Оплавление
-большая температура нагрева, ,большое τсв
-неправильная конструкция нагреваемого устройства
-неправильная установка нагревательного устройства относительно детали
5)Смещение
-неправильная конструкция сварочного приспособления
-неправильная установка деталей в приспособлении
-вибрация детали