

Выбор методов обработки поверхностей
Выбор методов обработки поверхностей зависит от конфигурации детали, ее габаритов и качества обрабатываемых поверхностей, вида принятой заготовки.
Необходимее качество поверхностей в машиностроении достигается преимущественно обработкой резанием.
В зависимости от технических требований предъявляемых к детали и типа производства выбирают один или несколько возможных методов обработки и тип соответствующего оборудования.
На основании принятого производства,
а так же выбранной заготовки, задаемся
маршрутом обработки, согласно справочным
данным [3]
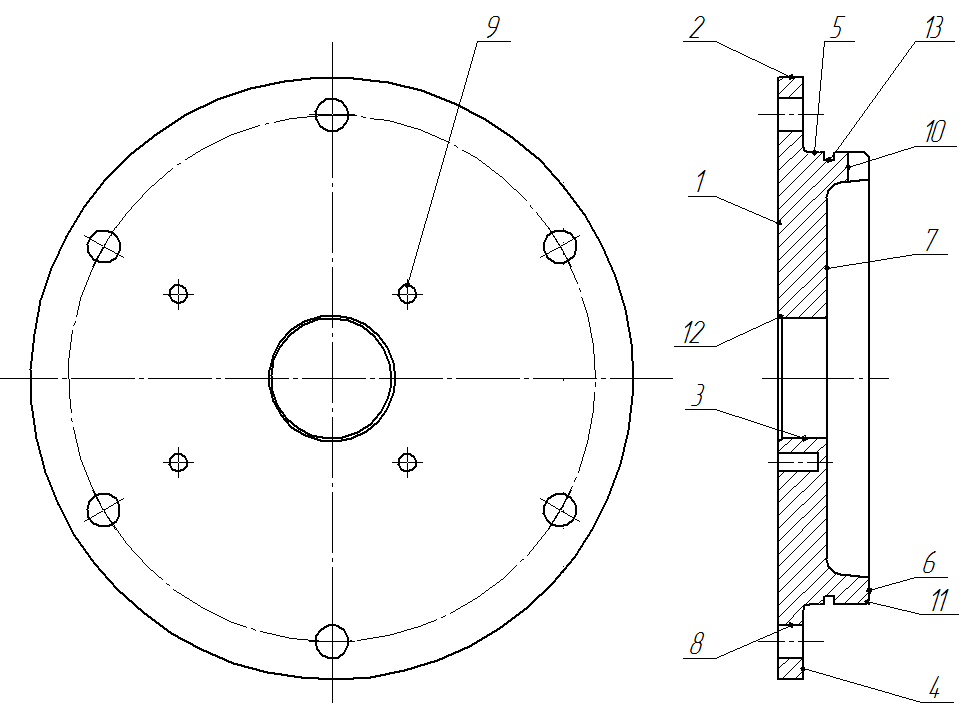
Рис. 2 Схема обозначения поверхностей.
Таблица 8 - Методы обработки поверхностей детали "Крышка подшипника
|
№ п/п |
Поверхность |
Необходимое качество поверхност. слоя |
Технологические переходы по обработке элементарной поверхности |
Достигаемый уровень качества на отдельном этапе | ||
|
Квалитет |
Шероховатость Rа,мкм |
Квалитет |
Шероховатость Rа,мкм | |||
|
1 |
Торец |
14 |
2,5 |
Точение черн. Точение п/чистовое Точение чист. |
12 11 9 |
12,5 6,3 2,5 |
|
2 |
Ø200 |
14 |
10 |
Точение черн. Точение п/чистовое |
12 12 |
12,5 10 |
|
3 |
Ø40 H9 |
9 |
2,5 |
Точение черн. Точение п/чистовое Точение чист. |
12 11 9 |
12,5 6,3 2,5 |
|
4 |
Торец |
14 |
2,5 |
Точение черн. Точение п/чистовое Точение чист. |
12 11 9 |
12,5 6,3 2,5 |
|
5 |
Ø150 d11 |
11 |
3,5 |
Точение черн. Точение п/чистовое |
12 11 |
12,5 3,5 |
|
6
|
Торец
|
12 |
10 |
Точение черн. Точение п/чистовое |
12 12 |
12,5 10 |
|
8 |
6 отв. Ø11 |
14 |
10 |
Сверление |
14 |
10 |
|
9 |
4 отв. M6-H7 |
7 |
10 |
Сверление Зенкование Нарезание резьбы |
11
7 |
10
10 |
|
10 |
6 пазов |
14 |
10 |
Фрезерование однокр. |
12 |
10 |
|
11 |
Фаска |
14 |
10 |
Точение однократное |
14 |
10 |
|
12 |
Фаска |
14 |
10 |
Точение однократное |
14 |
10 |
|
13 |
Канавка |
12 |
10 |
Точение однократное |
12 |
10 |
Для поверхности 10 сравним два варианта обработки:
фрезерование концевой фрезой
фрезерование дисковой фрезой
Для сравнения, рассчитаем режимы резанья и основное время на операцию.
Фрезерование концевой фрезой
Расчёт режима резанья при фрезеровании
Выбираем инструмент.
Фреза концевая с коническим хвостовиком 2223-0003 ГОСТ 17026-71
d=8 мм, чило режущих зубьевz=3, материал Р6М5.
Глубина резания:

Подача на зуб
 мм/зуб ([2],табл.36, стр.285).
мм/зуб ([2],табл.36, стр.285).Стойкость фрезы: Т=60 мин. ([2],табл.40, стр.290).
Скорость резания:
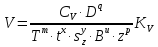
где СV= 72 - постоянная, зависящая от обрабатываемого материала ([2],табл.28, стр.278 ).
S– подача, мм/об;
q=0,7,x=0,5,y=0,2;u=0,3;p=0,3;m=0,25 – показатели степени; ([2],табл.28, стр.278 ).
KV– коэффициент учитывающий влияние физико-механических свойств;

где Kмv – коэффициент учитывающий качество обрабатываемого материала (табл.1- 4, стр.261).
Kпv = 0,82 – коэффициент учитывающий состояние поверхности заготовки (табл.31, стр.280).
Kиv = 1,0 – коэффициент, учитывающий материал инструмента ([2],табл.6, стр.263).

где nV= -1,3 - показатель степени ([2],табл.2, стр.262).


Тогда скорость резания:

Частота вращения:

Принимаем фактическое число оборотов шпинделя: n=415 обр./мин.
Сила резанья
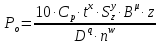
где СР= 30 ([2],табл.41, стр.291).
x= 0,83
q= 0,83
y= 0,65
w=0
z=3

Крутящий момент:

Мощность резанья

Основное время
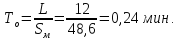
где: Sмминутная подача;

L- длина пути обработки, мм, определяется по формуле:

где: l= 7 мм - длина пути
lвр=3 мм - длина врезания
lп=2 мм - длина перебега
Tо =0,24 мин. - время, необходимое для фрезерования одного паза.
T0 =0,24·6=1,44мин
Фрезерование дисковой фрезой
Расчёт режима резанья при фрезеровании
Выбираем дисковую фрезу:
Фреза 2250-0251 пазовая затылованная ГОСТ 8543-71, D=50 мм,z=12
Материал: Р6М5
Глубина резания такая же:

Подача на зуб:
 мм/зуб ([2],табл.36, стр.285).
мм/зуб ([2],табл.36, стр.285).Стойкость фрезы: Т=60 мин. ([2],табл.40, стр.290).
Скорость резания:
где СV= 68,5 - постоянная, зависящая от обрабатываемого материала ([2],табл.28, стр.278 ).
S– подача, мм/об;
q=0,25,x=0,3,y=0,2;u=0,1;p=0,1;m=0,2 – показатели степени; ([2],табл.28, стр.278 ).
KV– коэффициент учитывающий влияние физико-механических свойств будет тот же


Тогда скорость резания:

Частота вращения:

Принимаем фактическое число оборотов шпинделя: n=250 обр./мин.
Сила резанья
где СР= 30 ([2],табл.41, стр.291).
x= 0,83
q= 0,83
y= 0,65
w=0
z=12

Крутящий момент:

Мощность резанья

Основное время
где: Sмминутная подача;

L- длина пути обработки, мм, определяется по формуле:

где: l= 9 мм - длина пути
 - длина врезания
- длина врезания
lп=2 мм - длина перебега
Tо =0,99 мин. - время, необходимое для фрезерования одного паза.
Для обработки 6-ти пазов
T =5,99 мин
Полученное значение больше, чем основное время для 1-го способа равное 1,44 мин .
Расчёты показали, что при данном размере паза, материала заготовки и других факторов, наиболее эффективней использовать концевую фрезу.