

Оглавление
1.Анализ чертежа детали и её служебного назначения. 3
2.Определение типа производства и его основные особенности. 6
3.Анализ технологичности детали 8
4.Выбор метода получения и проектирования заготовки 9
5.Выбор методов обработки поверхностей 13
6.Проектирование маршрутно-технологического процесса. 19
7.Выбор технологического оборудования 21
8.Проектирование операционного технологического процесса 27
9.Технологические размерные расчёты 42
10.Выбор методов и средств контроля точности изготовления детали 46
11. Вывод по работе 47
12.Список использованной литературы 48
Анализ чертежа детали и её служебного назначения.
Деталь “Крышка подшипника”- представляет собой тело вращения. Служит для предотвращения попадания пыли и грязи внутрь корпуса и в подшипниковые узлы и для передачи на корпус осевых усилий. Предположительно, при эксплуатации данная деталь испытывает как постоянные нагрузки, так и колебательные нагрузки, т. е вибрацию.
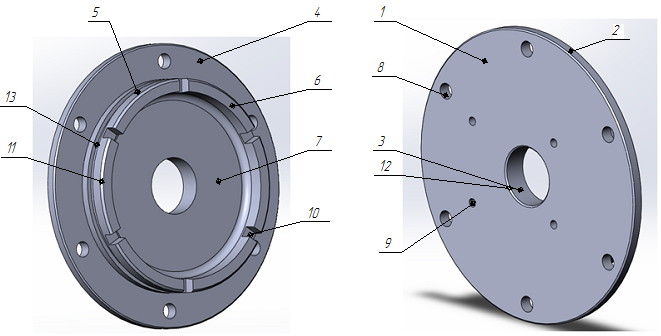
Рис. 1 Деталь “Крышка подшипника”
Таблица 1. Описание поверхностей детали
|
№ |
Наименование
|
Основные функции |
Требования, предъявляемые к поверхности |
|
1 |
Торец детали |
Обеспечение герметичности в соединении |
шероховатость Ra2,5; допуск параллельности 0,03 мм. относ. поверх. 4 |
|
2 |
Цилиндрическая поверхность |
свободная повехр., служит для соединения других пов. |
Степень точности H14, шероховатостьRa10 |
|
3 |
Цилиндр. отверстие |
Место под установку крышки на вал |
Степень точности Ø40H9(+0,062), шероховатость Ra2,5 |
|
4 |
Торец детали |
Место присоединения к корпусу |
Шероховатость Ra2,5; допуск биения 0,08 мм. относ. поверх. 5 |
|
5 |
Цилиндр. поверх. с канавкой |
Место под другие элементы изделия
|
Степень
точности
шероховатость Ra3,2 |
|
6 |
Торцевая поверхность |
Место для присоединения к другим деталям изделия |
Обеспечить размер 22H12(+0.21)и допуск параллельности 0,03 мм. относ. поверх. 4, шероховатость Ra10
|
|
7 |
Плоская поверхность |
Место для маркировки |
Без обработки |
|
8 |
Ø11 |
Отверстие под крепёжный элемент для присоединения и ориентирования крышки относительно корпуса |
Зависимый позиционный диаметральный допуск 0,4 мм. шероховатость Ra10 |
|
9 |
M6-7H |
Дополнительные отверстия для крепёжного элемента |
Позиционный зависимый допуск Ø 0,4 мм. Мак. глубина 13 мм. |
|
10 |
6 пазов |
Место для присоединения к другим деталям изделия |
Степень точности H14, шероховатостьRa10 |
|
11 |
Фаска 1,6x450 (Ø150) |
Для плавного присоединения детали |
Степень точности H14 |
|
12 |
Фаска 1,6 1,6x450 (Ø40) |
Для плавного присоединения детали |
Степень точности H14 |
|
13 |
Канавка |
Предположительно под стопорное кольцо |
Степень точности H12 |
 ,
,
В зависимости от служебного назначения все поверхности детали подразделяются на: основные, присоединительные (вспомогательные), исполнительные и свободные. Под основными понимают поверхности, с помощью которых определяют положение данной детали относительно другой, к которой она присоединяется, это поверхности: 1,3,8,9. Присоединительными называют поверхности детали, определяющие положение всех присоединяемых к ней других деталей, это поверхность 5,6, 10. Исполнительные поверхности - поверхности, выполняющие служебное назначение, это поверхность 7. Свободной поверхностью называют поверхность, предназначенную для соединения основных, присоединительных и исполнительных поверхностей между собой с образованием совместно необходимой для конструкции формы детали, это поверхности 2, 11, 12.
По техническим требованиям:
- необходимая точность отливки 11-11 ГОСТ 26645-85
- Допускается замена СЧ 25, СЧ 18 ГОСТ 1412-85
- внутренние поверхности необходимо покрыть эмаль НЦ 5123 красно-коричневая ГОСТ 7462-73 VII, У1
Технические требования являются допустимыми.
Материал заготовки - серый чугун СЧ 20 ГОСТ 1412-85, с допускаемой заменой на СЧ 25 и СЧ 18 ГОСТ 1412-85, обладающие похожими свойствами. Необходимые характеристики материалов представлены в табл. 2 и 3.
Серый чугун характеризуется высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка) и служит основным материалом для литья. Он широко применяется в машиностроении для отливки станин станков и механизмов, поршней, цилиндров и др. Для деталей из серого чугуна характерна малая чувствительность к влиянию внешних концентраторов напряжения при циклических нагрузках, высокий коэффициент поглощения колебаний при вибрациях деталей (в 2-4 раза выше, чем у стали), высокие антифрикционные свойства. Серый чугун мягок, хорошо обрабатывается режущим инструментом, в изломе имеет темно-серый цвет. Температура плавления серого чугуна - 1100- 1250° С. Чем больше в чугуне углерода, тем ниже температура его плавления и выше жидкотекучесть.
Таблица 2. Механические свойства материалов
|
Марка |
Предел прочности σв |
Твёрдость по Брюнелю |
Плотность, кг/м3 |
Линейная усадка, % |
|
СЧ 20 |
200 |
230 |
7,1·103 |
1,2 |
|
СЧ 25 |
250 |
245 |
7,2·103 |
1,2 |
|
СЧ 18 |
180 |
220 |
7,1·103 |
1,2 |
Таблица 3. Химический состав материалов
|
Марка |
Массовая доля элементов, % | ||||
|
Углерод |
Кремний |
Марганец |
Фосфор |
Сера | |
|
не более | |||||
|
СЧ 18 |
3,5-3,7 |
2,0-2,4 |
0,5-0,8 |
0,2 |
0,15 |
|
СЧ 20 |
3,3-3,5 |
1,4-2,4 |
0,7-1,0 |
0,2 |
0,15 |
|
СЧ 25 |
3,2-3,4 |
1,4-2,2 |
0,7-1,0 |
0,2 |
0,15 |
Деталь имеет хорошие базовые поверхности для первоначальных операций, а так же проста по конфигурации. Конфигурация детали в основном позволяет использовать универсальное оборудование. Основную сложность составляют пов. 8 и пов. 10. Для получения эти поверхностей наиболее эффективно и рационально можно спроектировать специальное приспособление, обеспечивающее операции сверления и фрезерования. Большинство обрабатываемых поверхностей детали имеют правильную простановку размеров, оптимальные степень точности и шероховатость;