

2.6 Шлицевые соединения
2.6.1 Общие сведения
Шлицевое соединение – разъемные соединения для передачи крутящего момента между валом и ступицей насаженной детали.
Шлицевое соединение образуют выступы – зубья на валу и соответствующие впадины – шлицы в ступице. Рабочими поверхностями являются боковые поверхности зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами. Шлицы ступицы получают протягиванием.
Шлицевые соединения стандартизированы и широко применяются в машиностроении.
2.6.2 Достоинства и недостатки шлицевых соединений
Достоинства шлицевых соединений по сравнению со шпоночными:
выше нагрузочная способность за счет большей рабочей поверхности и равномерности распределения давления по высоте зуба, возможность применения более коротких ступиц;
выше надежность при динамических и реверсивных нагрузках;
выше усталостная прочность;
лучшее центрирование соединяемых деталей, отсутствие биения при высоких скоростях вращения.
Недостатки шлицевых соединений
выше стоимость изготовления.
2.6.3 Виды шлицевых соединений
Шлицевые соединения различают:
по характеру соединения – неподвижные для закрепления деталей на валу и подвижные, допускающие перемещение ступицы вдоль вала (например, блока шестерен коробки передач);
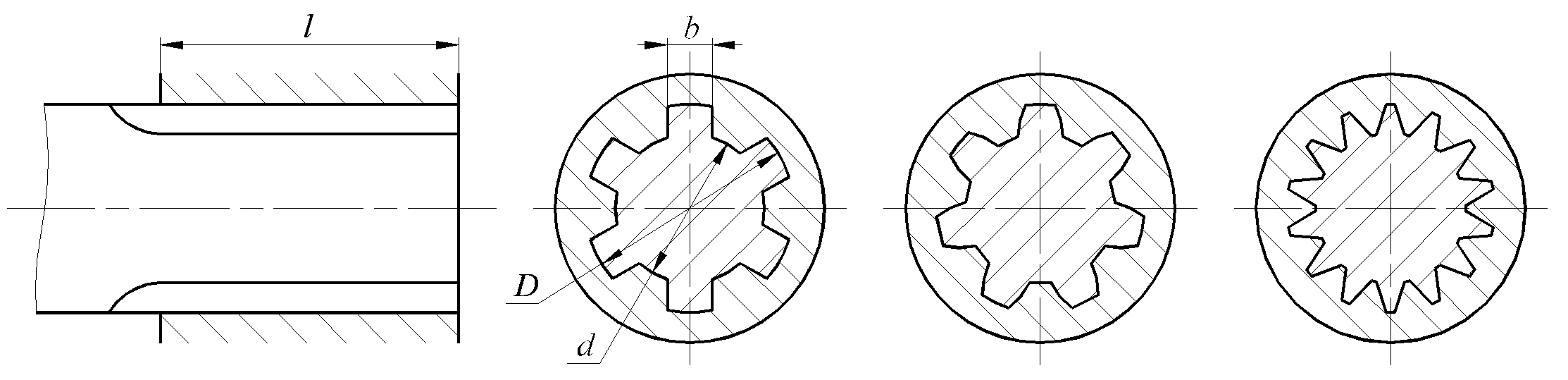
по форме зуба – прямобочные (рис. 2.46а), эвольвентные (рис. 2.46б), треугольные (рис. 2.46в);
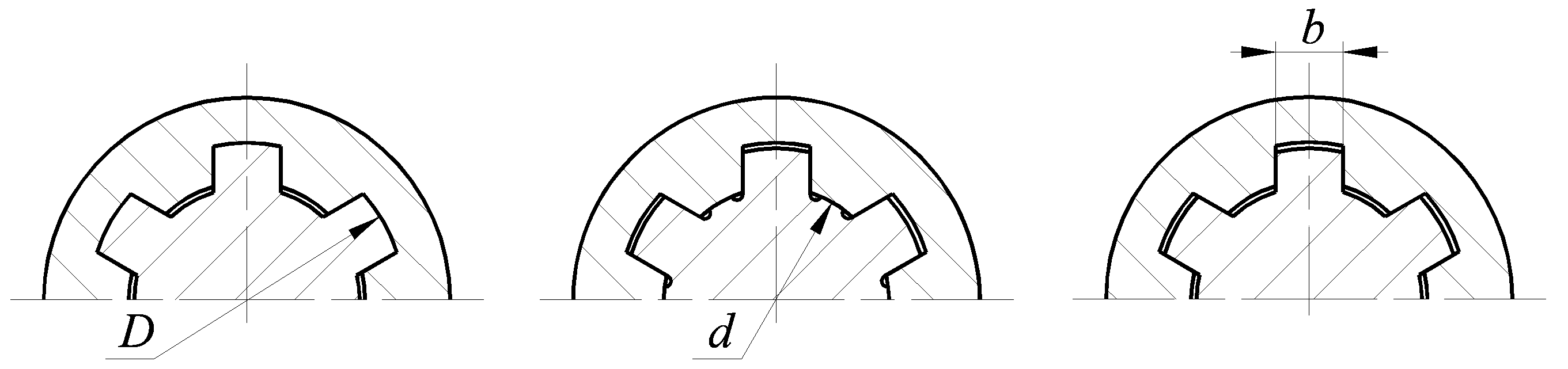
по способу центрирования (для обеспечения совпадения геометрических осей вала и ступицы) – с центрированием по наружному диаметру D (рис. 2.47а), по внутреннему диаметру d (рис. 2.47б) и по боковым поверхностям зубьев (рис. 2.47в). Зазор в контакте центрирующих поверхностей практически отсутствует, у нецентрирующих поверхностей – довольно значителен.
|
| ||
|
а |
б |
в |
|
Рис. 2.46. Виды шлицевых соединений | ||
|
| ||
|
а |
б |
в |
|
Рис. 2.47. Способы центрирования шлицевых соединений | ||
Прямобочные шлицы (ГОСТ 1139-80) (рис. 2.46а) имеют простую форму. Обычно они центрируются по наружному диаметру (около 80%), центрирование по внутреннему диаметру применяется реже из-за более сложной формы впадины между зубьями (необходимо делать канавку у основания зуба для уменьшения концентрации напряжений). Центрирование по боковым поверхностям зубьев не обеспечивает точного центрирования, но обеспечивает более равномерное распределение нагрузки между зубьями и применяется для высоконагруженных ответственных валов.
Эвольвентные шлицы (ГОСТ 6033-80) (рис. 2.46б) имеют профиль аналогичный профилю зубьев зубчатых колес. Обладают повышенной прочностью из-за большего количества зубьев, более широкого основания зуба и меньшей концентрацией напряжений.
Эвольвентные шлицы более технологичны. Для нарезания зубьев на валу требуется меньший набор более простых фрез, чем для нарезания прямобочных зубьев, из-за чего профиль получается точнее. Однако протяжки для ступиц более дороги, больше трудоемкость шлифования.
Центрирование – по наружному диаметру и по боковым поверхностям.
Треугольные шлицы (рис. 2.46в) – как правило, неподвижные. Имеют небольшую высоту зуба и применяются в стесненных габаритах. Угол профиля в вершине 36°.
2.6.4 Расчет шлицевых соединений
Шлицевые соединения рассчитываются на смятие:
![]() ,
,
где
![]() – крутящий момент;
– крутящий момент;
![]() –число зубьев;
–число зубьев;
![]() –средний диаметр
соединения:
–средний диаметр
соединения:
![]() ;
;
![]() –высота зубьев:
–высота зубьев:
![]() ;
;
![]() –длина зубьев;
–длина зубьев;
![]() –коэффициент,
учитывающий неравномерное распределение
нагрузки между зубьями и вдоль зубьев:
–коэффициент,
учитывающий неравномерное распределение
нагрузки между зубьями и вдоль зубьев:
![]() =0,5…0,7
– в зависимости от точности изготовления
соединения;
=0,5…0,7
– в зависимости от точности изготовления
соединения;
![]() –допускаемые
напряжения смятия на боковых поверхностях.
–допускаемые
напряжения смятия на боковых поверхностях.
Для неподвижных
соединений с эвольвентными шлицами с
химико-термической обработкой
(цементация, азотирование)
![]() ;
то же для подвижных соединений
;
то же для подвижных соединений![]() ;
если химико-термической обработки нет,
то
;
если химико-термической обработки нет,
то![]() снижается вдвое.
снижается вдвое.
Для прямобочных
шлицов
![]() приведены в таблице 2.6.
приведены в таблице 2.6.
Таблица 2.6
Рекомендуемые
значения допускаемых напряжений смятия
![]() для расчета шлицевых соединений
для расчета шлицевых соединений
|
Соединение |
Условия эксплуатации |
| |
|
без термообработки |
с термообработкой | ||
|
Неподвижное |
Тяжелые |
35 – 50 |
40 – 70 |
|
Средние |
60 – 100 |
100 – 140 | |
|
Легкие |
80 – 120 |
120 – 200 | |
|
Подвижное |
Тяжелые |
15 – 20 |
20 – 35 |
|
Средние |
20 – 30 |
30 – 60 | |
|
Легкие |
25 – 40 |
40 – 70 | |