

Вопросы для самоконтроля
Что является конечными продуктами доменной плавки?
В чем заключается сущность процесса получения чугуна в доменных печах?
Какие основные процессы протекают в доменной печи?
В каких металлургических аппаратах получают сталь?
Какие основные процессы протекают, при выплавке стали кислородно-конверторным способом?
Какие стали выплавляются в кислородном конвертере?
Какие способы повышения качества стали, вы знаете?
Что называется дендритной ликвацией?
На какие группы делятся легированные стали по назначению?
3. Литейное производство
Сущность литейного производствасостоит в получении отливок - литых изделий путем заливки расплавленного металла или сплава в литейную форму, полость которой имеет конфигурацию детали. После затвердевания металла в форме получается отливка (литая деталь или заготовка). Заготовки в дальнейшем подвергают механической обработке. В машинах и промышленном оборудовании около 50% всех деталей изготавливают литьем. Например, доля литых деталей в металлорежущих станках составляет 80%, в текстильных машинах 72%, в автомобилестроении - 55%.
Наиболее распространенными способами литья являются: в песчано-глинистые формы, в оболочковые формы, в кокиль, по выплавляемым моделям, под давлением, центробежное литье, непрерывное литье и др..
Для производства отливок используют сплавы черных металлов: чугуны (серые, отбеленные, белые, ковкие, высокопрочные и другие виды чугунов), углеродистые и легированные стали; сплавы цветных металлов (алюминиевые, медные, цинковые, магниевые и другие), сплавы тугоплавких металлов (титановые, молибденовые, вольфрамовые).
3.1. Литье в разовые песчаные формы
Обрабатываемые материалы: Чугуны, углеродистые и легированные стали, алюминиевые и медные сплавы.
Характеристика отливок: Способ позволяет получать отливки самой разнообразной конфигурации и размеров, массой от нескольких грамм до сотен тонн, размерами от нескольких сантиметров до десятков метров.
В результате изготавливают отливки плотной структуры без газовой пористости и раковин, без трещин и остаточных напряжений. Однако, они имеют невысокую точность (14-17 квалитет)и чистоту поверхности (Rz= 320-80) и, следовательно, большие припуски на механическую обработку.
Технология литья в песчано-глинистые формы.
Процесс литья в песчано-глинистые формы состоит из этапов:
1) изготовление модели
2) приготовление формовочных и стержневых смесей
3) изготовление стержней и литейных форм
4) сборка литейных форм
5) расплавление металла
6) заливка металла в формы
7) освобождение отливки из формы
8) обрубка и очистка отливок.
9) контроль качества отливок и исправление исправимых дефектов.
Рассмотрим некоторые этапы технологического процесса:
Модели (рис. 3.1) представляют собой деревянные, металлические или пластмассовые изделия, в общих чертах повторяющие конфигурацию будущей отливки с учетом усадки материала отливки.

Рис. 3.1 Литейная модель
Модель не имеет отверстий, присущих отливке, которые обеспечиваются стержнями, имитирующими эти отверстия или углубления в собранной форме. При сборке формы стержни (рис. 3.2), изготовленные из специальных смесей, закладываются в посадочные гнёзда формы, образуемые при изготовлении формы так называемыми стержневыми знаками – бобышками, на модели, расположенными в месте расположения опорных поверхностей стержней.
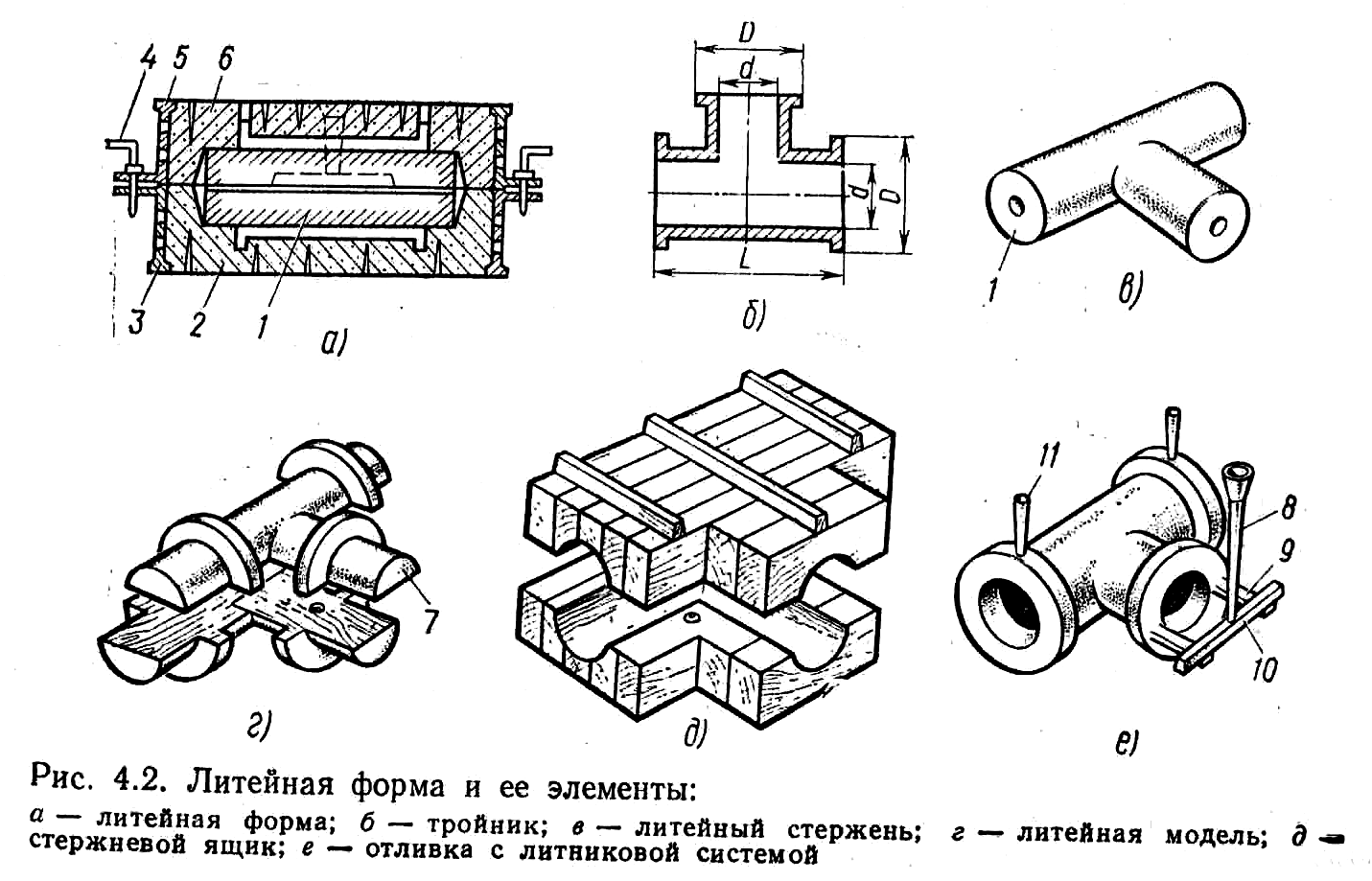
Рис. 3.2 Литейный стержень
Модели могут быть неразъемными (цельными) либо составными и изготовляются с учетом припусков на механическую обработку и усадки. Деревянные модели изготовляют из сосны, липы, ольхи, бука и т.п. и используются в единичном и мелкосерийном производстве. Металлические модели и пластмассовые модели применяются в массовом и серийном производстве, они более точны и долговечны, имеют более качественную поверхность. Деревянные модели обычно изготавливают склеиванием из брусков для уменьшения коробления и окрашивают для защиты от влаги.
По ГОСТу это цвета:
- для чугунного литья - красный
- для стального литья - синий
- для цветного литья - желтый
Стержневые знаки всегда окрашивают в черный цвет.
На боковых стенках всех моделей выдерживают формовочные уклоны 0,5-2°, что облегчает выемку моделей из форм.
Разъемные модели соединяются с помощью штифтов. Кроме того, модель включает в себя литниковую систему, состоящую из литниковой чаши (воронки), стояка 8, шлакоуловителя 10, питателей 9, а также выпоров (прибылей) 11 (рис. 3.3).
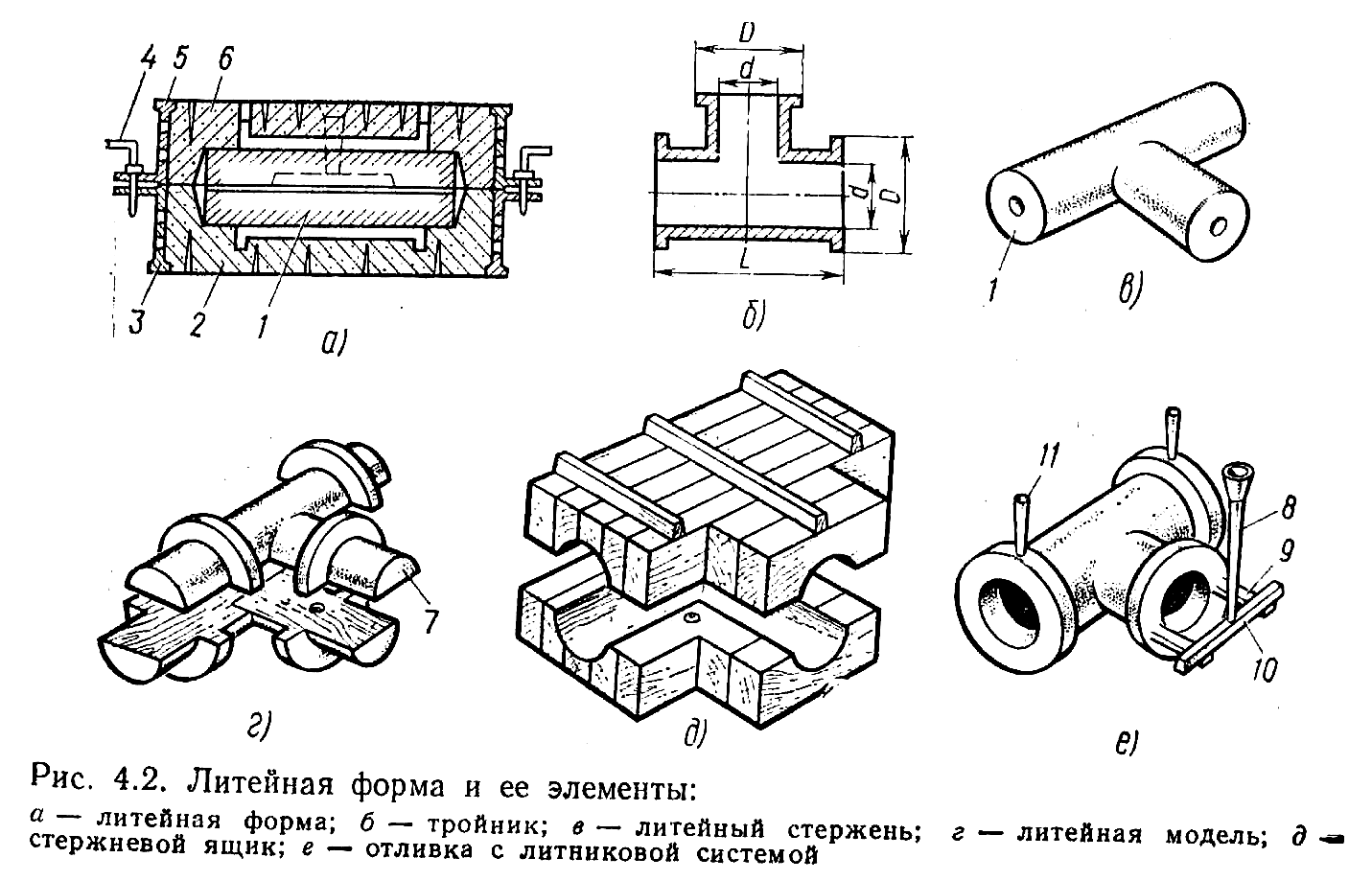
Рис. 3.3 Отливка с литниковой системой
2) Исходными материалами для изготовления формовочных смесей служат формовочные пески и глины. Для повышения податливости, газопроницаемости, прочности, пластичности, огнеупорности и других важнейших свойств смесей в них вводят вместо глины связующие вещества (сульфидно-спиртовую барду, смолы, пеки, битумы, жидкое стекло и т.д.), наполнители (опилки) и др. Примерный состав смеси для чугунного литья: 3...10 % глины, до 1 % каменного угля, 4...6 % воды, остаток - кварцевый песок.
3) Состав и свойства стержневых смесей зависят от их назначения. Примерный состав стержневой смеси для изготовления несложных по форме стержней: 90...92 % кварцевого песка, 4...6 % глины, 2.,.3 % сульфитной барды, 3...4 % воды.
Кроме песчано-глинистых смесей в литейном производстве применяют специальные смеси, где кварцевые пески заменены высокотеплопроводными материалами (хромит, хромомагнезит), а также в качестве связывающего применяют жидкое отекло, иногда феррохромовый шлак, цемент и широко используются катализаторы. Как правило, это специальные быстротвердеющие, а также самотвердеющие смеси холодного и горячего отверждения и жидкоподвижные самотвердеющие смеси. При разливке также используются так называемые припылы (пылевидный кварц, для чугуна - серебристый графит) и краски, наносимые на поверхность форм для уменьшения пригара и получения гладкой чистой поверхности.
Для примера рассмотрим изготовление формы разборного типа:
Модель (рис. 3.4, а), состоящую из 2-х разъемных частей, разделяют на половины 1 и 2 и укладывают нижнюю полуформу разъемом в опоку (рис. 6.6, б).
2) Вручную или механически укладываем и уплотняем смесь в опоке. Повернув нижнюю опоку на 180° ставим на нее верхнюю опоку, соединяем половинки модели и литниковую систему (рис. 3.4, в).
3) Вновь уплотняем смесь и, наколов газоотводные отверстия, разбираем опоки (рис. 3.4, д).
4) Извлекаем модель из полуформ (рис. 3.4, г) и обдув последние воздухом, окрасив их, вновь собираем форму, установив в нее стержни; высушиваем ее (рис. 3.4, е).
5) После расплавления металла (в вагранках, электропечах и т.д.) приступаем к разливке металла.
6) Разливка металла производится следующими способами:
а) сверху в изложницу
6) снизу (сифонный способ)
в) вертикально - щелевым способом
г) боковым разливом (ярусная)
д) дождевая (из одной чаши через несколько питателей)

Рис. 3.4 Последовательность операций изготовления литейной формы
7) После остывания формы и отливки (до 300...600°С для чугуна и стали) вручную либо на специальных виброрешетках отливка (рис. 3.4, ж) и опоки освобождаются от формованной смеси либо смесь размывается водяной струей или удаляется другими способами.
8) Обрубка отливок от деталей литниковой системы и заусенцев производится вручную с помощью пневмозубил и на специальных галтовочных барабанных машинах. Для очистки отливок используют гидропескоструйный, дробеструйный и другие методы.
9) Контроль качества отливок включает в себя визуальный осмотр, механические испытания пробных отливок, прилитых либо вырезанных прямо из отливки образцов, а также химический и структурный анализ. Контроль сплошности и плотности отливок производится методами рентгеновской, ультразвуковой, люминесцентной или цветной дефектоскопии.
Область использования: В песчаных формах производят 80% всего объема отливок. Способ позволяет получать отливки различной конфигурации в условиях как единичного, так и массового производства. Метод является универсальным. Однако, поскольку точность, чистота поверхности отливок и условия труда не всегда удовлетворяют требованиям современного производства в последнее время наблюдается тенденция увеличения доли специальных способов литья.