

11. Пример решения контрольной работы № 2
1. Вопрос
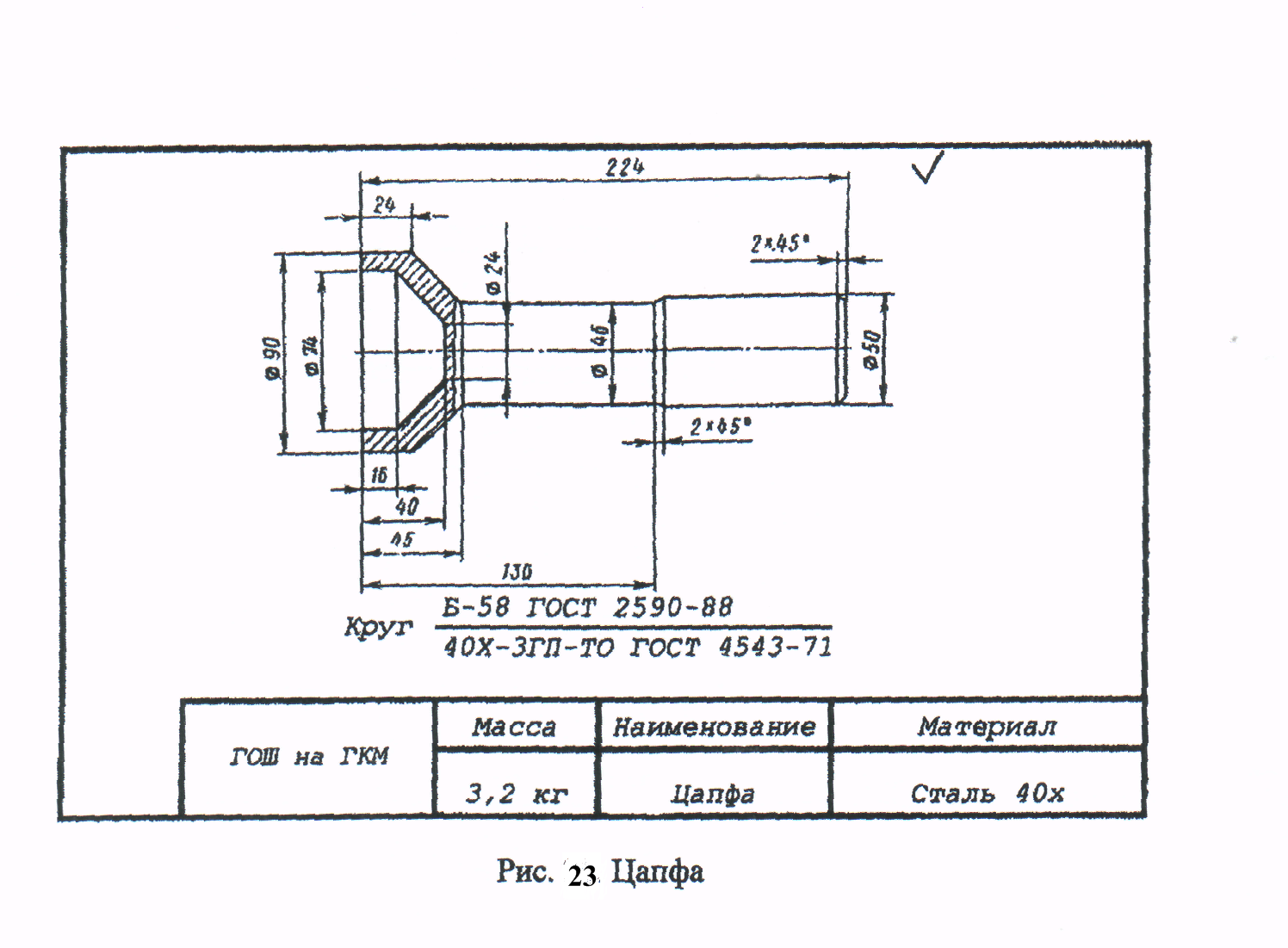
По эскизу готовой детали (прил., рис. 23) разработайте схему технологического процесса получения поковки способом горячей объемной штамповки на горизонтально-ковочной машине (ГКМ). При выполнении работы следует: 1) описать сущность горячей объемной штамповки и указать область ее применения; 2) изобразить схему ГКМ и описать его работу; 3) установить температурный интервал штамповки и способ нагрева заготовки; 4) составить чертеж поковки и определить ее массу; 5) перечислить все технологические отходы, определить объем, массу и длину исходной штамповки (диаметр исходной заготовки указан на чертеже задания).
Сущность процесса горячей объемной штамповки:
Объемная штамповка – процесс изготовления деталей путем пластической деформации в замкнутом объеме специальной оснастки. Штамп состоит из двух половин (подвижной и неподвижной) и имеет форму внутренней поверхности соответствующую форме детали.

Рис. 11.1 Схема объемной штамповки (заштрихованы подвижная – верхняя и нижняя – неподвижная половины штампа, заливкой обозначена получаемая штамповкой деталь)
Область применения:
Изготовление в основном поковок сравнительно небольших масс и размеров (0,5-30кг, поковки массой 100 кг считают крупными). Получение поковок более сложной конфигурации, чем при ковке.
Установим температурный интервал горячей штамповки.
Деталь штуцер изготовлена из стали 40Х, т.е. содержит 0,4% С , 1% хрома и является низкоуглеродистой сталью, поэтому исходя из таблицы интервал нагрева будет : начало 1280 – 1300 º, конец 700 - 800 ºС.
Температурные интервалы для горячей обработки давлением
Таблица 11.1
|
Сплав |
Температурный интервал, ºС | |
|
|
Начало |
Конец |
|
Низкоуглеродистые стали |
1280 - 1300 |
700 - 800 |
|
Углеродистые стали |
1200 - 1260 |
760 - 850 |
|
Высоколегированные стали |
1140 - 1160 |
870 - 950 |
При нарушении режимов нагрева под обработку давлением наблюдается пережог или перегрев.
Составим чертеж поковки:
Чертеж поковки составляется из условий:
-штамповочные уклоны и напуски при этом виде горячей штамповки отсутствуют
- на все поверхности которые будут обрабатываться резанием необходимо предусмотреть припуск, так как штамповку получают на горизонтально-ковочной машине (ГКМ), то по рис. приложения определим припуски на механическую обработку;
- должны быть предусмотрены радиусные закругления, в соответствии ГОСТ радиусы закруглений у поковок массой до 10кг не менее 3,5 мм.

Рис.11.2 Чертеж поковки
Определим массу поковки:

Технологические отходы:
-потери на угар (при нагреве печах 1-2% объема поковки)
- объем облоя (0,1-0,2 объема поковки)
- объем перемычек ( в1,3-1,5 раз больше объема облоя)
Учитывая все отходы определим сначала объем заготовки, а затем массу:
![]()
В качестве заготовки используется круг диаметром 58мм.
Исходя из равенства объемов, определим длину заготовки:

Таким образом длина исходной заготовки из проката 300мм.
Технологический процесс изготовления детали цапфа:
-резка сортового проката диаметром 58мм и длиной 300мм;
- нагрев до температуры штамповки;
- штамповка на ГКМ в одноручьевом штампе;
- обрезка облоя;
- термическая обработка;
- правка, калибровка;
- дробометная очистка от окалины.
Инструментом для изготовления детали является штамп открытого типа. ГМК имеют штампы состоящие из трех частей (рис. 11.3): неподвижной матрицы. 3, подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно-перпендикулярных плоскостях. Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице и только после этого пуансон соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части.
После окончания деформирования пуансон движется в обратном направлении выходя из полости матрицы; матрицы разжимаются и деформированную |заготовку вынимают или она выпадает сама.

Рис. 11.3. Схема штампа для изготовления детали цапфа