

9. Пример решения контрольной работы №1
1 Вопрос
Начертите схему мартеновской печи, изложите принцип ее работы. Опишите сущность производства стали в мартеновских печах скрап-рудным процессом. Перечислите основные достоинства и недостатки этого способа.
Принцип работы:
Мартеновский способ выплавки стали (рис. 9.1) заключается в переплавке чугуна и стального лома в мартеновской печи.
Мартеновская печь – это пламенная, камерная, отражательная, печь регенеративного типа. В качестве топлива в мартеновской печи используется природный газ или мазут, который ожигают в струе нагретого до 1200ْ С воздуха. Продукты горения образуют факел, нагревающий продукты плавки до необходимой температуры. Шихта (чугун, лом, флюсы и при необходимости руда) загружается в печь через специальные окна на под печи. Физико-химические процессы, происходящие в мартеновской печи при переделе чугуна в сталь, практически не отличаются от процессов, происходящих в кислородном конверторе, т. е. на первом этапе плавки происходит окисление железа и примесей. Когда содержание углерода и примесей достигнет необходимого содержания, в сталь при необходимости вводят легирующие добавки (никель, хром и т. д.) и проводят раскисление. Готовую сталь выпускают из печи в специальные разливочные ковши и транспортируют на разливку в слитки. Длительность плавки стали, в мартеновской печи, составляет 914 часов.
Схема мартеновской печи

а)
А –А

б)
Рис. 9.1 Схема мартеновской печи (а – вид спереди, б – вид сбоку):
1 – регенераторы, 2 – головка печи для смешивания топлива и воздуха, 3 – подача кислорода, 4 – окна в передней стенке печи для подачи шихты и флюса, 5 – передняя стенка печи, 6 – шихта, 7 – факел, 8 – дымовая труба, 9 – леток для выпуска готовой стали, 10 – задняя стенка печи, 11 – свод, 12 – подина
Скрап – рудный процесс:
В зависимости от соотношения в шихте стального лома (скрапа) и руды различают скрап-процесс и скрап-рудный процессы. На металлургических заводах, имеющих доменные печи, в мартеновскую печь загружают жидкий чугун (60-70%), лом (30-40%), железную руду, флюсы. Такую плавку называют скрап-рудным процессом. На заводах, где не производят чугун, плавку ведут на твердой шихте. В печь загружают твердый чугун, лом и небольшое количество руды. Такую плавку называют скрап – процессом.
Недостатки:
Производительность мартеновских печей значительно ниже, чем кислородных конверторов. Это связано с тем, что процесс выплавки стали достаточно длительный.
Достоинства:
Мартеновские печи до настоящего времени имеют широкое применение, главным образом для выплавки качественных и легированных сталей.
2 Вопрос
По эскизу детали разработайте эскиз отливки с модельно-литейными указаниями. Опишите последовательность изготовления формы одним из методов машинной формовки. Производство массовое.
Литье производим в песчано - глинистые формы. При проектировании отливки учитываем припуск на механическую обработку (см. таблицу 2,3 производство массовое, отливка относиться к 1 классу)) и допуски на размер ( см. таблицу 6), формовочные уклоны (0,5-2°), галтели (радиус принимают от 1/5 до 1/3 средней арифметической толщины стенок).
1 – слой металла удаляемый в процессе механической обработки для обеспечения заданной точности и качества поверхности;
2,3 – стержни;
4 – формовочные уклоны, они служат для удобства извлечения из формы без разрушения;
5 – это радиусы сопряжений, которые назначают для предотвращения трещин и усадочных раковин.
Процесс литья в песчано-глинистые формы состоит из этапов:
1) изготовление модели
2) приготовление формовочных и стержневых смесей
3) изготовление стержней и литейных форм
4) сборка литейных форм
5) расплавление металла
6) заливка металла в формы
7) освобождение отливки из формы
8) обрубка и очистка отливок
9) контроль качества отливок и исправление исправимых дефектов.
При машинной формовке механизированы следующие процессы:
-установка опок на машину
- засыпка формовочной смеси
- уплотнение смеси
- удаление моделей из формы
транспортировка и сборка форм
Машинная формовка обеспечивает геометрическую точность отливки, повышает производительность труда, сокращает цикл изготовления.
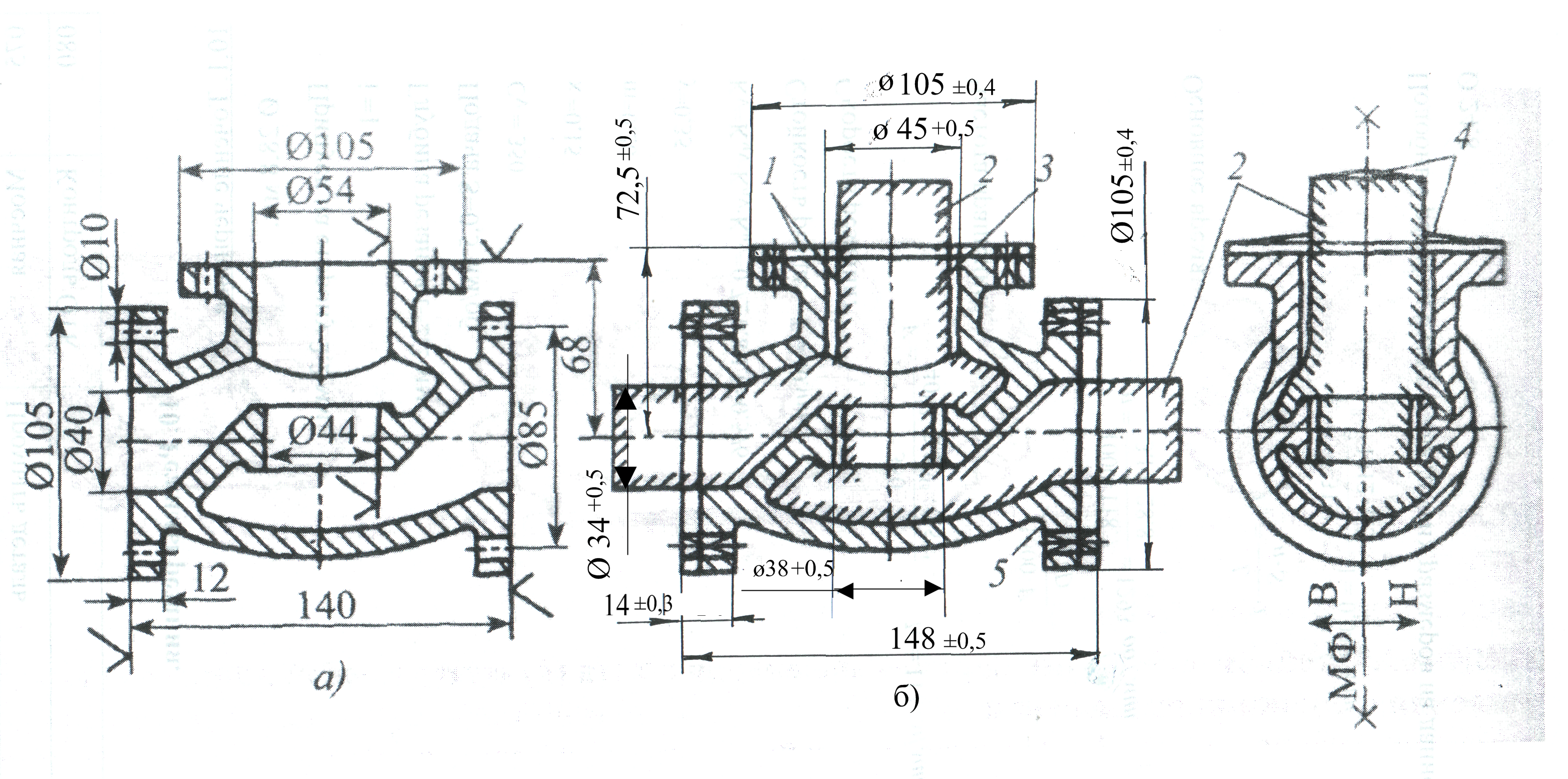
Рис. 9.2 Чертежи детали (а) и элементов литейной формы (б)
для корпуса вентиля