

ТКМ (Динник) / Эременку / 2 Лиття в оболонков_ форми
.doc
Сутність, особливості, переваги та недоліки лиття у оболонкові форми
План
-
Властивості оболонкових форм
-
Технологічний процес
-
Переваги ти недоліки методу
Лиття в оболонкові форми - процес отримання виливків з розплавленого металу у формах, виготовлених по гарячій модельної оснащенні зі спеціальних піщано-смоляних сумішей.
Оболонкові форми володіють такими властивостями: достатню міцність, газопроникність, піддатливість, негігроскопічних.
Технологічний процес лиття в оболонкові форми (рис. 4.1, 4.2) починається з того, що попередньо нагріту плиту, до якої закріплена металева модель, покривають сумішшю з термореактивной смоли. Під дією тепла смола плавиться, на модельній плиті утвориться однорідна напівтверда оболонка. Для видалення надлишку суміші бункер перевертають. Модельну плиту додатково підігрівають для остаточного затвердіння оболонки. Тверду оболонку-полуформу знімають з модельної плити і з'єднують з відповідною іншою оболонкою-полуформой. Сполучені між собою оболонки поміщають в опоку і засипають формувальної сумішшю.
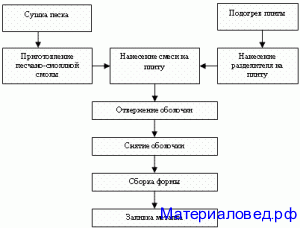
Рис. 2.1. Послідовність виготовлення оболонкової форми
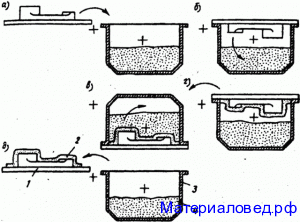
Рис. 2.2. Виготовлення оболонкової форми в бункері
Виготовлення оболонкової форми в бункері: а - поворот плити з моделлю, б - закріплення плити на бункері, в - поворот бункера для формірванія оболонки; г - повернення бункера в початкове положення; д - повернення плити у вихідне положення; 1 - підмодельні плита з моделлю ; 2 - сформована керамічна оболонка, 3 - бункер; 4 - термореактивна суміш
Оболонкові напівформи скріплюють затискачами або склеюють по роз'єму. Отриману оболонкову форму заливають у вертикальному горизонтальному положенні. Форма після заливки легко руйнуються при вибиванні.
Товщина керамічної оболонки залежить від температури модельної плити і від
часу витримки на ній суміші (рис. 4.3).
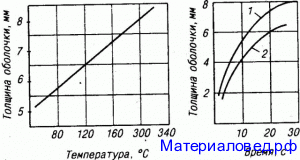
Рис. 2.3. Зміна товщини оболонки в залежності від температури моделі і часу витримки
Зміна товщини оболонки в залежності від температури моделі (а) і часу витримки (б): 1 - температура моделі 260 ° С; 2 - 165 ° С
Отверждение термореактивних смол при низьких температурах протікає повільно. З підвищенням температури швидкість тужавіння зростає і при 300-350 ° С вимірюється секундами. Подальше збільшення температури призводить до знеміцнення суміші. При 900 ° С суміш повністю втрачає міцність, що забезпечує хорошу вибіваемость оболонкових форм.
В якості сполучного найбільше застосування отримав бакелит у вигляді дрібного порошку, що складається з суміші фенолформальдегидной смоли з уротропіном.
Міцність керамічної оболонки визначається кількістю сполучного, який зазвичай додають 5-8% залежно від ливарного сплаву і конфігурації виливки.
Попередити прилипання суміші до металевої моделі і полегшити знімання оболонок без пошкоджень допомагають розділові склади (силіконова рідина, мінеральні масла та ін.) Покриття наносять за допомогою пульверизатора на гарячі модельні плити.
Лиття в оболонкові форми чорних і кольорових сплавів дозволяє отримати більш якісну поверхню в порівнянні з литтям в піщано-глинисті форми, але в той же час дещо поступається литью по виплавлюваних моделях.
У оболонкових формах виготовляють виливки масою 0,2 ... 100 кг з товщиною стінки 3 ... 15 мм з усіх ливарних сплавів для приладів, автомобілів, металорізальних верстатів.
Одним з головних недоліків технології лиття в оболонкові форми - рясне виділення шкідливих речовин при заливці металу. Заливка супроводжується вигорянням пов'язує. Забезпечення нормальних умов праці досягається створенням місцевої припливно-витяжної вентиляції. До недоліків відносяться висока вартість сумішей, обмежений розмір виливків (до 1500 мм).
Переваги способу лиття в оболонкові форми: можливість отримання тонкостінних виливків складної форми; гладка і чиста поверхня виливків; якісна структура металу за рахунок підвищеної газопроникності форм; можливість автоматизації; невеликі допуски на обробку різанням.
Лиття в оболонкові форми має ряд переваг: формування можна легко автоматизувати, видаючи до 500 оболонок за годину; точність відливки в оболонкові форми становить 0,3—0,7 мм на 100 мм розміру при високій чистоті поверхні, тому відпадає або скорочується обробка на верстатах; витрата формових матеріалів зменшується у 8—10 раз і не потрібні опоки; усе це в десятки разів скорочує вантажопотік у ливарному цеху.
До недоліків процесу, в порівнянні з традиційним методом лиття у разові піщані форми, можна віднести підвищення собівартість продукції за рахунок більш дорогого зв’язуючого, витрат додаткової енергії на нагрівання оснастки, ускладнення оснастки та обладнання для виготовлення оболонок. Але головним недоліком є випарювання шкідливого фенолу, формальдегіду, ацетону та інших продуктів деструкції синтетичних матеріалів при реалізації процесу лиття у оболонкові форми з відповідним погіршенням санітарно-гігієнічних умов праці у ливарному цеху та екології навколишнього середовища.