

Сварные заготовки
Высокая эффективность современных процессов сварки, обеспечивающая их конкурентоспособность при изготовлении комбинированных (штампо-сварных и сварно-литых) и сварных из проката заготовок, является действенным средством снижения металлоемкости машиностроительных конструкций. Сущность различных способов рассматривалась в курсе «Технологические процессы машиностроительного производства». Остановимся на характерных особенностях технологии и экономии наиболее распространенных и перспективных способов сварки.
Рис.
6.1. Изготовление калибров по старой
технологии (а)
и
с применением сварки трением (б)
Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью. Ею хорошо свариваются углеродистые, низколегированные и некоторые коррозионно-стойкие стали, а также алюминий, титан и их сплавы.
При стыковой сварке заготовки свариваются по всей поверхности их касания. Можно сваривать стальные стержни, рельсы, прутки, трубы, прокат сечением до 10 000 мм2, а также прутки, трубы, прокат, штамповки из цветных металлов сечением до 4 ООО мм2. Точечной сваркой соединяют листовые заготовки внахлест в отдельных местах (точками). Точечной сваркой сваривают заготовки (листы, прутки, швеллеры, уголки и т. п.) одинаковой или разной толщины от сотых долей миллиметра до 30 мм. Шовной сваркой сваривают внахлест листовые заготовки непрерывным плотнопрочным швом (кузов автомобиля, герметичные емкости и т. п.).
Сварка трением взамен контактной в 2...4 раза уменьшает припуски и в 1,5...2 раза брак. При применении сварки трением получают существенную экономию материалов. Так, гладкие и резьбовые калибры (пробки) ранее изготавливались из дорогой стали ШХ15 методом ковки в несколько переходов (рис. 6.1, а). После внедрения сварки трением хвостовик из стали 45 приваривается к рабочей части-из стали ШХ15 (рис. 6.1, б). Валики центров точились из прутка (рис. 6.2, а). Внедрение сварки трением (рис. 6.2, б) увеличило число операций: отрезка двух прутков и сварка, но зато в общем сократило затраты рабочего времени и значительно уменьшило расход инструментальной стали. Изготовление штампо-сварных заготовок клапанов двигателей внутреннего сгорания позволило резко сократить расход жаропрочной стали и упростить горячую штамповку (рис. 6.3).
Электрошлаковая сварка при производстве толстостенных (до 1 м и более) сварных конструкций в тяжелом машиностроении обеспечивает высокую экономическую эффективность: съем продукции с 1 м2 производственной площади увеличивается в 2 раза, цикл производства уменьшается в 1,5...2 раза, экономится металл,

снижается расход электроэнергии в 1,5...2 раза, а флюса — в 20... 40 раз, отпадает необходимость в предварительной разделке кромок, снижается себестоимость.
Электронно-лучевая сварка позволяет получать сварные соединения из окончательно обработанных деталей без их существенных деформаций (например, блоки зубчатых колес взамен крупных поковок). Электронно-лучевая сварка гарантирует высокое качество сварного соединения деталей из тугоплавких металлов, жаропрочных, жаростойких и других материалов со скоростью, не уступающей дуговой сварке.
Диффузионная сварка позволяет соединять разнородные материалы, в том числе тугоплавкие металлы и неметаллические материалы с металлами, сваривать детали разной толщины; обеспечивать равнопрочность основного металла и сварного соединения. В процессе сварки исключается неблагоприятное влияние металлургических и ряда термических факторов.
Диффузионная сварка применяется при изготовлении резцов, угольников, магнитов, микрометров с пяткой из твердых сплавов, дисков газовых турбин.
При производстве заготовок ограниченно применяют также газовую, плазменную, ультразвуковую, лазерную и другие сварки. В изделиях сложной геометрической формы (телескопические соединения трубчатых элементов, сотовые конструкции и т. п.), при изготовлении которых наложение сварных швов оказалось бы затруднительным, целесообразно применять пайку.
Многообразие способов сварки и пайки, а также конструктивных и производственно-технологических факторов, влияющих на возможность их применения, требует тщательного технико-экономического обоснования выбора способа сварки.
6.3. ПРОЕКТИРОВАНИЕ СВАРНЫХ ЗАГОТОВОК
6.3.1. Методика проектирования сварных заготовок
Проектирование сварных заготовок производится с учетом обеспечения прочности (в частности, усталостной прочности, сопротивления хрупкому разрушению) и технологичности (см. п. 6.4) сварного соединения. На стадии проектирования необходимо также
продумать последовательность сборочно-сварочных операций, оценить ожидаемые сварочные деформации (коробление) и точность размеров и конфигурации сварной заготовки после механической обработки. Все изменения, связанные с этими вопросами, должны быть согласованы с конструктором.
Таким образом, на первом этапе на основании чертежа готовой детали производится общий анализ ее конструкции, материала, технологичности и оценивается возможность получения заготовки сваркой. После этого выбирают оптимальный в данном случае способ сварки.
Выбор способа сварки определяется конструкцией детали в зоне сварки, ее габаритами, степенью ответственности сварного соединения и технологическими возможностями процесса сварки (п. 6.2). Одновременно с способом выбора сварки обычно назначают тип сварного соединения.
Затем производится разбивка заготовки на свариваемые части. Выбор места деления заготовки производится с учетом двух точек зрения. С одной стороны, в результате деления должны образовываться элементы (исходные заготовки), технологичные для изготовления литьем или обработкой давлением. С другой стороны, зона сварки должна быть удобной для выбранного способа сварки, доступной для сварочного инструмента, присадочных материалов и обеспечивать провар сварного соединения на всю глубину. Особое внимание при выборе места сварки следует уделить располо-жению сварных швов вне зоны действия значительных внешних нагрузок.
Зная конструктивные размеры зоны сварки и способ сварки, по соответствующим стандартам назначают тип сварного шва. Конструктивные элементы сварных швов приведены в справочниках [34]. Типы сварных соединений, указанные в стандартах, могут сохраняться и для других методов сварки, для которых стандарты еще не разработаны, например, лазерная или электронно-лучевая. Но в этом случае конструктивные элементы подготовки кромок, форма и размеры сварных швов и допуски на них корректируются с учетом технологических особенностей этих способов сварки.
Проектирование свариваемых частей производится на следующем этапе. Если исходной заготовкой является отливка или поковка, то ее проектирование производится в соответствии с указаниями четвертой и пятой глав. Если исходная заготовка — прокат, то проектирование сводится к выбору его оптимальных размеров и определению разделки кромок в соответствии с выбранным типом сварного шва. В случае необходимости на исходных заготовках предусматриваются сборочные и фиксирующие элементы, а также припуски для механической обработки после сварки.
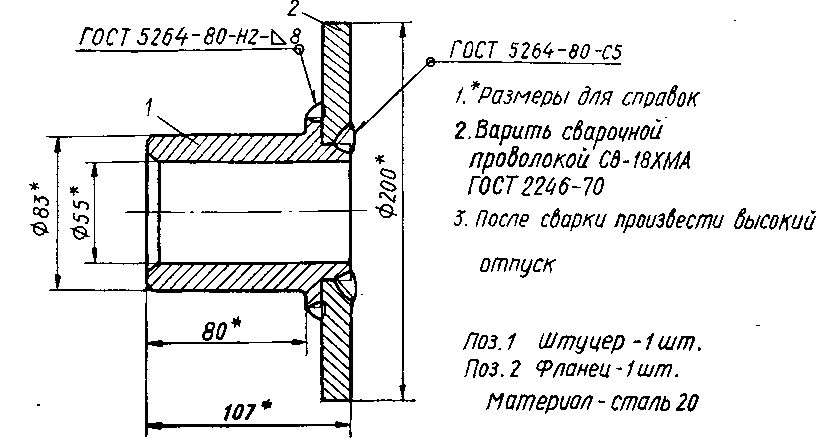
Рис. 6.4. Пример оформления чертежа сварной заготовки
Ввиду жесткой связи между прочностью сварной конструкции, формой сварного соединения и технологией сварки разработка конструкции заготовки должна вестись одновременно с проработкой технологии ее изготовления.
Оформление чертежа сварной заготовки выполняется в соответствии с принятыми правилами. На чертеже заготовку представляют в таком виде, в каком она должна быть после сварки (рис. 6.4). Чертеж должен содержать: изображение заготовки с проекциями, сечениями и разрезами в количествах, необходимых для полного понимания устройства; габаритные, установочные и присоединительные размеры; номера позиций составных частей; данные о материале заготовки и т. д. Все сварные швы должны иметь условные обозначения в соответствии с требованиями ГОСТ 2.312—72.
В технических условиях чертежа указываются требования к качеству материала или сведения о его заменителе; сварочные материалы (если это необходимо); контрольные операции. Дополнительно могут указываться допустимые дефекты, основания для браковки, способы исправления брака, специальные испытания сварных соединений.