

M&M / Тех. оснастка / Лекции / ЛЕКЦИЯ 13
.docЛЕКЦИЯ 13
13. Контрольные и сборочные приспособления
13.1. Контрольные приспособления
Контроль качества изделий очень важен в современном машиностроении. Применение универсальных измерительных инструментов и калибров малопроизводительно, и не всегда обеспечивает нужную точность и удобство контроля, а в условиях поточно-автоматизированного производства вообще неприемлемо.
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машины.
Погрешность измерения в зависимости
от назначения изделия допускают в
пределах 8![]() 30%
поля допуска на контролируемый объект.
Общая (суммарная) погрешность измерения
определяется рядом ее составляющих:
30%
поля допуска на контролируемый объект.
Общая (суммарная) погрешность измерения
определяется рядом ее составляющих:
-
погрешностью схемы измерения;
-
погрешностью установки контролируемого изделия;
-
погрешностью настройки приспособления по эталону, износу деталей приспособления, а также колебаниями температуры.
На выбор схемы измерения большое влияние оказывает заданная производительность контроля. При 100% проверки деталей в поточном производстве время контроля не должно превышать темпа работы поточной линии.
13.1.1. Типы контрольных приспособлений
Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных – переносные. Наряду с одномерными находят широкое применение многомерные приспособления, где за одну установку проверяют несколько параметров.
Контрольные приспособления делят на пассивные и активные.
Пассивные применяют после выполнения операций обработки.
Активные устанавливают на станках, они контролируют детали в процессе обработки, давая сигнал на органы станка или рабочему на прекращение обработки или изменение условий ее выполнения при появлении брака.
Контрольное приспособление состоит из установочных, зажимных, измерительных и вспомогательных элементов, смонтированных на корпусе приспособления.
На установочные элементы (опоры) ставят проверяемую деталь своими измерительными базами для проведения контроля. Для установки применяют постоянные опоры со сферическими и плоскими головками, опорные пластины, а также специальные детали (секторы, кольца и т. д.) в зависимости от конфигурации детали.
Опоры со сферическими головками применяют для установки деталей на необработанные базы; с гладкой поверхностью – на обработанные базы.
Призмы используют для установки деталей на внешние цилиндрические поверхности.
Для проверки деталей на радиальное или осевое биение применяют установку на одно или два соосных цилиндрических отверстия.
Часто детали для проверки устанавливают на конические кольца или разжимные оправки. Кроме того применяют различные сочетания элементарных поверхностей в качестве установочных баз (плоскость - наружная цилиндрическая поверхность, плоскость – отверстия и т. д.)
В контрольных приспособлениях применяют ручные зажимные устройства (рычажные, пружинные, винтовые, эксцентриковые), также устройства с приводом (пневмозажимы). Часто применяют комбинированные зажимные устройства.
Измерительные устройства контрольных приспособлений делятся на предельные (бесшкальные) и отсчетные (шкальные). Особую группу составляют устройства, работающие по принципу нормальных калибров.
Предельные измерительные устройства не дают численного значения измеряемых величин, а все проверяемые изделия делят на три категории: годные, брак по переходу за нижнюю границу допуска и брак по переходу за верхнюю границу допуска.
В качестве простейших устройств применяют встроенные в контрольные приспособления жестко закрепленные или выдвижные предельные элементы (скобы, пробки, щупы т. д.).
Широкое применение получили электроконтактные датчики: их применяют в контрольно-сортировочных автоматах.
В качестве отсчетных измерителей используют индикаторы с рычажной или зубчатой передачами ( до 0,001 мм), а также пневматические микромеры (до 0,2 мм).
Вспомогательные устройства контрольных приспособлений имеют различное целевое назначение это различные поворотные устройства, ползуны, подъемные устройства, выталкиватели.
Корпусы контрольных приспособлений выполняют в виде массивной жесткой плиты или корпусной детали.
Изготавливают из СЧ 12 или СЧ 15.
На рис. 13.1 – 13.2 показаны примеры некоторых приспособлений.
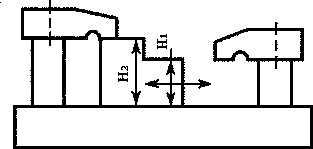
Рис. 13.1 Приспособление с жесткими предельными элементами.
Простейшая схема приспособления – схема с жесткими предельными элементами для проверки высоты уступов (размеры Н1 и Н2) ступенчатой детали, которую в процессе контроля передвигают по плите вручную (рис. 13.1). Контроль производят от нижней базовой плоскости.
Схема индикаторного приспособления для проверки соосности двух отверстий дана на рис.13.2. Контролируемую деталь 1 надевают на консольный пустотелый палец 2 и в процессе проверки поворачивают рукой на один оборот. При эксцентриситете малого отверстия измерительный наконечник 3 передает движение через рычаг 4 и штифт 5 на индикатор 6 . На его шкале отмечается удвоенная величина эксцентриситета.
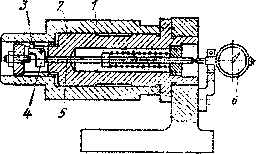
Рис. 13.2. Индикаторное приспособление для проверки соосности двух отверстий.
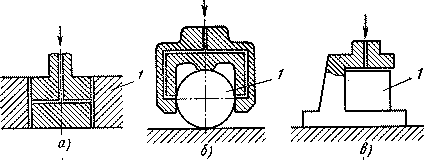
б) диаметра стержней; в) высоты детали.
Рис. 13.3. Пневматические устройства для контроля а) – отверстий;
13.2. Сборочные приспособления
Назначение: приспособления используют при узловой и общей сборке изделий. Они обеспечивают высокую производительность и удобство сборки, точную, быструю установку и закрепление сопрягаемых изделий.
По степени специализации сборочные приспособления разделяют на универсальные и специальные.
Универсальные применяют в единичном и мелкосерийном производстве. К ним относятся плиты, сборочные балки, призмы, угольники, домкраты и различные вспомогательные детали и устройства (подкладки, клинья, винтовые прихваты и т. д.).
Плиты и балки служат для установки, выверки и закрепления собираемых машин или их узлов. На их поверхности выполняются Т-образные пазы.
Призмы и угольники служат для установки и закрепления узлов или базовых деталей. На их установочных поверхностях выполняют сквозные продолговатые окна для крепежных болтов.
Домкраты служат для выверки и поддержки тяжелых деталей и узлов.
Специальные сборочные приспособления применяют в серийном и массовом производстве.
По назначению различают два основных типа специальных приспособлений.
К первому типу относятся приспособления для неподвижной установки и закрепления базовых деталей и узлов. Приспособления этого типа обеспечивают необходимую устойчивость детали в процессе сборки и повышают производительность труда, так как рабочие освобождаются от необходимости удерживать объект сборки руками.
Ко второму типу специальных приспособлений относятся приспособления для точной и быстрой установки соединяемых деталей и частей изделий (для пайки, клепки, склепывания, развальцовки, посадки с натягом и т. д.).
Кроме выше перечисленных типов сборочных приспособлений в машиностроении используют приспособления для предварительного деформирования собираемых упругих элементов (пружин, рессор, разрезных колец и т. д.).
13.2.1. Элементы сборочных приспособлений
Специальные сборочные приспособления состоят из корпуса и смонтированных на его основе установочных элементов и зажимных устройств.
Установочные элементы такие же, как и у станочных приспособлений.
Зажимными устройствами фиксируют полученное при установке положение собираемых деталей и обеспечивают их устойчивость при сборке. Зажимные механизмы здесь такие же как и в станочных приспособлениях.
Вспомогательные устройства: поворотные и делительные механизмы, фиксаторы, выталкиватели и др.
13.2.2. Особенности проектирования специальных сборочных приспособлений
Исходными данными являются чертеж изделия, технические условия на приемку изделия, технологический процесс сборки, из которого берут последовательность и содержание операций, принятое базирование, оборудование и инструменты, режимы работы, а также заданную производительность с учетом времени на установку, закрепления и снятие сборочного изделия.
Последовательность проектирования:
-
конструирование начинают с уточнения схемы установки базовой и сопрягаемых деталей изделия;
-
затем определяют тип, размеры, количество и взаимное расположение установочных элементов;
-
зная силы, возникающие в процессе сборки, устанавливают место приложения и величину сил для закрепления базовых деталей. Исходя из этого, а также учитывая заданную производительность, конфигурацию и точность изделия, выбирают размеры и конструкцию защитного устройства;
-
далее выявляют элементы для направления собираемых деталей;
-
устанавливают необходимые вспомогательные устройства;
-
оформляют конструкцию корпуса приспособления.
13.2.3. Расчет точности сборки в приспособлении.
Точность сборки зависит от вида сопряжения деталей, точности их изготовления, метода базирования при сборке, а также от точности сборочного приспособления. Наибольшая точность обеспечивается при сборке сопрягаемых деталей по центрирующим поверхностям без зазора. В этом случае приспособление не влияет на точность сопряжения деталей по их концентричности (рис. 13.4, а). При неподвижных сопряжениях деталей, ориентируемых при сборке по центрирующим элементам с гарантированным зазором, их наибольшее смещение в боковом направлении от среднего положения равно максимальному радиальному зазору. Применяя конические или разжимные направляющие элементы приспособления (рис. l3.4, б), можно это смещение перед окончательным скреплением деталей свести к минимуму .

Рис.13.4. Конструктивные схемы к расчету точности сборки в приспособлениях
При подвижном соединении точность взаимного положения деталей не зависит от приспособления, а определяется точностью изготовления самих деталей. Взаимное положение осей механизма зависит от точности расположения отверстий в платах и от зазоров между цапфами и отверстиями.
При отсутствии центрирующих элементов сборку изделия ведут, совмещая технологические базы сопрягаемых деталей с измерительными, т. е. с поверхностями, по которым производится измерение заданного размера. На рис. 13.4, в показан пример сборки, относящийся к этому случаю. У соединяемых деталей 1 и 2 технологическими базами, которыми они контактируют с установочными элементами а сборочного приспособления, являются вертикальные площадки. После выполнения соединения (стык показан жирной линией) выдерживаемый размер х проверяют по тем же площадкам. В результате совмещения технологических и измерительных баз точность сборки будет наибольшая, так как погрешность базирования при этом равна нулю. Размер х может изменяться лишь вследствие износа установочных элементов приспособления. На рис. 14.3, г показана схема сборочного приспособления, где технологические базы деталей не совмещены с измерительными. В этом случае выдерживаемый размер х выполняется с погрешностью базирования, равной сумме допусков на размеры l1, и l2 сопрягаемых деталей.
На рис. 13.4, д показано приспособление
для запрессовки втулки 4 в корпус
3. При сборке выдерживается размер
Н. Поверхность а и поверхность
b втулки являются технологическими
и измерительными базами. Условие
совмещения баз при этом выполняется, и
погрешность базирования для размера Н
равна нулю. Если при сборке выдерживается
размер H1, то условие
совмещения баз выполняется только для
детали 3. Для детали 4 оно не
выполняется (поверхность b —
технологическая база, а поверхность с
— измерительная), поэтому по отношению
к размеру H1 возникает
погрешность базирования, численно
равная допуску на длину втулки
![]() .
При выполнении размера H2
условие совмещения баз, как это видно
из чертежа, не выдерживается для обеих
сопрягаемых деталей. Возникает погрешность
базирования для размера H2,
численно равная :
.
При выполнении размера H2
условие совмещения баз, как это видно
из чертежа, не выдерживается для обеих
сопрягаемых деталей. Возникает погрешность
базирования для размера H2,
численно равная :
![]() ;
;
где:
![]() —
допуск на размер l2 корпуса.
—
допуск на размер l2 корпуса.

Рис. 13.5. Схема для расчета размерных цепей сборочного приспособления.
Изменив схему приспособления (рис. 13.4, е) и применив ступенчатый наконечник прессующего устройства, можно привести погрешность базирования для размера H2 к нулю при условии, что по нижнему торцу втулки предусмотрен зазор. Из рассмотренных примеров видно, что погрешность базирования в сборочных приспособлениях может достигать больших значений, чем при механической обработке.
Если при сборке закрепляются обе сопрягаемые детали силами Q1 и Q2 (см. рис. 13.4, в), то погрешность закрепления:
![]() ;
;
где
![]() —
погрешности закрепления от сил Q1
и Q2.
—
погрешности закрепления от сил Q1
и Q2.
В данном случае увеличивается также погрешность закрепления по сравнению с погрешностью при установке заготовки в станочных приспособлениях.
При сборке более сложных узлов с большим количеством деталей точность выдерживаемого размера может быть определена на основе расчета соответствующей размерной цепи. При решении размерной цепи по максимуму и минимуму (метод полной взаимозаменяемости) допуск на выдерживаемый размер х (рис. 13.5, а).
![]() ;
;
где:
![]() —
допуск на размер L приспособления;
—
допуск на размер L приспособления;
![]() —
сумма допусков на размеры l1,
l2, ..., ln деталей.
Эта формула справедлива для случая,
когда сборка осуществляется с
использованием нескольких приспособлений
(дублеров) или приспособлений-спутников
на автоматической линии. Если сборку
производят в одном приспособлении, то
величину
—
сумма допусков на размеры l1,
l2, ..., ln деталей.
Эта формула справедлива для случая,
когда сборка осуществляется с
использованием нескольких приспособлений
(дублеров) или приспособлений-спутников
на автоматической линии. Если сборку
производят в одном приспособлении, то
величину
![]() учитывать
не следует или при большой программе
выпуска изделий под ней нужно понимать
допуск на износ установочных элементов
приспособления.
учитывать
не следует или при большой программе
выпуска изделий под ней нужно понимать
допуск на износ установочных элементов
приспособления.
Из этого выражения можно найти допуск
![]() на
размер приспособления, зная допуски на
размеры сопрягаемых деталей, и допуск
на
размер приспособления, зная допуски на
размеры сопрягаемых деталей, и допуск
![]() на
выдерживаемый размер:
на
выдерживаемый размер:
![]() ;
;
При решении размерной цепи по методу неполной взаимозаменяемости допуск на выдерживаемый размер х можно определить по формуле:
![]() ;
;
где: t — коэффициент, определяющий риск (%) получения брака по выдерживаемому размеру при сборке; обычно берут t = 3:
Коэффициент t.............1 2 4
Риск брака, %.............32 4,5 0,27;
![]() ,
,![]() ,
...,
,
...,
![]() —
коэффициенты, зависящие от формы
кривых распределения размеров
соответствующих сопрягаемых деталей
узла.
—
коэффициенты, зависящие от формы
кривых распределения размеров
соответствующих сопрягаемых деталей
узла.
В случае кривой распределения, близкой
к нормальной,
![]() .
Для кривой, равной вероятности, и в
случае, когда о форме кривой ничего не
известно, рекомендуется принимать
.
Для кривой, равной вероятности, и в
случае, когда о форме кривой ничего не
известно, рекомендуется принимать
![]() .
Если кривая распределения близка к
треугольнику,
.
Если кривая распределения близка к
треугольнику,
![]() .
Зная исходные величины и задаваясь
значениями t, можно определить допуск
.
Зная исходные величины и задаваясь
значениями t, можно определить допуск
![]() на
размер сборочного приспособления:
на
размер сборочного приспособления:
 ;
;
Результаты расчета показывают, что при сравнительно небольшом риске получения брака допуск на размер приспособления можно значительно расширить. Вместе с тем расширяют допуски и на размеры сопрягаемых деталей.
Контрольные задания.
Задание 13.1.
Чем определяется общая (суммарная) погрешность измерения?
Задание 13.2.
Какие существуют типы контрольных приспособлений?
Задание 13.3.
Последовательность проектирования специальных сборочных приспособлений.
Задание 13.4.
От чего зависит точность сборки приспособления?