ОЗИиУИС / Контрольная работа / Приложения к Контрольной работе / Исходные данные к подзаданию 1 / вар 13
.docИсходные данные к варианту 13
|
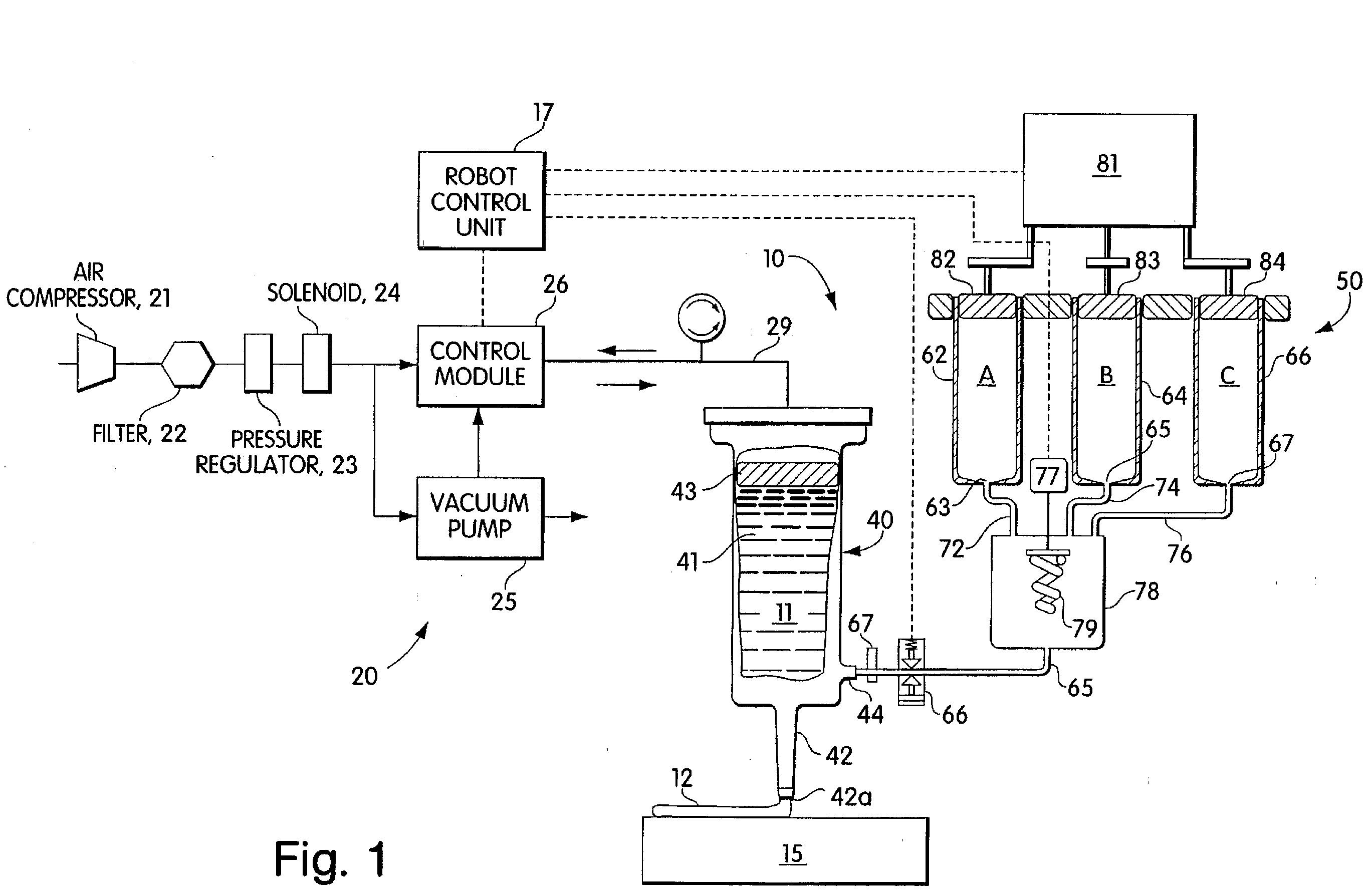
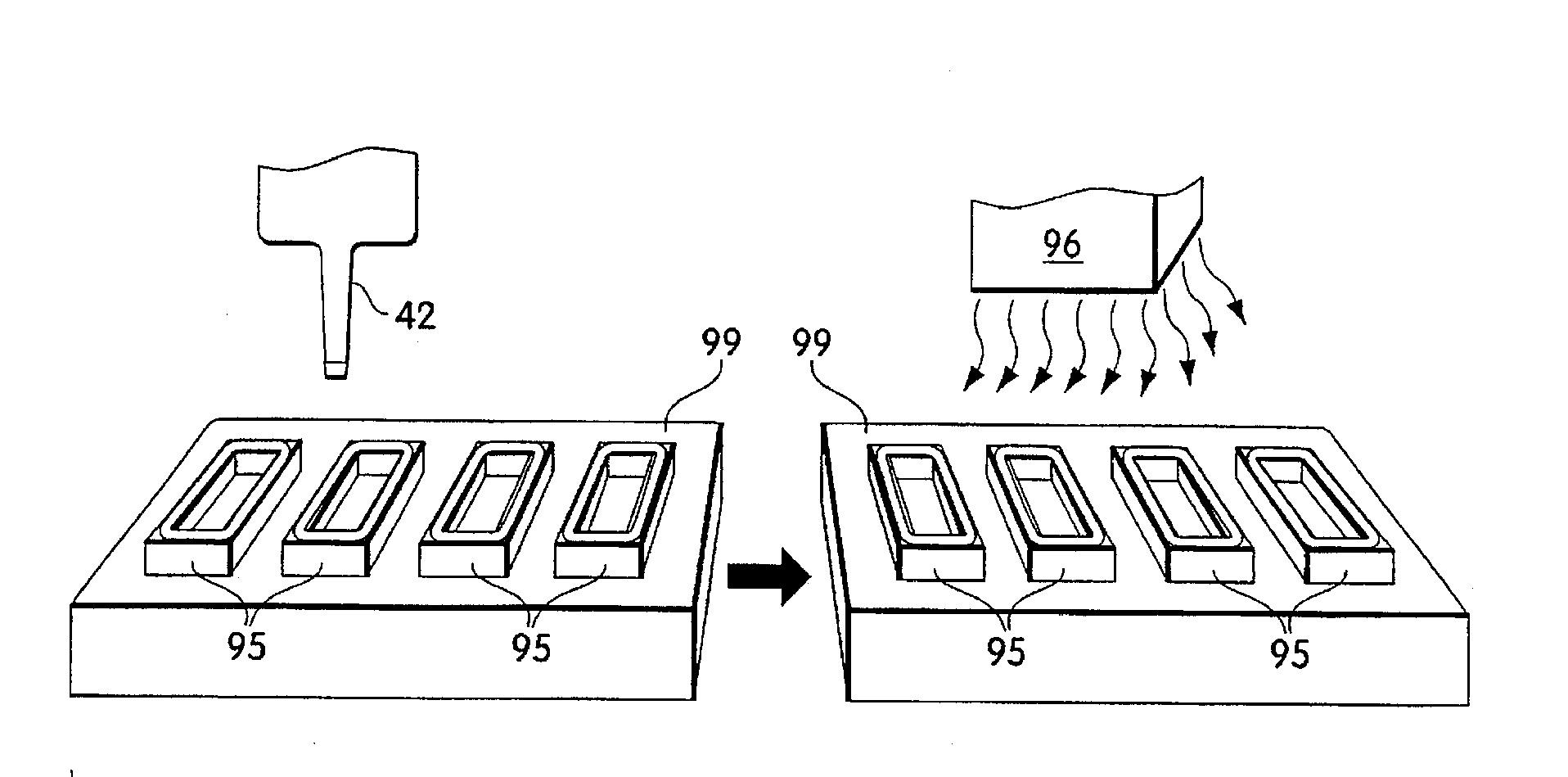
Задание 1. ОПС 1: Экструдер (fig. 1) для теплового формования прокладки, защищающей от электромагнитного излучения сотовый телефон, ноутбук и т.д., из жидкого полимерного материала, включающего электропроводящую добавку, автоматически под управлением от ЭВМ выполняющий операции 1) загрузки в смесительную камеру 79 экструдера (fig. 1) жидкого полимерного материала, включающего электропроводящую добавку; 2) выдавливания путём повышения давления сжатого газа в экструдере нагретого жидкого полимерного материала с добавкой через экструзионную головку 42 экструдера; 3) формования (fig. 2) прокладки непосредственно на основании 95 для уменьшения отходов материала (процесс заливки материала в основание и разрез основания – см fig. 3); 4) снижения давления в экструдере для завершения процесса формования прокладки; 5) полимеризации и затвердевания электропроводящей добавки в жидком полимерном материале |
|
Отличительные признаки: 1 экструзионная головка 42 экструдера соединена с камерой 40 для экструзии материала и подвижна по отношению к основанию 95; 2 давление воздуха в экструдере может изменяться и корректироваться в зависимости от скорости экструзионной головки, количества экранирующей добавки в камере экструдера, расхода и вязкости материала |
|
Графика к заданию 1
Fig. 2
Fig. 3 |
|
Задание 2. ОПС 2: Способ получения коррозионно стойкой и высокопрочной ферритовой ленты нержавеющей стали, состоящей из 2-5 мас. % Ni; 15-19 мас. % Cr; 1-2 мас.% Мо; и остальное Fe, и имеющей толщину 0,5-2,0 мм |
|
Отличительные признаки: Включает операции - горячей прокатки до толщины 2,0-5,0 мм, - отжига горячекатаной ленты при 800-1000 °С в неокислительной среде, - холодной прокатки ленты до толщины от 0,5 до 2,0 мм, - окончательного отжига холоднокатаной ленты при температуре 1120-1200 °С в течение 2-5 минут |
|
Графика к заданию 2 – нет |