

3.1.Требования к оформлению рабочего чертежа детали и чертежа заготовки
Чертеж изготовляемой детали выполняется в масштабе карандашом на листе чертежной бумаги формата А4 (210x297) по ГОСТ 2.301-68**.
Примечание, Для чертежей сложных и крупногабаритных деталей использовать формат АЗ (297х420).
Оформление чертежа должно производится с учетом последних рекомендаций ГОСТов. Единой конструкторской документации (ЕСКД) и в соответствии с СТП БИМСХ 2.0.01-88/12/. Основным требования к чертежам детали установлены ГОСТ 2.109-73*. Рабочий чертеж детали должен содержать все данные для изготовления всех элементов детали размеры и предельные отклонения, обозначения шероховатости поверхности а также должны быть указаны технические требования на термообработку, твердость и другие данные, которым деталь должна соответствовать
перед сборкой.
П![]() редельные
отклонения линейных размеров на чертежах
следует, указывать условными обозначениями
полей допусков с указанием справа в
скобках числовых значений предельных
отклонений, например: 18Н7(+0,018); 12с8(-0,032
-0,059)
редельные
отклонения линейных размеров на чертежах
следует, указывать условными обозначениями
полей допусков с указанием справа в
скобках числовых значений предельных
отклонений, например: 18Н7(+0,018); 12с8(-0,032
-0,059)
Численные значения предельных отклонений линейных размеров деталей типовых соединений приведет в справочной литературе/6,7,22/ и др.'
Особое внимание должно уделяться техническим требованиям к готовой детали. Эти требования должны содержать условия, которые, . как правило, невозможно изобразить графически. Технические требования должны быть изложены на свободном поле чертежа. На листах. формата А4 технические требования помещают над основной надписью чертежа параллельно ей.
Технические требования на чертеже излагают, группируя вместе
однородные или близкие по своему характеру, в следующем порядке: требования к материалу, заготовке, термической обработке, твердости, к свойствам материала готовой детали и т.п., Размеры, предельные отклонения размеров допусков формы и расположения поверхностей, массы и т.п.
Требование к качеству поверхностей, указания об ил отделке,
покрытии; расположение отдельных элементов конструкции;
требования, предъявляемые к настройке и регулированию.
Технические требования рекомендуется излагать по пунктам, которые должны иметь сквозную нумерацию. Каждый пункт технических требований записывают с новой строки. Заголовок "Технические требования" не пишут.
При оформлении основной надписи чертежей и ПЗ следует пользоваться СТП БИМСХ-/12, с.23...27/.
Пример оформления рабочего чертежа детали приведен в прил. 4 метод. указаний. Примеры оформления чертежей . ряда деталей приведены в /5, с. 169/,/7,рио.5.З, 5.5...5.7, с.355...357, 387...404/и
др.
Рабочий чертеж детали помещается в пояснительной записке в
подразделе 2.1. "Описание и технологический анализ изготовляемой детали".
Чертеж заготовки разрабатывается (по указанию преподавателя) на основании рабочего чертежа детали с учетом припусков, допусков и напусков в том же масштабе, который принят для изобретения детали; чертеж заготовки выполняется в соответствии с требованиями стандартов ЕСКД (ГОСТ 7505-78Х, ГОСТ 7829-70х, ГОСТ 2.423-78Х), Требования к оформлению заготовки изложены в /5,с.45...47,162...163,а также /3/,/4/ и др. Следует помнить, что контур заготовки вычерчивают сплошными контурными линиями по номинальным размеряй. Готовую деталь на чертеже заготовки наносят сплошной тонкой линией, давая лишь необходимые ее контуры, наглядно показывающие наличие припусков на обработку /4,рис.1.2,с.22/,/5,рис.3.2,с.45,рис.3.4,с.47/. Числовые значения припусков также дают на чертеже. Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых -в отливке, вычерчивают сплошной тонкой линией.
На чертеже заготовки также как и на чертеже детали, должны быть указаны технические требования. Порядок нанесения технических требований на чертеже регламентируется ГОСТ 2.318-68хх. Для заготовок (поковка, штамповка, отливка) указываются термообработка и твердость, допускаемая величина остатков заусенцев, способ очистки
.поверхности, глубина внешних дефектов, дефекты формы (сдвиг, эксцентричность сечений и отверстий, кривизна или стрела прогиба, смещение стержней) и другие пространственные погрешности, принятые при расчете припусков на механическую обработку (см./5,с. 162…163/), На чертеже должны быть даны технологические базы, используемые на первой операции механической обработки.
Чертеж заготовки помещается в пояснительной записке в 2.3 "Выбор заготовки".
3.2. Оформление технологических документов
В домашнем задании для оформления разработанных технологических процессов механической обработки деталей применяются следующие технологические документы:
1 Титульный лист (XII) форма 2 ГОСТ 3.1117-61
2. Маршрутная карта (МК): ' •заглавный лист форма 1 ГОСТ 3.1118-82
последующие листы форме I б ГОСТ З.1118-82
3. Операционная карта (ОК):
заглавный лист форма 3 ГОСТ 3.1404-86
последующие листы форма 3б ГОСТ 3.1404-86
4. Карта эскизов -.КЭ
заглавный лист форма 7 ГОСТ 3,1105-84
последующие листы форма 7а ГОСТ 3,1105-84
Примечание. Последующие листы технологических документов используются в случае, если на заглавном листе не удается разместить все содержание информации.
Оформление документов технологических процессов механической обработки деталей выполняют в соответствии с требованиями СТП БИМСХ 2.0.01-88 /12,с. 49...67, 101...125/, в котором учтены требования ЕСТД (ГОСТ 1115-79, ГОСТ 1118-82, ГОСТ 1119-83, ГОСТ 1103-82, ГОСТ З.1107-81, ГОСТ 1004-86, ГОСТ 3. 1702-79, ГОСТ 3.1121-84 и др.).
При оформлении технологических документов следует пользоваться /12,табл.2...6, с,53...63, 104, 110...125/ и др., а также примерами приведенными в настоящих методических указаниях.
Текстовую информацию на бланках технологических документов студенты оформляют построчно рукописным способом шариковой ручкой черной (или синей) пастой, высота бук и цифр н менее 2,5 мм по ГОСТ 2.304-81, а эскизы, схемы, условные обозначения опор и зажимов вычерчивают черным карандашом в соответствии с требованиями ГОСТ 2.302-68**, З.1107-81,3.1103-82. Обозначения технологического документа и технологического процесса соответствии с ГОСТ 3.1201-74** следующие: комплект технологических документов для механической обработки при разборке единичного технологического процесса -01140.00001; маршрутная карта для единичного процесса механической обработки - 10140.00001; операционная карта единичного процесса механической обработки- 60140.00004; операционная карта единичного процесса обработки на станках с числовым программным устройством -60146.00005; операционная карта технологического контроля единичного процесса -60103 .00008; карта эскизов единичного технологического процесса механической обработки - 20140.00003.
В нашем примере, в обозначении технологического документа 01140.00001 цифры первой и второй групп означают: 01-комплект-технологическж документов; I - единичный процесс; 40 - механическая обработка; 00001 - порядковый регистрационный помер комплекта документов. В обозначении маршрутной карты: 10140.00001: 10 - маршрутная карта; I – единичный процесс: 40 - механическая обработка; 00001 -порядковый регистрационный номер документа в комплекте.
Литература указывает стадию разработки технологической документации. Можно считать, что в домашнем задании технологическая документация разрабатывается на уровне предварительного проекта (литера II) или опытно го образца (литера 0).
В графе для обозначения детали может указываться обозначение детали по- заводскому документу, если существующий технологический процесс модернизируется, например 50-63482.- вал промежуточный. В домашнем задании в этой графе следует условно указать номер чертежа детали по .варианту задания, например 3-385А, где 3 - номер чертежа детали; З85А - вариант задания.'
Титульный л и с т - первой лист комплекта технологических документов на технологический процесс механической обработки резанием детали.
В учебном процессе при оформлении технологических документов не заполняются графы дополнительные по ГОСТ 2.104-68*, предназначенные для архивного учета документации на производстве и графы "Обозначения документа по ГОСТ","обозначение технологического процесса по. ГОСТ".
Номера цеха и участка в картах также не указываются, так как студент обычно такими сведениями не располагает.
3.2.1. Маршрутная карта (МК)- технологический документ, содержащий описание технологического процесса изготовления детали (включая контроль и перемещения) по всем операциям различных видов в технологической последовательности с указанием. соответствующих: данных по оборудованию, оснастке, материалам. Содержание операций излагается без указания переходов и режимов обработки. МК выполняет роль сводного документа. В соответствующих операционных картах описывается каждая операция с применением операционного описания.
Порядок заполнения граф маршрутных карт приведен в /12,табл. 2...6, с.53..,63, прил. 28, с.104, прил.34, с.111…112/.
Номера операций в МК (как и в ОК) рекомендуется проставлять трехзначными цифрами с интервалом в пять единиц ; (005,001,025,020 и т. д.) в последовательности, соответствующей, технологическому процессу
3.2.2. Операционная карта
Операционная карта (ОК - технологический документ, содержащий описание технологической операция с указанием последовательности выполнения переходов, данных: средствах технологического оснащения, режимах обработки, трудовых затратах. Операционная карта оформляется на каждую операцию.
Правила оформления ОК на технологические операции обработки резанием установлены ГОСТ 3.1404-86. Привила запаси операций и переходов обработки резанием регламентированы ГОСТ 3. 1702-79*
Запись информации в ОК (как и в МК) следует выполнять построчно с привязкой к соответствующим служебным символам. Правила и порядок применения служебных символов М, А, Б, О и Т по ГОСТ 3.1118-82 или /12, С.64....65, прил.3.4, С.113...118/.
Наименование технологических операций обработки резанием должно отражать применяемый вид оборудования и записывается именем прилагательным в именительном падеже, например: "Токарная", "Фрезерная", ''Шлифовальная", "Зубострогальная", "Фрезерная с ЧПУ" и т.п.
В содержание технологической операции (технологического перехода) должно быть включено: I) ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (например,, точить, фрезировать, сверлить и т.п.); 2) наименование обрабатываемой поверхности, Конструкционных элементов или предметов производства (например, цилиндр, галтель, заготовка и т.п.); 3) информацию по размерам или их условным обозначениям; 4) дополнительную информацию, характеризующую число одновременно или последовательно обрабатываемых поверхностей, характер обработки ;например, предварительно, о одновременно, по копиру и т.п.).
В записи операции и технологического перехода не рекомендуется указывать шероховатость обрабатываемых поверхностей.
Допускается в текстовой. части записи информаций сокращения слов и словосочетаний в соответствии с ГОСТ 3.1702-79*. Дополнительная информация при записи операций и переходов выбирается разработчиком документов по ГОСТ 3.1102-79*
Технологические операции следует отмечать тремя цифрами с интервалом через пять единиц (005,010,015 и т. д.) по ГОСТ 3.1004-81.
Технологические переходы следует нумеровать числами натурального ряда (I, 2, 3 и т.д.), установы- прописными буквами русского алфавита (А, Б, В и т.д.). Размерные характеристики обрабатываемой поверхности обозначают арабскими цифрами. Для обозначения позиций и осей допускается применять римские цифры.
Содержание перехода в документах следует указывать по всей длине строки с возможностью информации на последующие строки. При описании содержания перехода указывать данные по Т0 и Тв Указание данных выполнять на уровне строки, где заканчивается описание содержания перехода.
Указание данных: по технологическим режимам следует выполнять сразу после записи состава применяемой технологической оснастки.
При указании данных по технологической оснастке следует руководствоваться требованиями соответствующих: классификаторов, государственных, и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки, при этом информацию следует -записывать в последовательности: приспособления; вспомогательный инструмент; режущий инструмент; средства измерения. Запись информации следует выполнять по все" длине строки с возможностью переноса информации на последующие строки. Допускается обозначение каждой составной части технологической оснастки приводить на одной строке.
Содержание вспомогательных переходов установки, закрепления, переустановки при наличии графического изображения обрабатываемой заготовки с указанием условных обозначений- опор и зажимов не записывается, а время на вспомогательный переход включается во вспомогательное время последующего основного перехода. При отсутствии достаточной графической иллюстрации следует выполнять соответствующую запись. Например «Переустановить и закрепить заготовку». В этой строке заполняется только графа вспомогательного времени.
3.2.3. Карта Эскизов.
Карта эскизов (КЗ) - графический, документ, содержащий технологические эскизы, схемы и таблицы, необходимые для пояснения выполнения технологического процесса, операции или перехода изготовлении детали.
Оформляется в соответствии с требованиями ГОСТ . 3.1105-84/12,с.65...67,прил.34, с.119...125/. Технологические эскизы на операции можно выполнять без соблюдения масштаба, но с примерным соблюдением пропорций, обеспечивающих четкое представление о детали. На технологическом эскизе изображают те виды, разрезы, сечения и указывают только, те размеры, предельные отклонения, обозначения шероховатости, технические требования и т.п., которые необходимы для выполнения и контроля операций или служат в качестве дополнительной справочной информации. Количество видов, разрезов и сечений должно быть достаточным для наглядного и ясного представления конструкции детали и возможности проставления размеров, шероховатости поверхностей, условных обозначений опор и зажимов. Режущий, инструмент на эскизе показывать не нужно. На эскизах для операций и переходов, обрабатываемая поверхность показывается в том состоянии, которое она приобретает в результате выполнения данной, технологической операции или перехода. Обрабатываемые на данной операции или переходе поверхности обводят утолщенными в 2...3 раза сплошными линиями чёрным или цветным (красным) карандашом и нумеруют арабскими цифрами, проставляемыми в окружности (кружке) диаметром 6...8 мм, которые, соединяют с размерной или выносной линии. При этом размеры, предельные отклонения обрабатываемой поверхности в тексте содержания операции или перехода номер размера или конструктивного элемента не обводить кружком, например «Развернуть отверстие», "Точить канавку 2". Нумерацию следует производить в направлении часовой стрелки.
Размеры и предельные отклонения следует наносить на изображения по ГОСТ 2.307-68** и ГОСТ 2.308-79*, предельные отклонения допусков формы и расположения поверхностей по ГОСТ 2.308-79*, обозначения шероховатости по ГОСТ 2.309-73*. Графическое изображение опор, зажимов и установочно-зажимных устройств следует изображать по ГОСТ 3.1107-81. Таблицы, схемы и технические требования, дополняющие эскизы, помещают на свободном поле КЭ справа от изображения или под ним. Технические требования излагают по ГОСТ 2.316-68**.
Допускается изображать несколько отдельных эскизов для различных операций технологического процесса на одной карте эскизов (КЭ). В этом случае над каждым из эскизов следует указать .номер операции и подчеркнуть.
При выполнении на одной карте эскизов (КЭ) нескольким эскизов к разным операциям технологического процесса допускается сквозная нумерация обрабатываемых поверхностей или конструктивных элементов. При этом номера одной и той же обрабатываемой поверхности или конструктивного элемента, встречаемых в разных операциях, могут быть неодинаковыми.
В нижней части поля эскиза должны быть сформулированы требования безопасности или ссылки на инструкции и стандарты.
Следует подчеркнуть, что технологический эскиз и вся информация, помещаемая на поле эскиза или в карте, не должны содержать ничего, не относящегося к данной операции. Примеры заполнении технологических документов, содержании описание технологического процесса механической обработки вала ступенчатого (деталь 50-6063) приведены в прил.25 метод. указаний.
Все разработанные технологические документы должны быть скомплектованы и сброшюрованы вместе с пояснительной запиской в такой последовательности: I) титульный лист (форма 2 по ГОСТ 3.1104-74) 2) маршрутные карты; 3) операционные карты механической обработки в комплекте с картами эскизов в порядке выполнение технологического процесса обработки.
Карты технологического процесса и титульный лист подписываются исполнителем в графе "Разраб." и преподавателем в графе "Проверил" и в графе "Н.контр."
3.3. Требования к оформлению пояснительной записки.
Пояснительная записка составляется в объеме,15...20 страниц рукописного текста (при определении объема ПЗ приложения не учитываются) и должна удовлетворять требованием стандарта предприятия СТП БИМСХ 2.0.01-88 "Проекты (работы) курсовые и дипломные. Общие требования к оформлению".
ПЗ пишется на русском (или белорусском.) языке шариковой ручкой черной или фиолетовом пастой разборчиво и аккуратно, без сокращений слов, за исключением общепринятых сокращений, а также установленных; в стандартах. Формулировки должны быть простыми, четкими, ясными. Текст пояснительной записки пишется на одной стороне листа. белой нелинованной писчей бумаги формата А4; 297*210) с рамками и основной надписью по ГОСТ 2.104-68* (формы 2 и 2а ). Рамка чертится черной тушью или шариковой ручкой черной пастой на расстоянии 20 мм от левой стороны и на 5 им от трех остальных. Высота букв и цифр в тексте должна быть 2,5...5 мм. Расстояние от рамки до. границ текста следует оставлять в начале строк не менее 5 мм, а в конце строк - но менее 3 мм. От текста до верхней или нижней стороны рамки фермы - не менее 10 мм. Расстояние между строками 8,0...8,5 мм. Абзацы в тексте начинают отступом 15...17 мм.
Содержание пояснительной записки разделить на составные части: разделы и подразделы, если необходимо- пункты и подпункты:
Каждая составная часть ПЗ должна иметь порядковый номер. Нумерация производится арабскими цифрами в пределах документа (ПЗ). Номер каждой составной части должен включать в себя все номера соответствующих составных частей более высоких ступеней деления. Номера подразделов состоят из номера раздела и подраздела, разделенных точкой.
Наименование разделов и подразделов должно быть кратким, соответствовать содержанию документа и записываться в виде заголовков (в красную строку) прописными буквами, например:
8. Разработка технологических операций.
8.1 Установление рациональной последовательности технологических переходов.
8..2 Выбор металлорежущих станков и приспособлений
8.3 Назначение припусков и расчет предельных размеров заготовки по технологическим переходам
Переносы слов и их сокращения в заголовках не допускаются, и точку в конце заголовка не ставят. Если заголовок состоит из двух и более предложения, их разделяют точкой. Каждый раздел пояснительной записки начинают с новой страницы. Цифры, указывающие номера пунктов, не должны выступать за границу абзаца. Для разделов и подразделов расстояние между последней строкой и последующим заголовком должно быть, примерно 15 мм,
Условные буквенные обозначения механической, математических и других величин в ПЗ должны соответствовать государственным стандартам.
Значения символов и числовых коэффициентов, входящих в формулу, Должны быть приведены под формулой. Значения •каждого символа дают с новой строки в той последовательности, в какой они приведены в формуле, начиная со слова "где" без двоеточия после неге, например:
![]()
Где Lp расчетная длина обработки, мм;
n - частота вращения шпинделя станка, об/мин;
S- подача обрабатываемого инструмента, мм/об;
i-число рабочих ходов.
Размерность одного и того же параметра в пределах ПЗ в одной из установленных единиц измерения должна быть постоянной. Формулы, иллюстрации нумеруют арабскими цифрами (I, 2, 3 ... и т.д.) в пределах ПЗ Номер формулы указывают с правой стороны на уровне формулы в круглых скобках, как указано выше. Ссылки в тексте на порядковый номер формулы дают в круглых скобках, например: "Основное время для точения, растачивания, сверления, рассверливания, развертывания рассчитывается по формуле (1).
Ссылки на ранее упомянутые, иллюстрации дают сокращенным словом "смотри", например, "см.рис.I". Цифровой материал необходимо оформлять в виде таблиц. При переносе таблицы на другой лист необходимо головку таблицы повторить и над ней дать слово "Продолжение". Если в документе имеется насколько таблиц, то после слова "Продолжение" необходимо указывать номер таблицы, например Продолжение табл.1". Тематический заголовок таблицы помечают только над первой ее частью. Заголовок указывают в единственном числе. При использовании в ПЗ или другом документе справочных материалов необходимо давать ссылки на использованные источники с указанием в косых скоба порядкового номере источника (с указанием страницы, таблицы, графика), помещенного в конце ПЗ.
Описки, опечатки и графические неточности, обнаруженные в процессе выполнения ПЗ, допускается исправлять подчисткой и нанесением на том же месте исправленного текста (графики) пастой соответствующего цвета.
Повреждение листов ПЗ, помарки и следы неполного удаленного прежде текста (графики) не допускаются.
3.3.1. Структура и содержание пояснительной записки
Пояснительная записка начинается титульным листом, выполненным как одно целое с обложкой на чертежной бумаге по форме, приведенной в прил. 2 (повторение титульного листа по допускается). Надписи на титульном листе выполняются черной тушью основным или широким чертежным шрифтом (ГОСТ 2.304-81).Далее идет содержание. Оно включает в себя наименование разделов (подразделов, при необходимости пунктов) с указанием арабскими цифрами порядковых номеров соответствующих листов пояснительной записки считая титульный лист (лицевую сторону обложки) первой страницей
Слово с о д е р ж а н и е записывают в виде заголовка (симметрично тексту). Наименования, включенные в содержание записывают строчными буквами. Пример оформления содержания приведен в пил. З метод. указаний. Первый лист содержания должен иметь на поле рамки основную надпись по форме 2 (ГОСТ 2.104-68*),последующие листы оглавления и текста ПЗ оформляются основной надписью по форме 2а. В содержании и в самой пояснительной записке должны содержать ; следующие разделы (каждый раздел ПЗ рекомендуется начинать с нового листа.
Введение (1 с.)
В нем нужно описать: А) значение механической обработки в машиностроительном и ремонтном производстве; б) перспективы развития технологических процессов механической обработки; в) цель и задачи домашнего задания; г) особенности задачи; поставленной перед студентом при проектировании технологического процесса механической обработки резанием детали. ,
Слово введение пишется на отдельной строке (симметрично тексту) прописными буквами высотой 5...7 мм, без указании порядкового номера раздела.
Исходные данные (I с.)
Сущность вопросов, которые должны быть описаны в этом разделе, изложены выше (см.2.1).
Описание и технологический анализ изготовляемой детали (1,5...2 с.).
Сущность и объем вопросов, которые должны быть раскрыты в этом разделе, подробно изложены в настоящем пособии. (см. 2.1),
Определение типа производства (1с).
Этот раздел должен быть изложен в соответствии с выше- • изложенными рекомендациями (см.2.2).
Выбор заготовки (1...2 с).
Этот раздел достаточно подробно освещен в настоящем пособии и должен быть выполнен в соответствии с изложенными рекомендациями (см.2.3).
Выбор технологических баз и способов базирования заготовок (1...1,5 с).
Сущность и объем вопросов, которые должны быть освещены в этом разделе, подробно изложены в настоящем пособии (см. 2.4).
При выборе установочных баз необходимо стремиться, чтобы их можно было по возможности использовать на всех или большинстве технологических операций, чтобы они совпадали с конструкторскими, или-измерительными базами детали.
Выбранные технологические базы должны обеспечить надежное крепление, равномерное снятие припуска на последующей обработке поверхности, наиболее точное взаимное положение обработанных и необработанных поверхностей, а также возможность качественной обработки на других операциях.
Определение методов и маршрутов обработки отдельных поверхностей заготовки (1,5...2 с).
Маршруты обработки отдельных поверхностей определяют исходя из требуемой точности и качества поверхности детали и выбранной заготовки. По заданной точности и шероховатости поверхности с учетом размеров, конфигурации детали и типа производства выбирают первый, завершающий и промежуточные методы обработки.- Выбор
конкретных методов производят с помощью таблиц экономической эффективности.
Рекомендации по определению методов и технологических маршрутов обработки отдельных поверхностей заготовки изложены в 2.6.1.
7. Разработка технологического маршрута изготовления детали (3...4 с).
Этот раздел является основной всего домашнего задания. От правильности и полноты разработки маршрута во многом зависят организация производства и технико-экономические показатели технологического процесса. Сущность и объем вопросов, которые должны быть решены в этом разделе, изложены выше (см. 2.5).
Для каждой операции технологического процесса необходимо дать обоснование выбора технологических баз, оборудования, последовательности операции, примененного инструмента и приспособлений.. Технологический процесс механической обработки должен разрабатываться в соответствии ЕСТН и удовлетворять требованиям ГОСТ 14.301-83. Общие правила разработки технологических процессов и выбора средств технологического оснащения.
8. Разработка технологических операций (7...9 с).
8.1 Установление рациональной последовательности технологических переходов (1...1.5 с).
Выбор металлорежущих станков и приспособлений (1,5…2 с).
Назначение припусков и расчет предельных размеров заготовки по технологическим переходам (2...3 с).
8.4.Выбор режущего инструмента, методов и средств технического контроля деталей (1,5...2 с).
8.5. Расчет режимов резании и норм времени (3...4 с).
Сущность и объем вопросов, которые должны быть освещены в разделе 8 пояснительной записки, подробно изложены в 2.6 методических указаний и приведенных там примерах.
9.0формление технологической документации (1,5...2 с).
Этот раздел рекомендуется изложить в соответствии с приведенными выше рекомендациями (см.3.2).
Для мелкосерийных и опытных производств рекомендуется оформлять технологические процессы соответственно: МК- по формам 1,16 ГОСТ 3.1118-82; ОК- по формам 3.36 ГОСТ 3.1404-86; КЗ -по формам 7, 7а ГОСТ 3.1105-84.
Заключение (0,5...1с).
3аключение являются неотъемлемой частью любого проекта (работы)
Заключение начинают с новой страницы после изложения основной части пояснительной записки.
Слово заключение пишется на отдельной строке (симметрично тексту) прописными буквами. Заголовок порядкового номера не имеет.
Заключение - краткое обобщение всего представленного в проекте (работе) материала. В нем дается информация основных вопросов, которыми занимался проектант (студент), приводится оценка предложенных технических решений. Особое внимание необходимо уделить на оригинальные разработки.
Список использованных источников.
Указываются все учебники и учебные пособия, ,справочники, журналы и другие периодические издания, которые били использованы при выполнении работы. Стандарты и нормали в список использованных источников не включают. Список. Использованных источников следует приводить в порядке появления ссылки на них. Вслед за порядковым номером литературного источника указывается номер, затем его инициалы, наименование источника, том, город, в котором издана
книга, издательство, год издания, количество страниц.
Примеры оформлению различных источников приведены в соответствующем разделе методических указаний. В тексте ПЗ ссылки на. литературные источники следует делать в вида косых скобок с цифрой внутри, соответствующей номеру этого источника в списке литературы, а также указывать порядковый номер таблицы, страницы на которые делается ссылка, например: устанавливаем маршрут обработки ступени вала по /18,табл.4, с.8...9/; данные для обработки резанием взяты из /18, табл.4, с 8./. Ссылки на источник приведены также в метод. указаниях. Целесообразно раньше составить список литературы, а затем приступать к окончательному оформлению пояснительной записки.
Все листы пояснительной записки необходимо пронумеровать в отведенных для этого графах основной надпит, в содержании должны, быть проставлены страницы всех разделов (см. прил. 3 метод, указаний).
Приложения оформляют как продолжение текста ИЗ после. "Списка использованной литературы". В приложения вкдючают (как уже отмечалось) технологическую документацию нал изготовление детали, распечатки ЭВМ и другие технические документы. Пример оформления приложений - см. метод. указания.
.3.4. Ошибки, допускаемые студентами при выполнении домашнего задания
В процессе работы над домашним заданием по разработке технологического процесса механической обработки детали студенты допускают ошибки, которые ведут к снижению качества или переделке некоторых пунктов или разделов работы. Укажем наиболее чисто повторяющиеся ошибки.
I. Пояснительная записка:
отсутствие основной надписи (штампа) для текстовых документов по ГОСТ 2.104-68.
подчеркивание заголовков или пользование цветными чернилами;
несоблюдение установленного интервала между заголовками и текстовой; частью пояснительной записки, а также между формулами и текстовой частью.
не указывается использованная литература в тексте пояснительной записки, .а также использованные формулы и таблицы; не указывается порядковый номер таблиц, .формул' и рисунков;
не используется единая система измерения; после расчетов по формулам не указывается единицы измерения;
использованная литература указывается без полного наименования, издательства и года издания и др.
2.Технологический процесс механической обработки:
обозначение операции римскими цифрами;
недостаточное использование современного высокопроизводительного технологического оборудования;
недостаточно правильный выбор технологических баз в процессе обработки изделия и отсутствие условных обозначения баз по государственному стандарту;
несоответствие технических параметров станка обрабатываемой детали;
но оставляется свободная строка между текстам и технологических переходов;
не, закрепляется технологическая карта подписью и датой разработчика (студента) и преподавателя
несоответствие комплектности технологического процесса механической обработки изделия.
3. Графическая часть работы:
Не в полном объеме выполняется штамп основной надписи рабочего чертежа детали, чертежа заготовки;
не на всех размерах устанавливаются или указываются
предельные отклонения или записывается в технических требованиях,
рабочего, чертежа детали;
недостаточно рационально устанавливается компоновка изображения.
Указанные недостатки и ошибки помогут студентам своевременно избежать их в процессе работы над домашним заданием и более критически подойти к разрабатываемым вопросам.
Литература
Технологии машиностроения (специальная часть) /А, А. Гусев, Е.Р.Ковальчук, И, М. Колесов И др.-М. Машиностроение, 1986-480с.
Балакшин Б.С. Теория и практика технологии машиностроения. В 2-х кн.-М: Машиностроение , 1982. Кн.1 -288 с. Кн. 2 -260 с.
Гербацевич А. Ф. Шкред В.А. Курсовое проектирование машиностроения.- Мн.: Выя. школа, 1983-256 с.
Дипломное проектирование по технологии машиностроения/под. общ. ред. В.В. Бабука- Мн: Выш. школа, 1979.-464 с.
Добрынев И.М. Курсовое проектирование по предмету "Технология машиностроения".-Машиностроение, 1986-184 с.
Допуски и посадки: Справочник. В 2-х ч. ЧI/Под общ.ред. В.Д.Мигкова.-Л.: Машиностроение, 1983- 543 с.
Допуски и посадки: Справочник. В 2-х ч. Ч.2 /под общ. ред. В.Д.Мигкова. -Л: Машиностроение, 1983-440 с.
8. Зайцев Б.Г., Рыцев С.Б. Справочник молодого токаря. -М: Высш. школа, 1986- 336 с.
9. Краткий справочник металлиста/ Под общей. Ред. П.Н. Орлова. Ё. А .Скороходова. -3-е изд. -М.: Машиностроение, 1986- 960 с.
10. Проектирование технологических процессов механической обработки в машиностроении. Учеб. пособие/ В. В .Бабук, В. А. Пкред Г. П. Кравченко, А.И. Медведев Под ред. В.В. Бабука- Мн.: Выш. школа, 1987-255 с.
11. Ползовский В.Е. Проектирование технологического процесса механической обработки резанием деталей машин: Метод.указания для студентов факультета механизация сельского хозяйства и механизации гижромелиоративных работ очного и заочного образования.
12. Стандарт предприятия. СТИ БИМСХ 2.0.01-88. Проекты работы курсовые и дипломные. Общие требовании к оформлению/С. А. Марченко, Ю. И. Титов, Л. А. Осипков, В. М. Кашко. Мн. БИМСХ, 1988-146
13. Нефедов Н. А. Осипов К. А. Сборник задач и примеров по резанию металлов и режущему инструменту. – М.: Машиностроение, 1990, -448 с.
14.Обработка металлов резанием: Справочник технолога/Под общ.ред.
А.А. Панова.-М: Машиностроение, 1988- 736 с. 15.0бщемашиностроительные нормативы резания для технического нормирования работ на металлорежущих станках-.Ч.1. Токарные, карусельные, токарно-револьверные, алмазно-расточные. Сверлильные строгальные долбежные и фрезерные станки. -М.: Машиностроение, 1974***- 416 с.
16. Общемашиностроительные нормативы режимов резания для технического нормирования работ па металлорежущих станках. Ч.Н. Зуборезные, горизонтально-расточные, резьбонакатные и отрезные станки.-М. Машиностроение, 1974***.-200 с.
17. Общемашиностроительные нормативы режимов резании для технического нормирования работ на шлифовальных и доводочных станках.-М.: Машиностроения 1974***-203 с.
18. Справочник технолога -машиностроителя. В 2-х т. Т1/Под ред. А. Г. Косиловой и Р.К.Мещерякова. -4-е изд. перераб. и доп. -М.: Машиностроение, 1985-656 с.
19. Справочник технолога-машиностроителя. В 2-х *. Т,2/Под ред. А.Г.Косиловой и Р. К. Мещерякова. 24-е изд., перераб. и доп. - М.: Машиностроение, 1985. - 496 с.
20.Ансеров М.А. Приспособления для металлорежущих станков. -М.: Машиностроение, 1975-656 с.
21.Справочник технолога-машиностроителя В 2-х т. Т.2 /В. Н. Гряднев, в.в./ Досчатов, В.С.Зимин, я др./Под ред. А. Н. Малова. -Изд. З-е –М.: Машиностроение, 1972. - 568 с.
22. Взаимозаменяемость, стандартизация и технические измерения: Метод, указания по курсовой работе. Ч.2 (приложения)/С. А. Марченко. -Мн.:
БИМСХ, 1985-129 с.
23. .Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. -2-е изд., перераб. и доп. –М.: Агропромиэдат, 1967-367 с.
24. Матвеев В. А. Пустовалов И. И. Техническое нормирование ремонтных работ в сельском хозяйстве. – М.: Колос 1979-322 с.
25.Абрамов Ф.Н.и др. Справочник по обработке материалов резанием, -Киев: Техника, 1983.
26. Кузнецов П.И. и др. Инструментальная оснастка ,для станков -Киев Техника, 1983-426 с.
27. Единый тарифно-квалификационный справочник работ и рабочих профессий (сквозные профессии). Вып 2.- М.: Машиностроение 1986-306 с.
Приложение
Приложение 1
Варианты заданий и эскизы деталей
Варианты домашнего задания с индексом «А»
|
Номер строки |
Номер эскизов \деталей |
Программное задание шт. |
Поверхности деталей для определения режимов резания. | |
|
аналитическим методом |
табличным методом | |||
|
1 |
рис.5 |
4000 |
Т |
Р, С |
|
2 |
рис.3 |
310 |
С |
Р, Т |
|
3 |
рис.4 |
260 |
Р |
С, Т |
|
4 |
рис.6 |
215 |
С |
Р, Т |
|
5 |
рис.2 |
8 |
Т |
Р, С |
|
6 |
рис.7 |
3150 |
Р |
С, Т |
|
7 |
рис.9 |
12000 |
Т |
Р, С |
|
8 |
рис.1 |
1800 |
С |
Р, Т |
|
9 |
рис.10 |
190 |
Р |
С, Т |
|
10 |
рис.9 |
16 |
Т |
Р, С |
**Примечание. Рамки выделен вариант 358А эскиз детали – рис. 4; программное задание – 8 шт., Р. С. Т – поверхности детали для определения режимов резания.
Р ис
1. Эскиз оси. Материал – сталь 45. Масса
детали – 0,21 кг. Неуказанные предельные
отклонения размеров: валовh14,
остальных ±IT14/2
ис
1. Эскиз оси. Материал – сталь 45. Масса
детали – 0,21 кг. Неуказанные предельные
отклонения размеров: валовh14,
остальных ±IT14/2
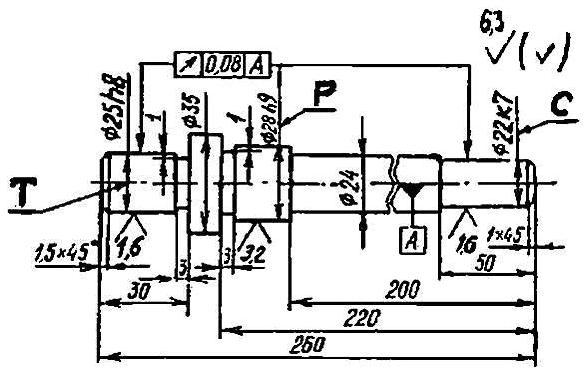
Рис 2. Эскиз вала. Материал – сталь 40Х. Масса детали – 1,32 кг. Неуказанные предельные отклонения размеров: валов h14 остальных ±IT14/2
Р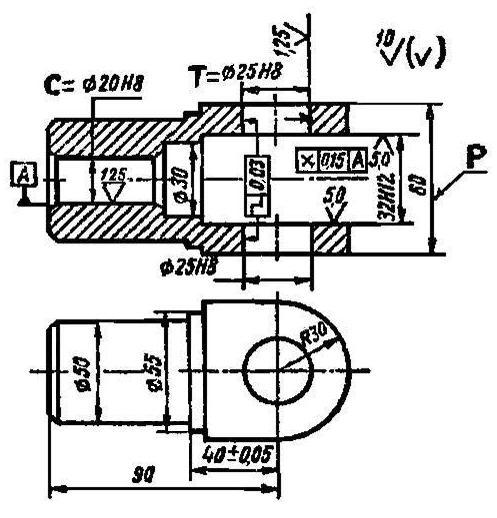
 ис.
3. Эскиз вилки. Материал – сталь 45.
Твердостью 40…45HRCэМасса детали – 0,25 кг. Неуказанные
предельные отклонения размеров: валовh14, отверстийH14
остальных ±IT14/2
ис.
3. Эскиз вилки. Материал – сталь 45.
Твердостью 40…45HRCэМасса детали – 0,25 кг. Неуказанные
предельные отклонения размеров: валовh14, отверстийH14
остальных ±IT14/2
Рис. 4. Эскиз втулки с гладким сквозным цилиндрическим отверстием. Материал – сталь 45. Твердость 50…52 HRCэ. Масса детали – 0,07 кг. Покрытие – Хим. Окс. Прм. Неуказанные придельные отклонения размеров: валовh14, отверстий Н14 остальных ±IT14/2

Рис. 5 Эскиз втулки.
Материал – сталь 45. Твердость 50…55 ![]() .
Масса детали – 0,25 кг. Покрытие –
Хим.Окс.Прм. Неуказанные предельные
отклонения размеров : валовh14, отверстийH14, остальных
±
.
Масса детали – 0,25 кг. Покрытие –
Хим.Окс.Прм. Неуказанные предельные
отклонения размеров : валовh14, отверстийH14, остальных
±![]()

Рис.6 Эскиз шкива.
Материал – чугун СЧ 25. Твердость 210НВ.
Масса детали – 1,6 кг. Неуказанные
предельные отклонения размеров : валов
h14, отверстийH14, остальных ±![]()

Рис.7. Колесо зубчатое. Материал сталь 40.Масса детали 0,12 кг. Торцовое биение поверхностей А и Б относительно оси отверстия не более 0,02 мм. Неуказанные придельные отклонения размеров: валов h14, отверстий Н14 остальных ±IT14/2

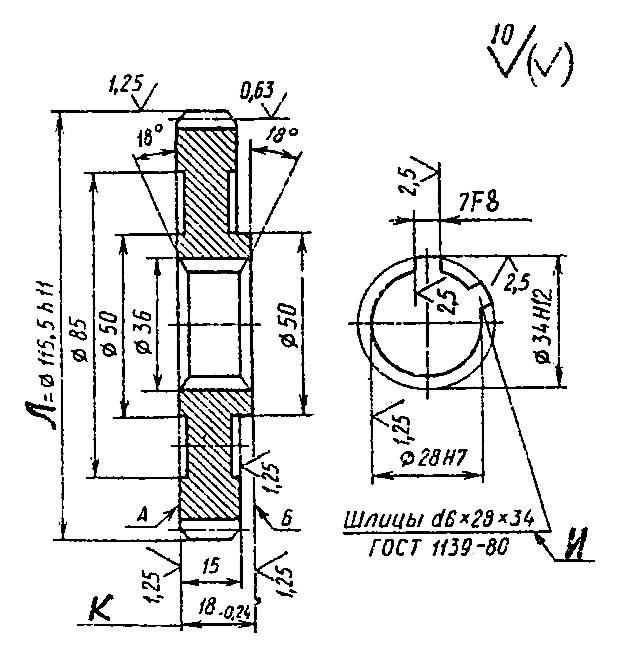
Рис.8 Эскиз
звездочки. Материал – сталь 45. Масса
детали – 0,38 кг. Модуль зубьев m=12,7,
число зубьевZ-22. Зубья
обработать ТВЧ на глубину 1…3 твердостью
45…50![]() .
Торцевое биение поверхностей А и Б
относительно оси отверстия – не более
0,05. Класс точности 2-й, шаг сопрягаемой
цепи – 12,7, диаметр ролика – 0,51. Фаски
1x
.
Торцевое биение поверхностей А и Б
относительно оси отверстия – не более
0,05. Класс точности 2-й, шаг сопрягаемой
цепи – 12,7, диаметр ролика – 0,51. Фаски
1x![]() ;
- размер для справок.
;
- размер для справок.
Р
 ис.
9. Эскиз вала. Материал – сталь 40Х. Масса
детали – 1,2 кг. Неуказанные предельные
отклонения размеров: валовh14,
остальных ±IT14/2. Шейку
вала Ø 30h8 обрабатывать
ТВЧ на глубину 3…3 мм твердостью 45…50HRCэ
ис.
9. Эскиз вала. Материал – сталь 40Х. Масса
детали – 1,2 кг. Неуказанные предельные
отклонения размеров: валовh14,
остальных ±IT14/2. Шейку
вала Ø 30h8 обрабатывать
ТВЧ на глубину 3…3 мм твердостью 45…50HRCэ
Рис.10 Эскиз втулки.
Материал – А12В. Масса детали 0,12 кг.
Неуказанные предельные отклонения
размеров : валов h14,
отверстийH14, остальных
±![]()
2. Варианты домашнего задания с индексом «Б»
|
номер строки |
Номера эскизов деталей |
Программное задание, шт. |
Поверхности детали для определения режимов резания | |
|
Аналитическим методом |
Табличным методом | |||
|
1 |
рис. 12 |
11800 |
Л |
К, И |
|
2 |
рис. 13 |
160 |
И |
К, Л |
|
3 |
рис. 15 |
3000 |
Л |
И, К |
|
4 |
рис. 16 |
100 |
К |
И, Л |
|
5 |
рис. 20 |
9 |
Л |
И, К |
|
6 |
рис. 18 |
130 |
И |
К, Л |
|
7 |
рис. 17 |
18 |
К |
И, Л |
|
8 |
рис. 14 |
3600 |
Л |
И, К |
|
9 |
рис. 11 |
50 |
И |
К, Л |
|
10 |
рис. 19 |
1200 |
К |
И, Л |
Примечание. Рамками выделен вариант 358Б: эскиз детали – рис.15 программное задание -9 шт., И, К, Л, - поверхности
детали для определения режимов резания.

Рис. 11. Эскиз втулки со ступенчатой наружной поверхностью.
Материал – сталь 45. Масса детали – 0.43 кг. Неуказанные предельные отклонения размеров валов h14, отверстий Н14, остальных ±IT14/2

Рис. 12. Эскиз стопора.
Материал – сталь 45. Масса детали – 6,16 кг. Неуказанные предельные отклонения размеров: валов h14, отверстий Н14, остальных ±IT14/2
Р ис.
13 Эскиз оси. Материал сталь 45-1-б. Масса
детали 1.4 кг. Поверхность А- ТВЧh1.5…4
мм, 42…57HRCэНеуказанные
придельные отклонения размеров: валовh14, отверстий Н14 остальных
±IT14/2
ис.
13 Эскиз оси. Материал сталь 45-1-б. Масса
детали 1.4 кг. Поверхность А- ТВЧh1.5…4
мм, 42…57HRCэНеуказанные
придельные отклонения размеров: валовh14, отверстий Н14 остальных
±IT14/2
Рис. 14. Эскиза втулки со ступенчатым отверстием. Материал – сталь 45. Твердостью 50…52 HRCэ. Масса детали- 0,21 кг. Покрытие Хим. Окс. Прим. Неуказанные придельные отклонения размеров: валовh14, отверстий Н14 остальных ±IT14/2
Р ис.
15 Эскиз вала
ис.
15 Эскиз вала
Материал – сталь 45. Масса детали – 0,85 кг. Неуказанные предельные отклонения размеров: валов h14, отверстий Р14, остальных ±IT14/2

Рис. 16 Эскиз фланца. Материал – чугун СЧ 20. Масса детали 0,38 кг. Твердость 190НВ. Неуказанные придельные отклонения размеров: валов h14, отверстий Н14 остальных ±IT14/2

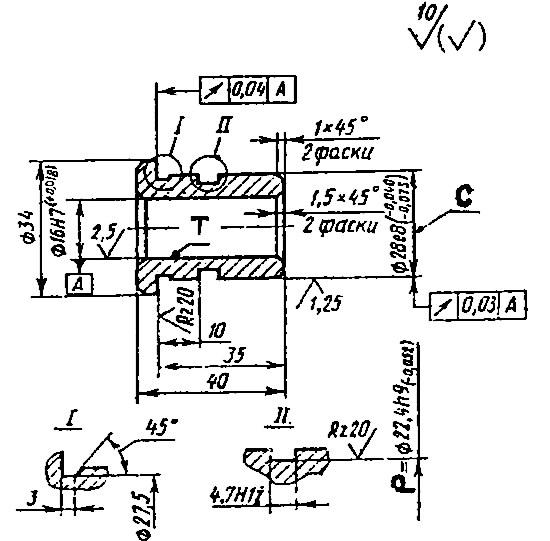
Рис. 17. Эскиз втулки с цилиндрическим ступенчатым отверстием. Материал – сталь 45. Масса детали – 0.21. Неуказанные придельные отклонения размеров: валовh14, отверстий Н14 остальных ±IT14/2
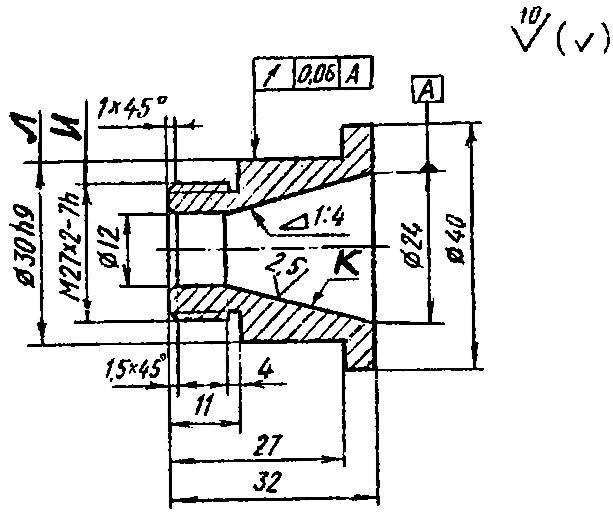
Рис. 18. Эскиз втулки с цилиндрическим и коническими участками в отверстии. Материал детали сталь 45. Масса детали – 0.15 кг. Неуказанные придельные отклонения размеров: валов h14, отверстий Н14 остальных ±IT14/2
 Рис.
19 Эскиз шлицевого вала. Материал –
сталь 45. Масса детали – 2,8 кг. Твердость
50…55
Рис.
19 Эскиз шлицевого вала. Материал –
сталь 45. Масса детали – 2,8 кг. Твердость
50…55 ![]() ..
Неуказанные предельных отклонения
размеров валовh14, отверстийH14, остальных ±
..
Неуказанные предельных отклонения
размеров валовh14, отверстийH14, остальных ±![]()

Рис.20 Эскиз вала.
Материал – сталь 45. Масса детали – 6,2
кг. Неуказанные предельные отклонения
размеров : валов h14,
отверстийH14, остальных
±![]()
ПРИЛОЖЕНИ 2
ПРИМЕР ОФОРМЛЕНИЯ ТИТУЛЬНОГО ЛИСТА ПОЯСНИТЕЛЬНОЙ ЗАПИСИ К ДОМАШНЕМУ ЗАДАНИЮ
БЕЛОРУССКИЙ ИНСТИТ МЕХАНИЗАЦИИ СЕЛЬСКОГО ХОЗЯЙСТВА
Кафедра технологии металлов
ДОМАШНЕЕ ЗАДАНИЕ № 3
РАЗРАБОТКА ЕДИНИЧНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ РЕЗАНИЕМ ВАЛА СТУПЕНЧАТОГО (ДЕТАЛЬ 3 – 385А)
Вариант 385А
Исполнитель
Студент 2 курса 115 м группы Данилов И.С.
Зачётная книжка №
Консультант
доцент Фролов К.А.
Минск - 1991
-
Перв. Примен.
ПРИЛОЖЕНИЕ 3
С О Д Е Р Ж А Н И Е
В В Е Д Е Н И Е ………………………………………………………………………3
1. ИСХОДНЫЕ ДАННЫЕ ……………………………………………………………4
2. ХАРАКТЕРИСТИКА КОНСТРУКТИВНО – ТЕХНОЛОГИЧЕСКИХ ОСОБЕНОСТЕЙ ИЗГОТОВЛЯЕМОЙ ДЕТАЛИ …………………………………..5
3. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА ……………………………………...6
4. ВЫБОР ЗАГОТОВКИ ……………………………………………………………..6
5. ВЫБОР БАЗ И СПОСОБОВ БАЗИРОВАНИЯ ………………………………….8
6. ОПРЕДЕЛЕНИЕ МЕТОДОВ И МАРШРУТОВ ОБРАБОТКИ ОТДЕЛ
ЬНЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ ………………………………………………….10
7. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРЩРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ……………………………………………………………………………..12
8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ………………………….12
8.1. Установление рациональной последовательности технологических
Переходов ……………………………………………………………………13
8.2. Выбор, металлорежущих станков и приспособлений ……………………15
8.3. Назначение припусков и расчёт предельных размеров заготовки по
технологическим переходам ……………………………………………….17
8.4. Выбор режущего инструмента, методов и средств технического контроля
деталей ……………………………………………………………………….19
8.5. Расчёт режимов резания и норм времени ………………………………….20
9. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ …………………….24
З А К Л Ю Ч Е Н И Е …………………………………………………………………25
СПИСОК ИСПОЛЗОВАННЫХ ИСТОЧНИКОВ …………………………………..26
ПРИЛОЖЕНИЕ. ЕДИНИЧНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ
(НАИМЕНОВАНИЕ) ……………………………………………..27
Справ. №
Подпись и дата
Инв. № дубл.
Взам. Инв. №
Подп. и дата
03.57.015.00.000.П3
Изм.
Лист
№ докум.
Подп.
Дата
Инв. № подл.
Разраб.
Иванов С.
Домашнее задание № 3
Лис
Лист
Листов
Провер.
Фролов
БИМСХ 2к., 12м гр.


Приложение 4.
Примеры оформления рабочих чертежей деталей.
Рис. 4.1.

200 … 230 НВ
h14,H14,IT14\2
Отверстие центровое – А4 ГОСТ14034 – 74.
Перекос шпоночного паза 8P9 относительно оси вала не более 0,02 мм.
Смещение шпоночного паза 8P9 относительно оси вала не более 0,07 мм.
Промежуточный
вал
БГАТУ,Гр1м

Рис. 4.2.
|
Модуль |
m |
4 |
|
Число зубьев |
z |
24 |
|
Нормальный исходный контур, с модификацией |
- |
Гост 13755-81 |
|
Коэффициент смещения |
X |
0 |
|
Степень точности по ГОСТ 1643 – 81 |
- |
6 – Х |
|
Длина общей нормали |
W |
40,1(+0,161) (+0,091) |
|
Делительный диаметр |
d |
107 |

Зубья обработать ТВЧ на глубину h1 … 3 до твёрдости 45 … 50HRC.
Торцовое биение поверхностей А и В относительно оси не более 0,02 мм.
Зубчатое колесо
БГАТУ,Гр1м