

Продолжение приложения 10
|
Эскиз |
Запись перехода полная |
Эскиз |
Запись перехода сокращенная |
|
|
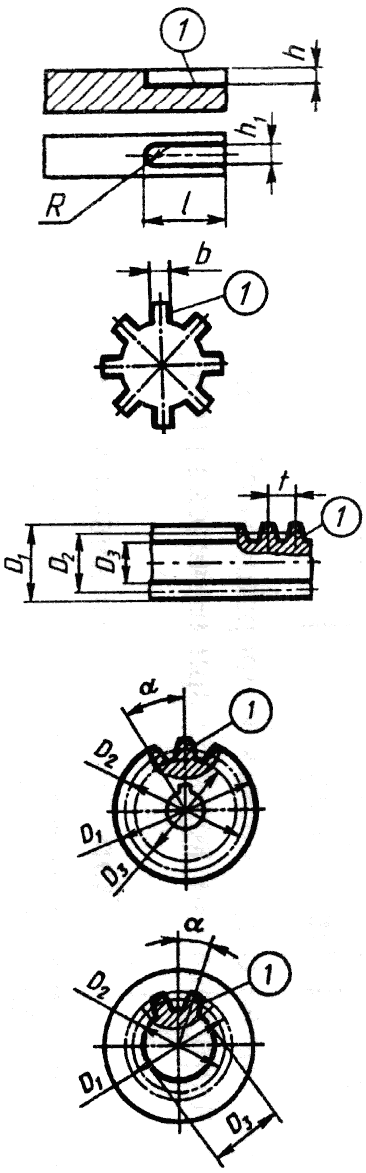
Фрезеровать паз по разметке, выдерживая размеры 1…4 |
|
Фрезеровать паз 1 по разметке |
|
|
Фрезеровать (шлифовать, полировать и т.п.) боковые поверхности шлицев, выдерживая размер 1 |
|
Фрезеровать (шлифовать, полировать и т.п.) поверхность шлицев 1 |
|
|
Нарезать (фрезеровать, шлифовать и т.п.) червяк, выдерживая размеры 1…4 |
|
Нарезать (фрезеровать, шлифовать и т.п.) червяк 1 |
|
|
Фрезеровать (долбить, строгать, протянуть, закруглить, шевинговать, притереть, обкатать, зачистить и т.п.) зубья, выдерживая размеры 1…4 |
|
Фрезеровать (долбить, строгать, протянуть, закруглить, шевинговать, притереть, обкатать, зачистить и т.п.) зубья 1 |







Приложение 11
Допускаемые сокращения слов в конструкторских и технологических документах (ГОСТ 1.5–85, 2.316–68, 3.1702–79)
|
Полное наименование |
Сокращение |
Полное наименование |
Сокращение |
|
Без чертежа Боковые Буртик Верхнее отклонение Взамен Внутренний Глубина Год, годы Деталь Длина Документ Допустимое отклонение Другой, другие Заготовка Изменение Измерение Измерительная головка Индикатор Индикатор часового типа Индикаторная стойка Инструмент Исполнение Класс (точности, др) Количество Конический Контрольное Конусность Конусообразность Левый Литера Лыска Максимальный Металлический Минимальный Наибольший Наименьший Наружный |
БЧ бок. бурт. верхн. откл. взам. внутр. глуб. г., гг. дет. дл. докум. доп.отклон. др. загот. изм. измер. измер. гол. индик. индик.час.тп индик. ст. инстр. исполн. кл. кол. конич. контр. конусн. конусообр. лев. лит. л-ка макс. металл. мин. наиб. наим. нар. |
Нижнее отклонение Номинальный Нормоконтроль Обеспечить Обр-ка, обрабатывать Окончательный Операция Основной Отверстие Отверстие центровое Отклонение Относительно Плоскость По порядку Поверхность Подпись Позиция Полуавтомат Правый Предварительно Предельное отклонение Приложение Примечание Приспособление Пробка Проверил Прочие Пункт, пункты Раздел Размер Разработал Револьверный Резьба Руководитель Сборочный чертеж Свыше
|
нижн. откл номин. Н. контр.* обеспеч. обраб. окончат. опер. осн. отв. отв. центр. откл. относит. плоск. п/п поверхн. Подп.* поз. п-авт. прав. предв. пред. откл. прилож. примеч. присп. п-ка Пров.* пр. п., пп. разд. разм. Разраб.* револ. р-ба Рук.* сб. черт св.
|
Окончание приложения 11
|
Полное наименование |
Сокращение |
Полное наименование |
Сокращение |
|
Сечение Смотри Согласно чертежу Специальный Спецификация Справочный Стандарт, стандартный Станок Старший Страница Таблица Так далее Твердость Техническ. требования Технические условия Техническое задание
|
сеч. см. согл. черт. спец. специф. справ. станд. ст-к Ст.* с. табл. т.д. тв. ТТ ТУ ТЗ
|
Технологич. контроль* То есть Толщина Тому подобное Точность, точный Утвердил Фаска, фаски Фасонный Цилиндр Цилиндрический Чертеж Шероховатость Шлицевый Шпоночный Экземпляр
|
Т. контр.* т.е. толщ. т.п. точн. Утв. ф-ка, ф-ки фасон. цил. цилиндр. черт. шерох. шлиц. шпон. экз.
|
Примечание. Сокращения, отмеченные знаком “*”, применяют только в основной надписи.