

2.2.2. Пример расчёта посадки с зазором
Задача: выбрать посадку распорной втулки на вал диаметром 32 мм, провести вероятностный расчет посадки.
Основным назначением распорной втулки является фиксация размера между подшипником качения и зубчатым колесом. Особых требований по точности сопряжения предъявлять нет надобности, соединение должно собираться легко, поэтому назначаем посадку для данного соединения Ø32Н9/d9.
Рассчитываем предельные размеры отверстия Ø32Н9.
По ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений» определяем значениядопуска IT9 = 62 мкми основного (нижнего) отклоненияEI = 0 мкм.
Верхнее отклонение будет равно
ES = EI + IT9 = 0 + 62 = +62 мкм.
Предельные размеры отверстия:
Dmin = D0 + EI = 32,000 + 0 = 32,000 мм;
Dmax =D0 + ES = 32,000 +0,062 = 32,062 мм.
Рассчитываем предельные размеры вала Ø32d9.
По ГОСТ 25346 определяем значениядопуска IT9 = 62 мкми основного (верхнего) отклоненияes= -80 мкм.
Нижнее отклонение будет равно
ei = es – IT9 = – 80 – 62 = – 142 мкм.
Предельные размеры вала:
dmin = d0 + ei = 32,000 – 0,142 = 31,858 мм;
dmax = d0 + es = 32,000 – 0,080 = 31,920 мм.
Результаты расчётов оформим в виде таблицы.
Таблица 1
Расчёт предельных размеров сопряжения
|
Размер |
IT, мкм |
ES (es), мкм |
EI (ei), мкм |
Dmin (dmin), мм |
Dmax (dmax), мм |
|
Ø32Н9 |
62 |
+ 62 |
0 |
32,000 |
32,062 |
|
Ø32d9 |
62 |
– 80 |
– 142 |
31,858 |
31,920 |
Строим схему расположения полей допусков сопрягаемых деталей и рассчитываем предельные значения зазоров.
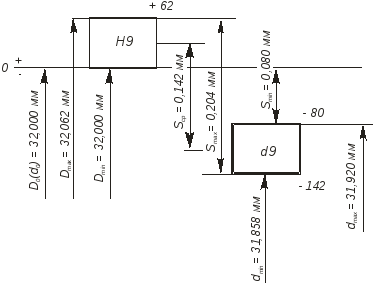
Рис.2. Схема расположения полей допусков вала и втулки
Smax = Dmax – dmin = 32,062 – 31,858 = 0,204 мм;
Smin = Dmin – dmax = 32,000 – 31,920 = 0,080 мм.
Средний зазор
Scp = (Smax + Smin)/2 = (0,204 + 0,080)/2 = 0,142 мм.
Допуск посадки
TS = ITD + ITd = 0,062 + 0,062 = 0,124 мм.
Принимаем, что и размеры вала, и размеры распорной втулки распределены по нормальному закону, и центр группирования каждого из размеров совпадает с координатой середины поля допуска. При нормальном распределении параметра 99,73% всех значений попадают в диапазон, ограниченный значением 6 стандартных отклонений (± 3σ). Если мы примем, что данный диапазон равен допуску (Т = 6σ), то на долю несоответствующих единиц продукции будет приходиться 0,27% деталей, что для условий машиностроительного производства является приемлемым. Следовательно, стандартное отклонение значений нормируемого параметра можно рассчитать по приближенной формуле как шестую часть допуска:
d = Тd/6,
D = ТD/6.
Тогда стандартное отклонение посадки получим путем геометрического суммирования стандартных отклонений размеров вала и втулки:
 .
.
Так как зазор – разность между диаметрами втулки и вала, то при распределении размеров в партии деталей по нормальному закону сами зазоры также будут распределены по нормальному закону. Центр группирования зазоров будет соответствовать среднему значению зазора. Таким образом, предельные значения вероятных зазоров можно получить как
Smax.вер.= Scp + 3S;
Smin.вер.= Scp – 3S.
Рассчитаем предельные значения вероятных зазоров.
![]() ;
;
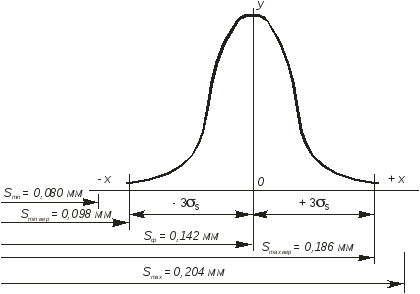
Рис.3. Схема распределения вероятных зазоров сопрягаемых деталей
Smax.вер. = 142 + 314,6 = 185,8 мкм 0,186 мм;
Smin.вер. = 142 – 314,6 = 98,2 мкм 0,098 мм.