

2.3. Схемы обработки поверхностей
На круглошлифовальных станках обрабатывают заготовки типа тел вращения. Цилиндрические и конические поверхности с 16
(относительно длинных заготовок) шлифуются с продольной подачей кругами прямого профиля (ПП), см. рис.1 а; 4а.
Шлифование с поперечной подачей (врезное шлифование) применяют при обработке: -коротких цилиндрических и конических поверхностей, длина которых может быть перекрыта шириной круга (рис.4 б, в) кругами формы ПП; - фасонных поверхностей кругами, имеющими необходимый профиль (рис.4 г); - торцовых поверхностей - кругами формы ЧК (чашечные конические) рис.4 д.
На плоскошлифовальном станке плоские поверхности шлифуют кругами ПП формы с продольной и поперечной подачей (см. рис. I б). При обработке некоторых поверхностей применяют специальные конические круги (рис.5 а).
Вертикальные поверхности обрабатывают кругами формы ЧК (рис. 5 б), фасонные поверхности - фасонными кругами (рис.5 в).
2.4,Приспособления, способы установки и закреплений заготовок на шлифовальных станках
На круглошлифовальных станках детали шлифуют главным образом в упорных стальных закаленных центрах с твердосплавными наконечниками, реже в патронах, на оправках и приспособлениях / 3, 5/.
При установке детали неподвижный передний центр вставляют в отверстие передней бабки станка, а задний центр помещают в отверстие пиноли задней бабки (рис.6 а). Крутящий момент передается хомутиком.
Для обработки деталей небольших диаметров и длины применяют срезанные или граненные центры, а при длительном шлифовании тяжелых деталей используют центры со смазочными канавками.
При шлифовании деталей с отверстиями типа втулок, цанг, дисков и т.п. применяют центровые и консольные, жесткие оправки (рис.66). Оправки с гидропластовым (рис.б в) или гидравлическим зажимом применяют при обработке деталей с неточным по форме отверстием. Зажим детали осуществляется за счет деформирования тонкостенной центрирующей втулки.4, напрессованной на корпус 2. Пространство между корпусом и втулкой заполняется гидропластом 5. Сила зажима передается, с помощью винта I и плунжера 3.
Нежесткие детали рекомендуется шлифовать с применением люнетов, поддерживающих деталь и предотвращающих ее прогиб под действием отжимающих сил и повышенного износа круга.
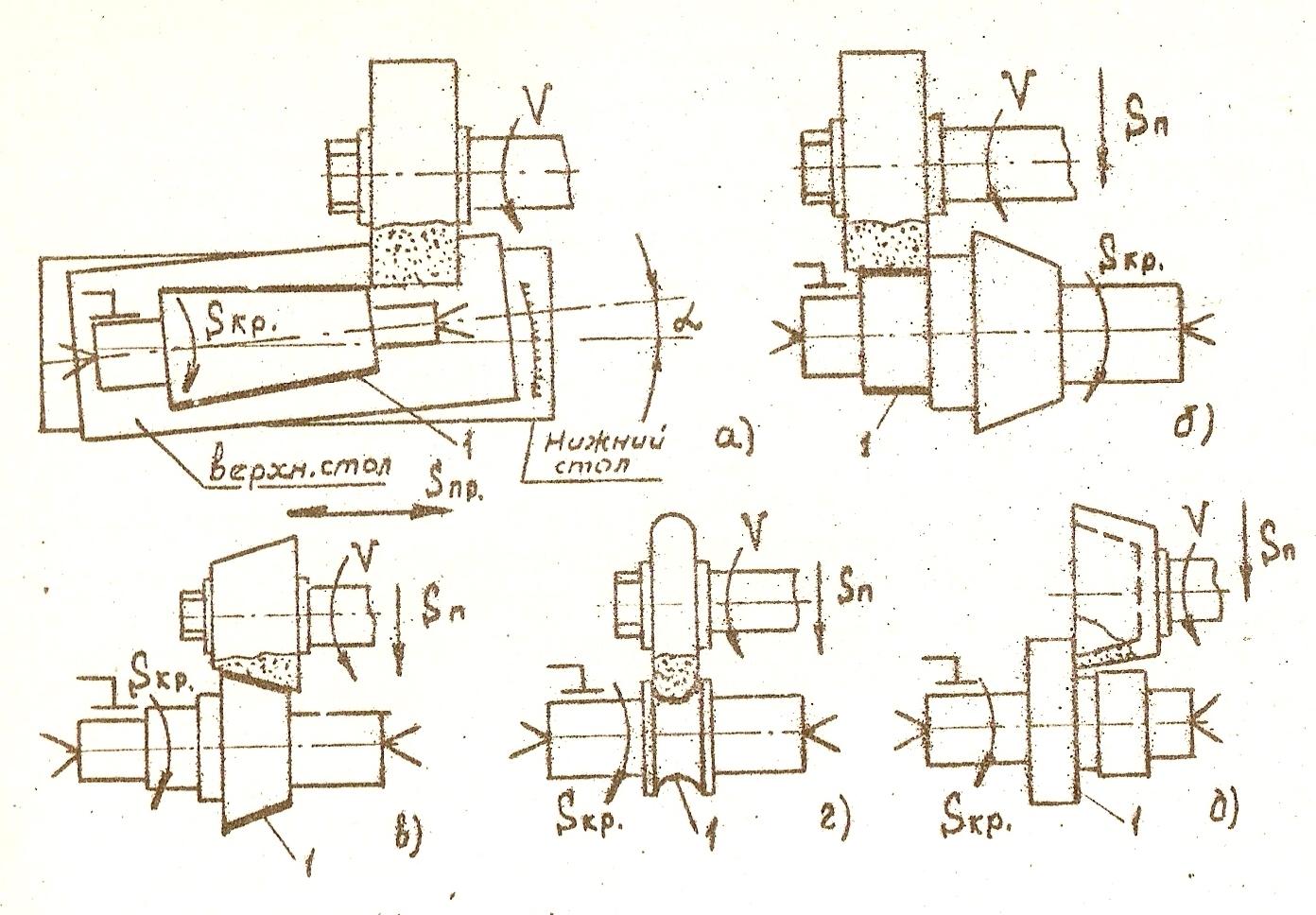
Рис.4 Схемы обработки поверхностей на круглошлифовальных станках

Рис.5 Схемы обработки поверхностей на плоскошлифовальных станках
В условиях серийного производства на круглошлифовольных станках применяют поводковые и консольные патроны, в которых деталь зажимается и освобождается автоматически.
Наиболее производительными приспособлениями для установки и закрепления обрабатываемых деталей на плоскошлифовальных станках являются электромагнитные и магнитные приспособления.
К стандартным электромагнитным приспособлениям откосятся прямоугольные и круглые плиты, выпускаемые как принадлежности к станкам.
Плиты крепятся к столам станков и совместно с ним шлифуются, чем достигается строгая параллельность плоскости зеркала плиты направлению поперечной подачи.
Применяются также электромагнитные кубики, имеющие четыре рабочие грани и, позволяющие производить обработку поверхностей, расположенных под углом 90° относительно друг друга. Применение плит с постоянными магнитами устраняет необходимость установки специальных устройств для выпрямленного переменного тока, но надежность зажима снижается.
При шлифовании деталей из немагнитных материалов применяют прижимные планки, угольники и винтовые тиски. Основание тисков боковые поверхности и накладные планки шлифуются, чтобы обеспечить точность их взаимного расположения.
Для установки деталей под разными углами наклона шлифуемой поверхности к столу станка применяют различные синусные приспособления.