

а) перемешивание шлака с расплавленным основным и электродным металлом; б) газовая и шлаковая защита ванны; в) окисление, раскисление и легирование металла ванны; г) растворение газов в металле ванны;
д) образование пор и шлаковых включений; е) кристаллизация металла и формирование шва.
Металл шва представляет собой сплав основного и электродного металла, иногда сильно различающихся по химсоставу. На химический состав металла влияет это, а также реакции в процессе сварки. На ход и интенсивность последних влияют окружающая среда, степень защиты ванны от воздуха, состав окружающих газов и шлака, режим сварки.
3.2. Физико-химические процессы при сварке плавлением
3.2.1. Особенности металлургических процессов при сварке
При высокой температуре в дуге происходят химические реакции, не имеющие места при обычном металлургическом процессе, например диссоциация (разложение сложных молекул) газов:
О2 « О + О ± Q1;
N2 « N + N ± Q2;
H2 « H + H ± Q3;
Q1, Q2, Q3 – количество тепла, поглощаемое или выделяемое реакцией.
Атомарный азот и кислород интенсивно соединяются с железом и другими элементами в стали, насыщая шов. Атомарный водород легко растворяется в жидкой стали и при ее затвердевании не успевает весь выделиться, оставаясь частично в шве.
При высокой температуре происходит интенсивное испарение и выгорание(окисление) элементов из стали.
Взаимодействие жидкого металла ванны с газами.
КИСЛОРОД, поступая в ванну из воздуха или покрытия и флюсов. интенсивно окисляет железо и другие элементы расплавленного металла. При этом железо окисляется атомарным кислородом:
Fe + O = FeO + Q4;
или молекулярным:
2Fe + O2 = 2FeO + Q5.
Образующаяся в результате реакций закись железа хорошо растворяется в стали до
33
полного насыщения. Ввиду быстроты процесса затвердевания металла шва значительная часть закиси железа не успевает выпасть в осадок и перейти в шлак и остается в .шве Если в стали ВСтЗкп содержание O2 =(0,01-0,02) %, то в металле шва, выполненного металлическим электродом незащищенной дугой его0,25-0,3 %. Кислород интенсивно окисляет в стали углерод, кремний, марганец и другие элементы. При указанном спосо-
бе сварки окисляется и переходит в шлак и газы в среднем (10-12) % Fe, (50-60)% С, (4050)% Mn.
Длина дуги оказывает влияние на степень окисления: чем больше дуга, тем интенсивнее окисление; при меньшей дуге окисление менее интенсивно.
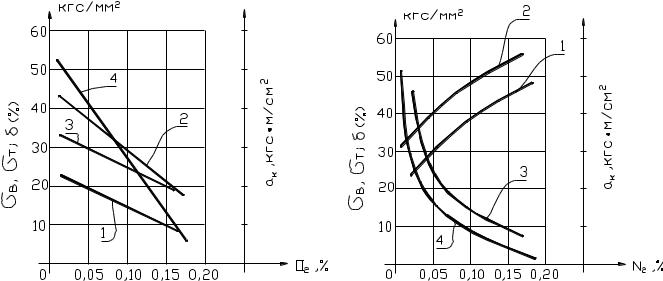
Находясь в виде закиси FеО, кислород является вредной примесью резко снижая механические свойства стали (рис. 3.3).
Рис. 3.3 Влияние кислорода на механические |
свойства стали
Рис. 3.4 Влияние азота на механические |
свойства стали
1 – sТ ; 2 – sВ ; 3 – d; 4 – ак
ВОДОРОД, попадая в сварочную ванну из влаги воздуха, электродных покрытий, ржавчины, органических веществ покрытий, растворяясь в ванне при высокой температуре в атомарном виде, при остывании ванны переходит в молекулярное состояние. Будучи в таком состоянии нерастворимым в стали, водород при кристаллизации ванны выделяется из шва. Выделяясь не полностью, молекулярный водород остается в шве в виде газовых включений и является вредной примесью, образуя пористость и трещины в шве и околошовной зоне.
АЗОТ поступает в ванну из воздуха и при взаимодействии с металлом образует нитриды железа Fe4N, Fe2N, марганца и др. элементов. Нитриды, выделившись из твердого раствора a-железа, насыщают шов в виде тонких включений– игл (в ВСт3 N2 ≤0,001÷0,0008 , а в шве – 0,12÷18%).
34

Азот является вредной примесью, влияя на механические свойства стали(рис.3.4).
Нитриды выделяются из твердого раствораa-железа не только при затвердевании, но и с течением времени, вызывая процесс старения.
Понижение растворимости азота и водорода при понижении температуры затвердевающего металла приводит к выделению их из жидкого металла. Не успев всплыть на поверхность, пузырьки этих газов остаются в шве, образуя пористость. Необходимо стремиться к снижению содержания N и H в атмосфере дуги.
УГЛЕРОД, содержащийся в основном и электродном металле, при окислении в СО (окись) обычно успевает выделиться из жидкого металла до остывания. Однако, при повышенном его содержании в ванне, при недостатке раскислителей, большой скорости сварки, часть окиси углерода не успевает выделиться и остается в шве в виде пор.
Металл шва, выполненного незащищенной дугой, имеет пониженные механические свойства: σв =34-38 кг/мм2; d=3÷8%, ак =0,5÷1,5кгс/мм2, угол загиба – 30÷50 °.
3.2.2 Защита расплавляемого при сварке металла
Для получения высококачественного металла шва и сварного соединения применяют защиту расплавляемого при сварке металла от окружающего воздуха шлаком илиза щитным газом.
При сварке одновременно с расплавлением основного и электродного металла образуется жидкая фаза неметаллического характера, называемая шлаком. Источники образования шлака - покрытие электродов или флюсы, плавящиеся при сварке, а также окисление металла кислородом в результате реакций при сварке.
При сварке шлаки могут иметь различный химсостав, определяемый составом покрытия или флюса, а также условиями сварки. Обычно шлаки состоят из окислов (SiO2, TiO2, P2O5, Cao, Mno, Feo, Mgo, и др.) и солей различных кислот (СaS, MnS, CaF2 и т.п.).
Окислы SiO2, TiO2 и P2O5 - кислые, остальные имеют основной характер. Все шлаки в зависимости от весового соотношения в их составе кислых и основных окислов делятся на кислые и основные. Отношение веса всех кислых окислов данного шлака к весу всех основных окислов называется степенью кислотности шлака. У кислых окислов она больше 1, у основных – меньше 1. Степень кислотности определяет его физические свойства и механизм взаимодействия между шлаком и металлом.
Шлаки в сварочной ванне улучшают свойства наплавленного металла: защищают его от действия воздуха; химическое взаимодействие между шлаком и металлом раскисляет и легирует металл шва, шлак растворяет вредные соединения; увеличивают запас тепла в ванне и замедляет остывание металла. При наличии в шлаке стабилизирующих компонентов улучшается устойчивость горения дуги.
35
К шлакам предъявляют следующие требования:
1.Температура плавления шлака должна быть намного ниже температуры плавления металла.
2.Плотность жидкого шлака должна быть ниже плотности расплавленного металладля обеспечения всплытия шлака в верхнюю часть сварочной ванны.
3.Шлак должен обладать хорошей жидкотекучестыо, .е. малой вязкостью (для улучшения химической активности).
4.Шлак должен хорошо растворять различные соединения, вредных примесей в нем должно быть минимум.
5.В твердом состоянии шлак должен легко отделяться от наплавленного металла. Действие газовой защиты более интенсивно, т.к. в этом случае реакции между газа-
ми и металлом обладают большей скоростью.
При дуговой сварке покрытыми электродами защита осуществляется газами, образующимися в результате сгорания газообразных компонентов покрытия(крахмал, декстрин, целлюлоза, древесная мука и т.п.), диссоциации мела, мрамора и других углекислых солей покрытия; диссоциации компонентов покрытия, богатых кислородом (Fe2O3, MnO).
При сварке под флюсом источником образования газовой среды является плавиковый шлат СаF2, а также реакции между металлом и флюсом.
При сварке в среде защитных газов(аргоне и гелии, их смеси, сварка в среде СО2 и т.п.) газы по шлангу вводят в зону сварки. В зависимости от способности защитного газа взаимодействовать с металлом в процессе сварки различают: защиту нейтральными газами (инертными – аргон Ar, гелий He и их смеси); защиту активными газами (О2, СО, СО2, Н2 смеси активных газов, пары воды).
В первом случае газы практически не растворяются в металле и химически не взаимодействуют с ним и его примесями. Защита при этом заключается в оттеснении воздуха, содержащего N2 и O2 от зоны сварки.
Активные газы при сварке растворяются в металле и образуют химические соединения. Защитное действие их состоит: в оттеснении воздуха от зоны сварки; в связывании попавших в зону дуги N2 и О2; в восстановлении металлов из окислов.
Несмотря на защиту, в зону дуги будет проникать некоторое количество O2 и N2, поэтому электродные покрытия и флюсы должны обеспечивать удаление кислорода и азота из стали.
36