

Конспект лекций_Соединения элементов МК
.pdfРис. 6.9. Эскизы:
а) тупого зубила; б) установление степени проковки на образце;
в) то же в конструкции
4. Приложение нагрузок к сварным элементам и соединениям как во время сварки,
так и после окончания сварочных работ приводит к значительному снижению остаточ-
ных напряжений, однако технически этот способ иногда трудно осуществить. Разновидность этого способа – приложение переменных усилий циклического характера.
5. Местный нагрев – эффективный способ перераспределения остаточных напря-
жений. Вокруг зоны местного нагрева, сопровождающегося пластическими деформа-
циями, после остывания образуются остаточные сжимающие нагревания.
6. Высокотемпературный отпуск при Т=600-800°C единственный способ, который снимает остаточные напряжения первого рода и наклеп, а также напряжения второго и третьего рода. Степень снятия напряжений достигает 85-90% равномерно по всему эле-
менту или узлу. Этот способ ввиду больших габаритов строительных конструкций трудно применим и дорогостоящий. К тому же в строительных сталях большую величи-
ну имеют только остаточные напряжения первого рода, устраняемые более простыми способами.
79
6.3.2. Снижение остаточных сварочных деформаций
Существуют способы снижения сварочных деформаций применяемые до сварки, в процессе сварки и после сварки.
1. Способы борьбы со сварочными деформациями до сварки:
а) конструктивные: уменьшение объема наплавленного металла до минимального по расчетным и технологическим требованиям; соблюдение симметричности сварных швов относительно центра тяжести сечения или равенства статистических моментов се-
чения швов в несимметричных сечениях:
Fмв ув Fмн ун (см. рис. 6.10, а)
б) технологические: назначение размеров деталей сварных элементов с припуска-
ми на усадку и взаимного расположения с учетом ожидаемой деформации (рис. 6.10, б);
создание деформации отдельных деталей и их сопряжений, обратных по знаку и вели-
чине ожидаемым от сварки (рис. 6.10, в, г); использование поля напряжения, малоизменяющегося в результате сварки, – наложение швов по кромкам деталей, резаных кисло-
родом.
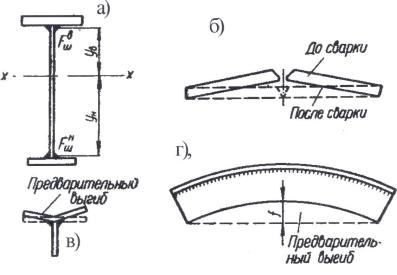
Рис. 6.10. Примеры к способам снижения остаточных деформаций:
а) схема сечения несимметричной сварной балки; б) расположение деталей до сварки под углом; в) предварительный выгиб полки; г) предварительный выгиб эле-
мента таврового сечения
2. Способы снижения деформаций, используемые в процессе сварки:
а) снижение погонной энергии сварки путем применения электродов и электродной проволоки малых диаметров, соответствующих режимов сварки и т.д.;
б) закрепление в зажимных приспособлениях, препятствующих сварочным де-
80
формациям в процессе сварки и при остывании;
в) выбор последовательности сборки и сварки, при которой сварочные деформа-
ции будут минимальными; г) растяжение кромок, подвергающихся сварке;
д) уменьшение площадей зон пластических деформаций путем охлаждения водой в процессе сварки (контактная или сварка в защитных газах);
е) проковка многослойных швов.
3. Способы снижения сварочных деформаций после сварки применяют при из-
вестных уже деформациях и местах их расположения. Они получили наибольшее рас-
пространение в производстве. Это:
а) создание в элементе пластических деформаций, обратных по величине и знаку полученным от сварки, путем растяжения, изгиба, прокатки в роликовых правочных прессах и т.п.;
б) образование пластических деформаций, обратных сварочным, путем местных нагревов;
в) устранение остаточных сварочных деформаций применением высокого отпуска сварных элементов или узлов в зажимных приспособлениях.
Рассмотрим наиболее распространенные способы.
Проковку применяют для многослойных швов, снижая одновременно остаточные напряжения и деформации. Степень проковки устанавливают опытным путем на образ-
цах или на самой конструкции.
Производят проковку при температуре наплавки ниже состояния синеломкости (<200°C). После ударов зубила на поверхности должны остаться вмятины.
Правка на валковых машинах (перекос, грибовидность).
Наиболее простой и экономический способ правки стальных конструкций – мест-
ный нагрев, не требующий сложной оснастки и позволяющий править практически любые конструкции.
Для местного нагрева до температуры перехода в пластическое состояние
(600-800°С) используют пламя ацетиленокислородных горелок. Местный нагрев должен быт быстрым, концентрированным в «пятно» так, чтобы окружающий металл был мало нагрет и хорошо сопротивлялся расширению нагретого пятна, обеспечивая пластиче-
ские деформации. Места нагрева назначают там, где необходимо получить сокращение металла.
Участки нагрева принимают в виде отдельных точек, пятен, полос и клиньев (рис. 6.11). Температуру нагрева определяют, пользуясь термокрасками (термокаранда-
шами) или визуально по цветам побежалости стали непосредственно под пламенем го-
релки.
81
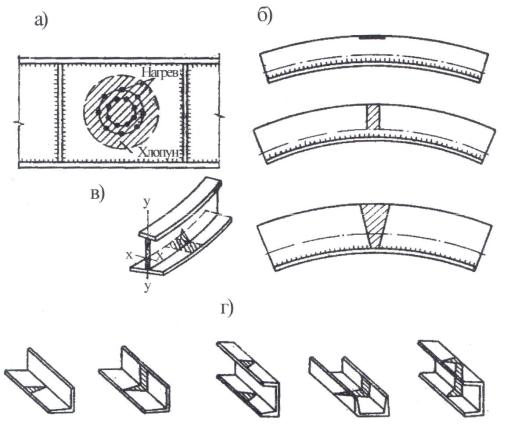
Рис. 6.11. Расположение зон местного нагрева при правке:
а) для правки хлопуна; б) для правки серповидности элемента таврового сечения;
в) для правки элемента несимметричного двутаврового сечения; г) для правки прокатных профилей
Применение зажимных приспособлений для ограничения сварочных деформаций при производстве стальных конструкций ограничено из-за малой эффективности этого способа. С уменьшением жесткости элемента и увеличением зоны пластических дефор-
маций эффективность зажимов приспособлений возрастает.
82
7. Работа и расчет сварных соединений
7.1. Классификация сварных швов и соединений
Преимущества сварных соединений:
–высокая прочность и надежность;
–простота выполнения;
–высокий уровень механизации и автоматизации процессов сварки (6.3.);
–экономия металла в сравнении с болтовыми соединениями (из-за отсутствия ос-
лаблений и промежуточных деталей).
Вместе с этим сварным соединениям присущи некоторые недостатки:
–для выполнения сварного соединения нужно специальное оборудование;
–остаточные деформации и напряжения в результате неравномерного нагрева и охлаждения металла;
–значительная концентрация напряжений вблизи швов и в швах, что уменьшает прочность при повторных и вибрационных нагрузках.
По конструктивным признакам различают сварные швы: стыковые, угловые, про-
резные.
Стыковыми швами соединяют элементы, которые расположены в одной плос-
кости (рис. 7.1.) Эти швы создают наименьшую концентрацию напряжений, но при соединении элементов значительной толщины, для обеспечения полного провара, необхо-
дима дополнительная обработка граней (кромок).
83
|
|
|
|
|
|
2 |
|
|
2 |
||
|
|
|
|
|
|||||||
|
|
0 2 мм |
|
|
|
0 2 мм |
|
|
0 2 мм |
||
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
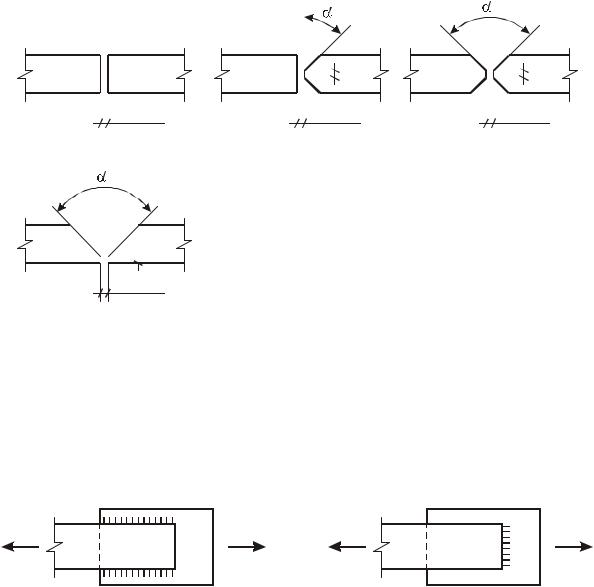
без обработки |
К - образные |
Х - образные |
|||||||||
30 700


 2 0...2 мм
2 0...2 мм
V - образные
Рис. 7.1. Стыковые швы
Угловые швы образуются при наплавлении металла в угол между гранями эле-
ментов (рис. 72.). Швы, параллельные линии действия усилия, называют фланговыми, а перпендикулярные – лобовыми.
F |
F |
F |
F |
Фланговые швы |
|
|
Лобовые швы |
|
Рис. 7.2. Типы угловых швов |
|
|
Угловые швы создают значительную концентрацию напряжений.
Прорезные швы образуются при заполнении металлом прорезей и отверстий в элементах, которые соединяются. К этому виду принадлежат электрозаклепки, которые образуются благодаря проплавлению насквозь одного из элементов.
По назначению швы разделяют на рабочие (расчетные), которые передают уси-
лия близкие к несущей способности соединяемых элементов, и на конструктивные, ко-
торые используют для фиксации элементов.
По протяженности различают швы сплошные и прерывистые.
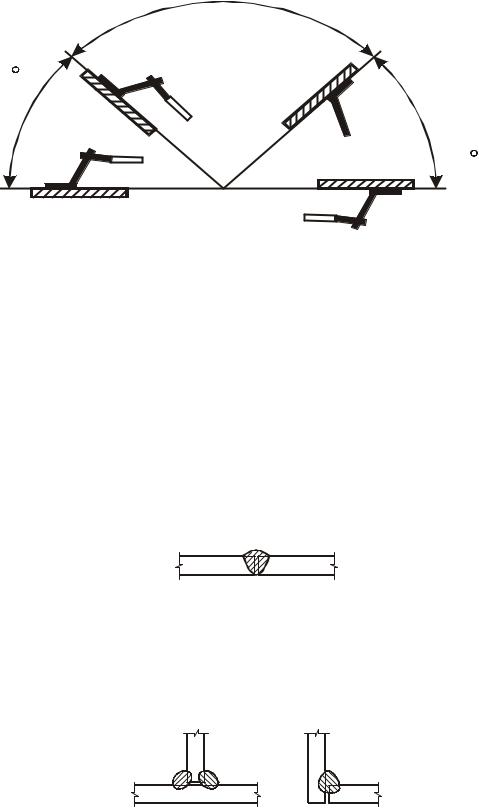
По положению в пространстве во время сварки швы разделяют: на нижние (рис. 7.3, І), вертикальные (рис. 7.3, II), потолочные (рис. 7.3, III).
84
|
- |
6 |
0 |
0 |
|
||
|
|
||
|
|
|
І
60-120о
ІІ
 ІІІ
ІІІ
1
2
0
-
1
3
0
Рис. 7.3. Положение швов в пространстве:
І– нижнее; ІІ – вертикальное; ІІІ – потолочное.
Самой производительной является автоматическая сварка. Она широко применя-
ется для соединения элементов балок (так называемая сварка «в лодочку»). Автоматическая сварка выполняется под слоем флюса.
Механизированная (полуавтоматическая) сварка в среде углекислого газа или ар-
гона менее производительная, но при этом возможно выполнение швов любого про-
странственного положения.
Виды сварных соединений
Основные виды соединений:
1) стыковые, которые выполняют посредством стыковых швов (рис. 7.4)
Рис. 7.4. Стыковое соединение
2) тавровые (рис. 7.5, а) и угловые соединения (рис. 7.5, б), которые выполняются угловыми швами;
а) б)
Рис. 7.5. Соединения с угловыми швами: а) тавровое; б) угловое
При действии динамических нагрузок такие соединения должны выполняться с
85

полным проваром сварных швов.
3) внахлестку (внапуск), которые образуют с помощью угловых швов (рис. 7.6)
Рис. 7.6. Соединения внахлестку
Такие соединения не нуждаются в подготовке элементов и очень просты. Но в от-
личие от стыковых соединений, соединение внахлестку имеет значительную концентрацию напряжений, которая ухудшает их работу при динамических нагрузках.
Для всех сварных соединений чаще всего применяют сплошные швы. Примене-
ние прерывистых швов, прорезных швов и электрозаклепок, ограничено.
7.1.1. Стыковые соединения
Стыковые соединения имеют наименьшую концентрацию напряжений и материа-
лоемкость. Чаще всего стыковые швы применяются при соединении листового металла,
но возможно таким способом соединять и профильную сталь. В начале и в конце швов может быть непровар металла, что ухудшает качества шва. Для этого, концы шва выводят на временные технологические планки, которые по завершении сварки срезают (рис. 7.7).
l |
1 |
1 |
1 - 1 |
|
t |
tmin |
|
|
|
Рис. 7.7. Стыковое соединение с использованием временных технологических планок
Для уменьшения концентраторов напряжений, которые связаны с изменением толщины, нужно снять металл шва, который выступает за пределы толщины соединяе-
мых элементов.
86
Задача расчета – обеспечить необходимую прочность шва. При действии осевых усилий (N), которые проходят через центр тяжести соединения, напряжения в шве про-
веряют по требованиями ДБН В.2.6-163:2010 п. 1.12.1.14:
|
|
Rwy c |
(7.1) |
|
|||
|
tlw |
|
|
где: t – наименьшая толщина элементов, которые соединяются (рис. 7.7); lw – рас-
четная длина стыкового шва, которая равняется lw = l-2 t, или его геометрической длине lw = l, если концы шва выведены за границы стыка; Rwy – расчетное сопротивление ме-
талла шва. Его значения принимают по рекомендациям норм (таблица 1.3.3 ДБН В.2.6- 163:2010):
Rwy = Ry – для сжатия, растяжения и изгиба при механизированной или ручной сварке с физическим контролем качества шва (Ry – расчетное сопротивление стали сжа-
тию, растяжению и изгибу по пределу текучести);
Rwy = 0,85 Ry – для растяжения и изгиба при механизированной или ручной сварке без физических методов контроля качества шва.
Если конструкция рассчитывается с допущением пластических деформаций и сталь применяется с границей текучести Ryn > 440н/мм2, то вместо Rwy нужно применять расчетное сопротивление стыковых сварных швов сжатию, растяжению и изгибу по временному сопротивлению Rwu с коэффициентом надежности, который используется в расчетах по временному сопротивлению u =1,3 (п. 1.1.4.1 ДБН В.2.6-163:2010):
|
|
Rwu |
c |
(7.2) |
|
tlw |
u |
||||
|
|
|
Rwu = Ru – для сжатия, растяжения и изгиба при механизированной или ручной сварке с физическим контролем качества шва (Ru – расчетное сопротивление стали рас-
тяжению и изгибу по временному сопротивлению);
с – коэффициент условий работы, который зависит от элементов конструкций и принимается по табл. 1.1.1 ДБН В.2.6-163:2010.
Если напряжения в шве превышают характеристики прочности металла шва, то принимают косой стыковой шов. Угол закладки шва принимают 1:2. Такое соединение при правильном подборе материалов для сварки и полном проваре толщины элементов не нуждается в расчете.
Стыковое соединение рассчитывать не нужно, если используются сварочные ма-
териалы по приложению Ж ДБН В.2.6-163:2010, при полном проваре соединяемых элементов и при физических методах контроля качества шва на растяжение.
При действии на стыковой шов изгибающих моментов М расчет выполняют по п. 1.5.4.1 (рис. 7.8):
87

М 

 М
М
|
|
Рис. 7.8. Действие изгибающего момента на стыковой шов |
||||||||||||||
|
|
|
|
w |
|
M |
Rwy c |
|
(7.3) |
|||||||
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
Ww |
|
|
|
|
|
|
|||
|
t l2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Где Ww |
w |
- момент сопротивления шва. |
|
|
||||||||||||
|
|
|
||||||||||||||
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В случае работы шва на срез расчет выполняют по средним значениям касатель- |
||||||||||||||||
ных напряжений: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Q |
|
|
Q |
|
R |
|
(7.4) |
||
|
|
|
|
|
t |
l |
|
|
||||||||
|
|
|
|
|
w |
|
A |
|
ws |
c |
|
|||||
|
|
|
|
|
|
|
|
w |
|
min |
w |
|
|
|||
|
|
R 0,58 |
Ryn |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Здесь |
ws |
m – расчетное сопротивление стыковых сварных швов на срез |
||||||||||||||
|
||||||||||||||||
равняется расчетному сопротивлению металла на сдвиг; m – коэффициент надежности по материалу, принимается по табл. 1.3.2 ДБН В.2.6-163:2010.
При одновременном действии нормальной силы и изгибающего момента напря-
жение проверяется по алгебраической сумме: |
|
||||
|
N |
|
6M |
Rwy c |
(7.5) |
|
|
||||
|
lwt lw2t |
|
|||
Когда в соединении одновременно действуют нормальные (от осевых усилий N и
момента M) и касательные напряжения (от поперечных усилий Q), то проверка выпол-
няется по приведенным напряжениям:
|
( |
wN |
|
wM |
)2 3 2 |
1,15R |
|
c |
(7.6) |
|
|
|
w |
wy |
|
где: 1,15 – коэффициент, который учитывает изменение прочности материала при сложном напряженном состоянии
Основные конструктивные требования к стыковым соединениям:
1.Правильный подбор материалов для сварки (табл. Ж.1 ДБН В.2.6-163:2010).
2.Полный провар толщины соединяемых элементов, для чего используют под-
варку корня шва или сварку на остающейся металлической подкладке. Эти способы чаще всего применяют при сварке в условиях монтажа.
88