

Okpenov_M_Tuleutemir_M
.docxАвтоматизация производства — это процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. Введение автоматизации на производстве позволяет значительно повысить производительность труда и качество выпускаемой продукции, сократить долю рабочих, занятых в различных сферах производства.
До внедрения средств автоматизации замещение физического труда происходило посредством механизации основных и вспомогательных операций производственного процесса. Интеллектуальный труд долгое время оставался не механизированным (ручным). В настоящее время операции физического и интеллектуального труда, поддающиеся формализации, становятся объектом механизации и автоматизации.
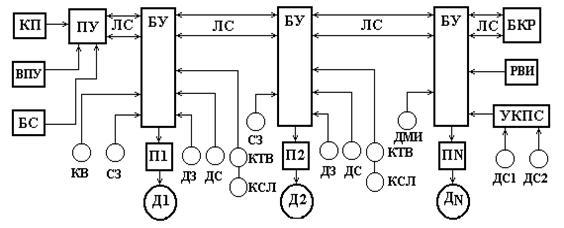
Для этого необходимо натянуть трос, который разомкнет контакты этого датчика. Реле времени РВИ позволяет одному из конвейеров в линии запускаться с установленной выдержкой времени или аналогично отключатся. Устройство УКПС позволяет контролировать степень проскальзывания ленты по барабану. Для этой цели устройство сравнивает сигналы двух датчиков скорости ДС1 и ДС2. Один из них контролирует скорость барабана, а другой скорость ленты. В случае если разность между сигналами этих датчиков превысит заданное значение, устройство отключит провод конвейера.
Конвейерная линия может запускаться с пульта управления пусковой кнопкой или с соответствующей кнопки выносного пульта управления Первым всегда запускается конвейер на разгрузочном пункте, а последним на загрузочном. Это предотвращает завал транспортируемым грузом неработающие конвейеры.
После того как при пуске скорость рабочего органа первого конвейера будет выше 75% от ее номинального значения по линии связи «ЛС» подается сигнал на запуск последующего конвейера. В случае аварийной остановки одного из работающих конвейеров в линии связи прерывается связь с блоками управления всех последующих конвейеров, и их приводы сразу останавливаются. Принцип работы аппаратуры АУК можно проследить на ее принципиальной схеме, представленной на рис.59.
При нажатии на кнопку «пуск» к выпрямительному мосту этой схемы подключается обмотка управления реле К1, которое включается и своим контактом подает питание на блок реле времени БРВ. Это реле в свою очередь включает два реле КТ и К2. Контактами реле К2 включается цепь питания блок f сигнализации БС, которое одновременно включает звуковые сирены в блоках управления всех конвейеров.
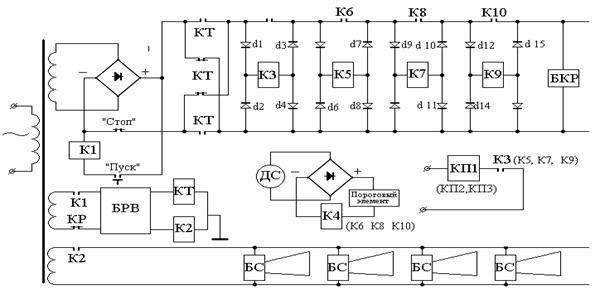
Рис.59. Принципиальная схема аппаратуры АУК.
Одновременно контакты реле КТ переключают полярность сигнала в линии связи блоков управления конвейеров на «пусковой» режим. При этом катушка пускового реле К3 первого конвейера запитывается через диоды d1 и d4. При запуске контакты этого реле включают привод первого конвейера через пускатель КП1. Как только скорость рабочего органа этого конвейера достигнет величины 75% от номинального значения, датчик скорости ДС этого конвейера через пороговый элемент включит реле К4, которое своими контактами подаст по линии связи питание к пусковому реле К5 следующего конвейера. Этот конвейер и все остальные в этой линии будут запускаться по вышеизложенной схеме.
После запуска последнего конвейера сработает концевое реле БКР, которое досрочно разомкнет цепь питания блока реле времени БРВ. Если этого не произойдет при затянувшемся пуске всей конвейерной линии, то эта цепь разомкнется через заданное время таймером БРВ. При снятии напряжения с блока реле времени размыкаются реле КТ и К2, в результате чего прекратится подаче звукового сигнала, а полярность линии связи переключится на «рабочий» режим.
В этом режиме пусковые реле К3, К5, К7 останутся включенными через диоды d2,d3, d6, d7, d10, d11 поэтому приводы запущенных конвейеров так же остаются включенными.
Если сработает защита какого-нибудь конвейера (сработает датчик ДЗ или КСЛ), то разомкнется цепь питания пускового реле этого конвейера и он остановится, и вместе с ним произойдет остановка всех последующих конвейеров.
Останов конвейерной линии происходит и при нажатии кнопки «стоп», контакты которой обесточат линию связи, через которую запитаны пусковые реле всех конвейеров в этой линии.
Хотя аналоговые системы управления конвейерными линиями еще в достаточном количестве используются на горных предприятиях, но им на смену приходят микропроцессорные системы управления. Одной из таких систем является серийно выпускаемая аппаратура СУКЛ.
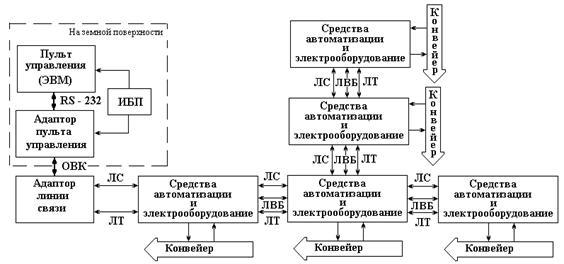
Структуру системы автоматического управления конвейерной линией в цифровом (микропроцесcорном) варианте рассмотрим на примере аппаратуры типа «САУКЛ», показанной на рис.60.
Рис. 60. Структурная схема аппаратуры автоматического управления конвейерной линией типа «САУКЛ».
Эта система строится по двух уравнемому типу. На верхнем уровне этой системы располагается пульт управления, который представлен управляющим компьютером, расположенном на диспетчерском пульте шахты. На нижнем уровне этой системы располагаются блоки средств автоматизации и электрооборудования для каждого конвейера конвейерной линии. Эти блоки расположены в подземных выработках в непосредственной близости от управляемых ими конвейеров. Блоки последовательно связаны между собой линией связи (ЛС), линией взаимоблокировки (ЛВБ) и телефонной линией (ТЛ). Связь верхнего и нижнего уровней этой системы производится через систему двух адаптеров:
· адаптера пульта управления;
· адаптера линии связи.
Адаптер пульта управления преобразует цифровой сигнал компьютера в форму, приспособленную для передачи через оптический канал, который проложен по оптоволоконному кабелю через ствол шахты к адаптеру линии связи, расположенному под землей на горизонте работы конвейерной линии. Адаптер линии связи обратно преобразует сигнал оптоволоконного кала в форму протокола «токовая петля» и передает его к блокам автоматизации конвейеров по двухпроводной линии связи
Структура блока автоматизации и электрооборудования аппаратуры «САУКЛ» показана на рис.61.
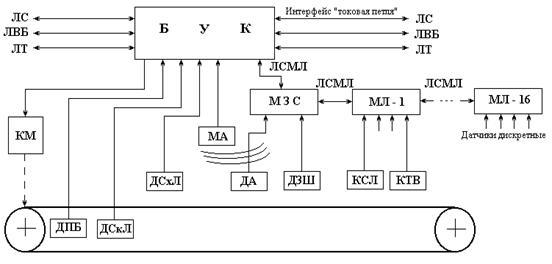
Рис.61. Структурная схема блока автоматизации и электрооборудования
аппаратуры «САУКЛ».
В эту схему введены следующие обозначения:
БУК – блок управления конвейером;
КМ – пускатель привода конвейера;
ДПБ – датчик проскальзывания барабана;
ДСкЛ – датчик скорости ленты;
МА – модуль аккустический;
ДА – датчик акустический;
МЗС – модуль защиты и сигнализации;
ДЗШ – датчик заштыбовки;
ЛСМЛ – линия связи модулей линейных;
МЛ – модуль линейный;
КСЛ – датчик схода ленты;
КТВ – кабель-троссовый выключатель;
Принцип работы этой системы управления конвейерной линией следующий: Сигнал на запуск конвейерной линии подается диспетчером с пульта управления (с компьютера верхнего уровня). Этот сигнал последовательно через оба адаптера передается в линию связи, где он одновременно воспринимается блоками управления всех конвейеров, но исполняется эта команда только конвейером у разгрузочного пункта, потому то в команде указан адрес этого конвейера. По этой команде блок управления этого конвейера запускает модуль акустический, который выдает звуковой предупредительный сигнал в течении заданного времени. По истечению этого времени через пускатель КМ запускается привод конвейера. При этом датчикомДСкЛ контролируется скорость рабочего органа конвейера. Как только эта скорость достигнет номинального значения, БУК по линии связи передает команду на верхний уровень о завершении запуска первого конвейера.
После этого компьютер верхнего уровня программно передает в линию связи очередную команду на запуск следующего конвейера, которая воспринимается уже только вторым конвейером и исполняется им аналогично. Таким образом, последовательно запускаются все конвейеры а линии.
Аварийное отключение конвейера производится его блоком управления при срабатывании одного датчиков защиты, таких как КТВ, КСЛ, ДЗШ, ДСхЛ или ДПБ. При этом БУК этого конвейера по линии взаимоблокировки передает команду на одновременный останов конвейеров, транспортирующих груз на этот остановившийся конвейер.
Оперативный останов конвейерной линии производится по команде с компьютера верхнего уровня, при этом первым воспринимает эту команду конвейер у загрузочного пункта, который после своей остановки передает по линии взаимоблокировки команду «стоп» следующему конвейеру, который, остановившись, выполняет аналогичную команду для своего последующего конвейера и т.д. Таким образом, производится последовательный останов всей конвейерной линии.