11. Расчёт клеевых и паяных соединений.
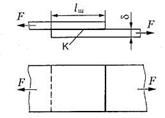
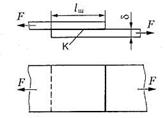
Расчет клеевых соединений на прочность. Соединения внахлестку. При действии растягивающей или сжимающей силы F расчет производят на сдвиг (срез) по формуле

Где τсд и [τсд] — расчетное и допускаемое напряжения на сдвиг; F — нагрузка, действующая на соединение; Асд — площадь сдвига (среза).
Расчет прочности паяных соединений аналогичен расчету сварных. Для стыковых соединений
σ = F/(δb) ≤ [σ'],
для нахлесточных соединений
τ = F/(bl) ≤ [τ'],
где [σ'] и [τ'] – допускаемые напряжения в паяном шве,b - ширина соединенных деталей.
При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В подобных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Значение нахлестки по условию равнопрочности
l = [σ]δ / [τ'],
где [σ] – допускаемое напряжение для материала деталей.
Клеевые соединения образуются посредством адгезионных сил, возникающих при затвердевании или полимеризации клеевого слоя, наносимого на соединяемые поверхности. Отличие клеевого соединения от паяного заключается в том, что клеи не являются металлами, в то время как припои – либо металлы, либо их сплавы.
Все клеи можно разделить на конструкционные – такие, которые способны выдерживать после затвердевания нагрузку на отрыв и сдвиг, и неконструкционные– соединения, с применением которых не способны длительное время выдерживать нагрузки.
Наибольшее применение получили клеевые соединения внахлестку, реже — встык.
На прочность клеевых соединений влияют характер нагрузки, конструкция соединения, тип и толщина слоя клея (при увеличении толщины прочность падает), технология склеивания, и время (с течением времени прочность некоторых клеев уменьшается).
Клеевое соединение внахлёстку:
10. Конструкция клеевых и паяных соединений.
Паяные соединения – соединения, образованные за счет химического или физического взаимодействия расплавляемого материала - припоя с соединяемыми кромками деталей. Применение расплавляемого припоя обусловливает нагревание соединяемых деталей.Cущественное отличие пайки – отсутствие оплавления соединяемых поверхностей.
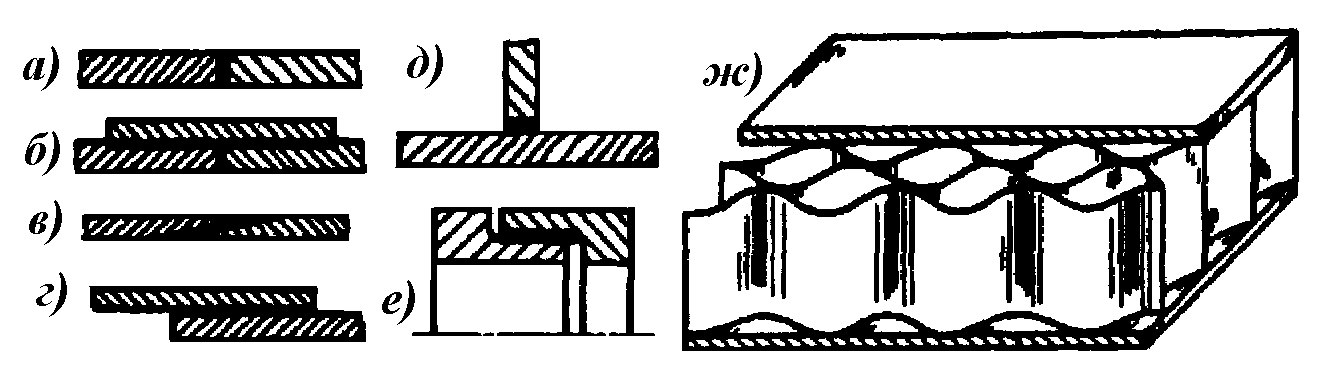
а) встык; б) встык с накладкой; в) в косой стык; г) внахлёстку; д) втавр; е) телескопическое; ж) сотовая конструкция.
Припой - сплав или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями. Температура плавления припоя ниже температуры плавления материалов деталей. По конструкции паяные соединения подобны сварным.Преимущественное применение имеют соединения внахлестку. Стыковое соединение и соединение втавр применяют при малых нагрузках.
В отличие от сварки пайка позволяет соединять не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло.
Размер зазора в стыке определяет прочность соединения. При малом зазоре лучше проявляется эффект капиллярного течения припоя, процесс растворения материалов деталей в расплавленном припое распространяется на всю толщину паяного шва.
Клеевые соединения. Склеивание - соединение деталей неметаллическим веществом посредством поверхностного схватывания и межмолекулярной связи в клеящем слое.
12. Допуски и посадки.
Детали машин не могут быть изготовлены абсолютно точно и всегда имеют некоторые отклонения от номинальных размеров.
Допуск размера – разность между наибольшим и наименьшим допустимыми предельными размерами. Допуск обозначается буквой Τ и всегда положителен. Допуски установлены в соответствии с девятнадцатью квалитетами (степенями точности), обозначаемыми в порядке понижения точности 0,1; 0; 1; 2; ... 17. Детали общемашиностроительного применения преимущественно выполняются по квалитетам 4...11.
Посадка – степень взаимодействия собранных поверхностей. Характер посадки определяется разницей размеров охватывающей (отв.) и охватываемой (вал) поверхностей.Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными. Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия.
Посадки для свободного движения, или подвижные, - такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время их работы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
В машиностроении приняты посадки с натягом, с зазором и переходные.
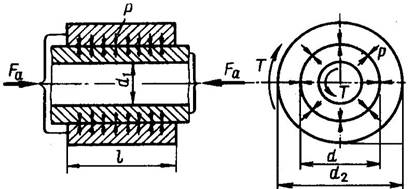
13. Соединения прессовые (с натягом).
Прессовые соединения — это соединения цилиндрических деталей с гарантированным натягом. Натяг создается благодаря тому, что охватываемая деталь имеет наружный диаметр больший, чем диаметр отверстия охватывающей детали.Прессовые соединения передают рабочие нагрузки за счет сил трения покоя между сопряженными поверхностями, которые могут быть цилиндрическими и коническими. Преимущественное распространение имеют прессовые соединения по цилиндрическим поверхностям.Нагрузочная способность прессовых соединений определяется преимущественно натягом, который назначают в соответствии с посадками.
Достоинства прессовых соединений: простота и технологичность конструкций за счет отсутствия соединительных деталей, обеспечение хорошего центрирования соединяемых деталей, возможность применения при очень больших осевых нагрузках и вращающих моментах, высокая надежность при ударных нагрузках.
Недостатки прессовых соединений: сложность демонтажа и возможность ослаблениянатяга после разборки, ограниченность нагрузочной способности при вибрационных нагрузках,разрушение сопряженных поверхностей при очень малых колебательных относительных перемещениях.
Примеры применения прессовых соединений: колесные центры и бандажи железнодорожного подвижного состава, центры и венцы зубчатых и червячных колес, крепление на валу вращающихся колец подшипников качения.
Прессовые соединения могут быть получены тремя способами: продольной сборкойпутем запрессовки осевой силой; поперечной сборкой за счет нагрева или охлаждения одной из деталей; комбинированной, при которой одновременно с действием осевой силы в зону контакта сопрягаемых деталей подается масло под высоким давлением для получения необходимой поперечной деформации.
14. Расчёт зазоров и натягов в прессовом соединении.
У посадок с натягом неподвижность сопрягаемых деталей под действием нагрузок обеспечивается силами трения, возникающими при упругой деформации деталей, создаваемой натягом. Минимальный допускаемый натяг определяется исходя из возможных наибольших сил, действующих на сопряжение, а максимальный натяг рассчитывается из условий прочности деталей.
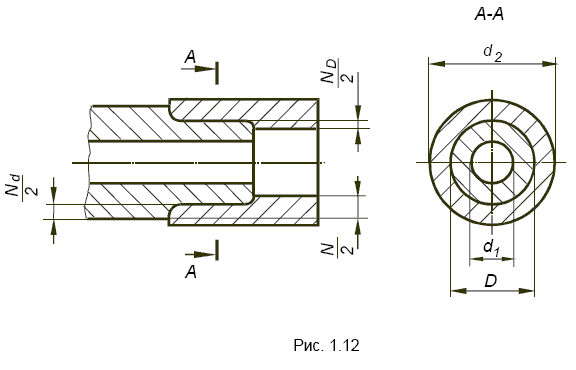
Разность между диаметром вала и внутренним диаметром втулки до сборки называется натягом N. При запрессовке деталей происходит растяжение втулки на величину ND (рис. 1.12) и одновременно сжатие вала на величину Nd , при этом:
N = ND+Nd
Известны зависимости: ND/D = pC1 / E1 , ND/D = pC2 / E2
где р – давление на поверхности контакта сопрягаемых деталей, Н/м2; D – номинальный диаметр, м; E1, E2 – модули упругости материала втулки и вала, H/м2; C1, C2 – коэффициенты, определяемые по формулам:

где d1, d2 – диаметры, м; μ1, μ2 – коэффициенты Пуассона (для стали μ ≈ 0.3, для чугуна μ ≈ 0.5).
Подставив, получим наименьший натяг:
Nmin = Pmin*D ((C1/E1) + (C2/E2 ))
Минимальное давление на поверхность контакта Pmin определяется из условия обеспечения неподвижности сопряжения при действии на него:
• максимальной осевой силы P: Pmin ≥ P/πD*I*f1
где f1 – коэффициент трения при продольном смещении деталей; l – длина сопряжения;
• максимального крутящего момента Mкр: Pmin ≥ 2*Mкр/πD2*I*f2
где f2 – коэффициент трения при относительном вращении деталей;
• крутящего момента Mкр и осевой силы P:

Nmax - Наибольший натяг.
Максимальное давление рmax определяется из условия прочности сопрягаемых деталей. В качестве pmax берется меньшее из допустимых значений давлений – рдоп, которые рассчитываются по следующим формулам:
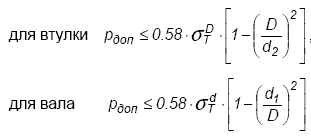
где σTD ; σTd - пределы текучести материала деталей при растяжении, H/м
15. Расчёт прессовых соединений, нагруженных осевой силой.
В прессовых соединениях типа «вал - ступица» осевая сила передается через силы трения на сопряженных поверхностях деталей. Нужное нормальное давление между этими поверхностями создается силами упругих деформаций деталей, возникающими из-за натяжения.
Условие прочности соединения при нагружении осевой силой Fa
kFa < fpπdl,
где k ≈ 1,5-2 – коэффициент запаса, f – коэффициент трения, р – давление на поверхность контакта,d – номинальный диаметр посадки, l – длина поверхности контакта.
Взаимные осевые смещения деталей соединений происходят вследствие чрезмерных сдвигающих сил, а также в результате «срабатывания» посадки, т.е. потери натяга в процессе циклического нагружения.