

6.2. Образцы для ультразвукового контроля
Образцом называют средство УЗ контроля в виде твердого тела, предназначенное для хранения и воспроизведения значений физических величин (геометрических размеров, скорости звука, затухания), используемых для проверки или настройки параметров дефектоскопа и преобразователей
Стандартные образцы
К стандартным относят образцы СО-1, СО-2, СО-3, описанные в ГОСТ 14 782, а также образцы К1, К2, VW, CBU, широко применяемые в европейской международной практике. Стандартный образец СО-1, представленный на рисунке 5 изготавливается из органического стекла марки ТОСП по ГОСТ 17 622. Коэффициент затухания продольной ультразвуковой волны в образце при частоте (2,50,2) МГц и температуре (205)оС составляет (0,300,04) см-1. Скорость продольных волн в образце С1=(2670133) м/с.
Стандартный образец СО-1 предназначен для:
определения условной чувствительности в мм глубины залегания цилиндрического отверстия (ПЭП в положении А);
оценки точности работы глубиномера (прямой ПЭП в положении Б) для дефектоскопов, у которых глубиномер калиброван в единицах времени. Время прохождения ультразвуком расстояния от поверхности, на которую установлен ПЭП, до пропила составляет 20мкс;
оценки лучевой разрешающей способности прямого ПЭП (прямой ПЭП в положении В). При этом, если все три отражателя разрешаются, то на экране дефектоскопа наблюдаются три импульса – рисунок 6.32, расстояние между которыми соответствует по стали: 1-2 - 5,5 мм; 2-3 – 11 мм;
оценки лучевой разрешающей способности наклонного ПЭП (наклонный ПЭП в положении Г). При этом на экране дефектоскопа наблюдаются три импульса от поверхностей цилиндров, расстояние между которыми (импульсами) соответствует по стали: 1-2 - 5,5 мм; 2-3 – 11 мм.

Рис. 5

Рис. 6

Рис. 7
Стандартный образец СО-2, показанный на рисунке 3 изготавливают из стали марки 20 по ГОСТ 1050. Скорость продольной волны в образце при температуре (205)о равна Сl=(590059) м/с. Стандартный образец СО-2 используют для настройки и проверки параметров при УЗ контроле объектов из малоуглеродистой и низколегированной сталей и определения условной чувствительности при контроле любых материалов. Его применяют для:
определения погрешности глубиномера (прямой ПЭП в положении А). Время прохождения ультразвуком расстояния от поверхности до дна составляет 20 мкс;
измерения угла ввода луча (наклонный ПЭП в положении Б или Б”). Перемещая наклонный ПЭП около этих положений, получают максимальный эхо-сигнал. Величину угла ввода считывают по риске напротив точки выхода;
проверки мертвой зоны дефектоскопа с преобразователем (ПЭП в положении В или В’);
определения условной чувствительности в децибелах (ПЭП в положении Б или Б’);
определения предельной чувствительности (с использованием опорного отражателя Ф6, ПЭП в положении Б или Б’);
определения ширины основного лепестка диаграммы направленности (перемещение наклонного преобразователя около положения Б или Б”);
настройки глубиномера дефектоскопа с прямым ПЭП (ПЭП в положении А или Г);
настройки чувствительности дефектоскопа с использованием опорного сигнала от отверстия Ф6 (наклонный ПЭП в положении Б или Б’).
При контроле соединений из металлов, отличающихся по акустическим характеристикам от малоуглеродистой и низколегированной сталей, для определения указанных параметров (исключая погрешность глубиномера) должен применяться стандартный образец СО-2А, изготовленный из соответствующего материала. Конструкции образцов СО-2А и СО-2 одинаковы, однако угловые деления и время пробега продольной волной пути 59 мм должны быть определены для данного материала.
Стандартный образец СО-3, представленный на рисунке 8, изготавливают из стали марки 20 по ГОСТ 14 637. Скорость продольной волны в образце Сl=(590059) м/с. Этот образец предназначен для:
определения точки выхода УЗ луча. Для этого наклонный ПЭП устанавливают над центральной риской, небольшими перемещениями находят положение, соответствующее максимальному эхо-сигналу. Точка выхода расположена точно над центральной риской образца;
определения условной чувствительности для наклонного ПЭП;
определения предельной чувствительности для наклонного ПЭП;
настройки глубиномера для наклонного ПЭП;
настройки чувствительности для наклонного ПЭП.

Рис. 8
Все указанные операции выполняют в положении наклонного ПЭП, когда его точка выхода совпадает с центром «О» образца. Три последние операции могут выполняться только для объектов из малоуглеродистой и низколегированной сталей.
Стандартные образцы предприятия
Стандартные образцы предприятия (СОП) получили широкое распространение для настройки глубиномера и (или) чувствительности дефектоскопа. СОП воспроизводят акустические свойства материала, конфигурацию, а также форму и шероховатость поверхности контролируемых изделий.
В СОП выполняют искусственные отражатели, расположенные на различных глубинах и имитирующие естественные дефекты изделий. Основные типы искусственных отражателей, применяемых в УЗ дефектоскопии, показаны на рисунке 9. Конкретные типы СОП и области их применения определяются стандартами и другими методическими документами, регламентирующими проведение УЗ контроля.
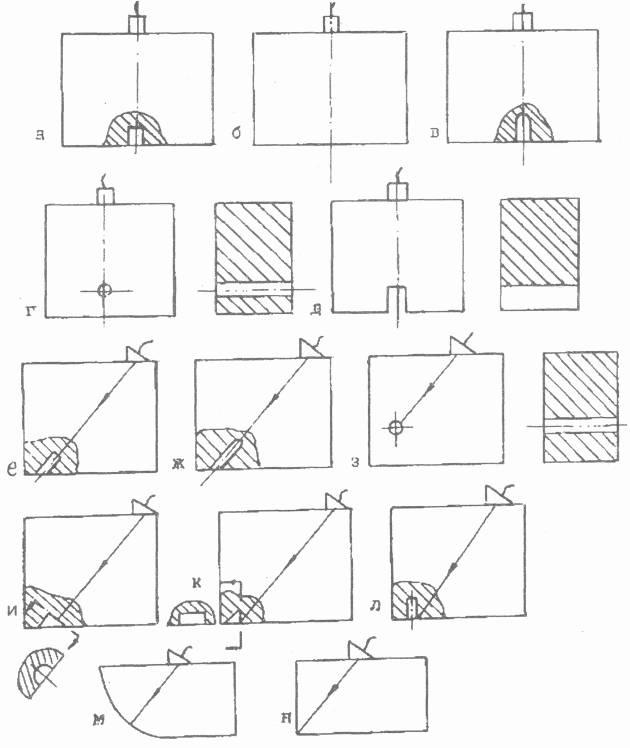
Рис. 9
Наибольшее распространение получили СОП с искусственными несплошностями в виде плоскодонных дисковых отражателей (ПДО), ориентированных перпендикулярно УЗ лучу, и цилиндрических отверстий (ЦО), образующая которых направлено перпендикулярно УЗ лучу. Можно условно разбить СОП с ПДО на четыре типа.
Образцы типа А. Предназначены для настройки чувствительности дефектоскопа и определения эквивалентных размеров дефектов (ЭРД) при работе с прямыми ПЭП. Выполняется в виде ступенчатых блоков, либо в виде фрагментов этих блоков – параллелепипедов, цилиндров и т.п..
Образцы типа Б. Предназначены для выполнения настройки и определения ЭРД при контроле цилиндрических изделий небольшого диаметра (обычно – равного 150 мм) по образующей. Могут выполняться в виде полуцилиндров, ступенчатых полуцилиндров или цилиндров.
Образцы типа В. Предназначены для выполнения настройки чувствительности и определения ЭРД при контроле плоских изделий наклонными ПЭП. Выполняются в виде призм или параллелепипедов со скошенными торцами.
Образцы типа Д. Предназначены для выполнения настройки чувствительности и определения ЭРД при контроле зоны сплавления антикоррозионной наплавки с основным металлом. Искусственные отражатели выполняют со стороны наплавки (при контроле со стороны основного металла), либо со стороны основного металла (при контроле со стороны наплавки). Выполняются в виде ступенчатых блоков или параллелепипедов.
Применение искусственных отражателей типа ЦО рассмотрим на примере основного стандартного образца, используемого при контроле сварных соединений по стандарту Американского общества инженеров-механиков - Коду ASME. Три отверстия в левой части образца используют для настройки глубиномера и чувствительности при контроле прямым ПЭП, а три отверстия в правой части образца – при контроле наклонным ПЭП. Диаметр отверстий выбирают по таблице Кода в зависимости от толщины образца.
Существуют и другие типы СОП, предназначенные для настройки чувствительности при контроле тонкостенных труб, тонких сварных швов, подповерхностного слоя сварных соединений, конструируемые в зависимости от контролируемого изделия, а также типа, ориентации и места расположения несплошностей, подлежащих обнаружению.
Отдельную группу образуют СОП (в некоторой документации называемые контрольными образцами – КО), предназначенные для определения или проверки параметров ПЭП, таких, как глубина фокуса, лучевая разрешающая способность и другие.
Общими требованиями, предъявляемыми к СОП являются:
однотипность акустических свойств (затухания, скорости УЗ колебаний) образца и изделия. Они однотипны по затуханию, если средняя амплитуда донных сигналов в контролируемых изделиях ниже донных сигналов в СОП не более, чем на 2 дБ. Они однотипны по скорости, если скорости отличаются не более, чем на 3% (к СОП для толщинометрии по скорости предъявляются более жесткие требования);
отсутствие в материале СОП естественных несплошностей, выявляемых при поисковой чувствительности, заданной для данного материала;
поверхности ввода звука СОП и изделия должны быть обработаны одинаковым способом и иметь одинаковую шероховатость;
в СОП, используемых для оценки эквивалентных размеров дефектов, выполняют на каждой глубине ряд отверстий разного размера. При этом площади торцов, ближайших по размеру отверстий должны отличаться на менее, чем в два раза;
расстояния между отражателями, а также отражателей от боковых стенок должны быть такими, чтобы исключить их взаимное непредусмотренное влияние друг на друга;
каждый образец должен иметь маркировку с регистрационным номером и паспорт, куда заносятся результаты аттестации и поверок.
Другие требования к СОП (глубины отражателей, допуски на изготовление отражателей и т.д.) задаются конкретной нормативно-технической документацией на контроль.