

2.3.3 Составление циклограммы стыковой сварки
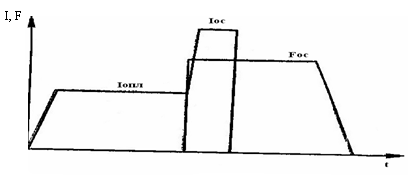
Рисунок 2.8 – Циклограмма стыковой сварки с непрерывным оплавлением
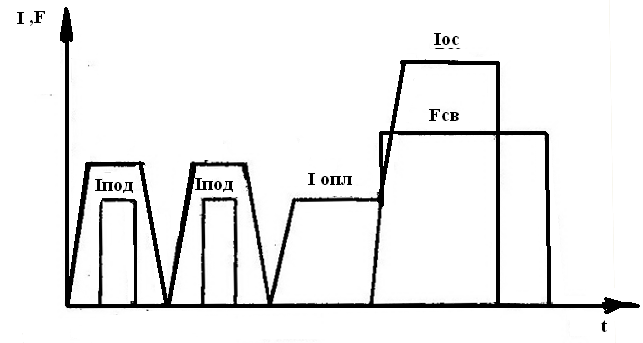
Рисунок 2.9 – Циклограмма стыковой сварки с подогревом
2.3.4 Выбор контактной стыковой машины
Основные узлы. Машина для стыковой сварки включает в себя станину, сварочный трансформатор, подвижную и неподвижную плиты, токоподвод, зажимные устройства и электроды (губки), привод подачи, направляющие, блок системы управления. Машины с гидравлическими зажимными устройствами и подачей комплектуют насосными установками.
Машины для стыковой сварки подразделяют по следующим признакам:
по характеру нагрева свариваемых деталей - сопротивлением и оплавле- нием: непрерывным, с предварительным подогревом и импульсным;
по роду тока - переменного тока промышленной частоты (однофазные конденсаторные, трехфазные низкочастотные, с выпрямлением тока в сварочном контуре;
по назначению - универсальные и специализированные;
по характеру действия - неавтоматические, полуавтоматические и авто- матические;
по конструкции привода подачи - с пружинным, рычажным, электроме- ханическим, пневматическим, пневмогидравлическим, гидравлическим и комбинированным;
по конструкции зажимных устройств - с эксцентриковым, радиально- винтовым, рычажным, пневматическим, пневмогидравлическим, гидравлическим, электромеханическим и комбинированным зажимами;
по способу установки и монтажа - стационарные и передвижные.
МС-0,75-2- для сварки сопротивлением проволоки из стали и цветных металлов. На машине можно проводить отжиг сварного соединения после сварки;
МС-201, МС-202, МС-301, МС-403, МС-502, сходны по назначению и устройству. Различаются по мощности, конструктивному выполнению узлов, габаритным размерам и массе; предназначены для сварки сопротивлением;
МС-802, МС-1202, МС-1602 - для сварки сопротивлением и оплавлением. Имеют эксцентриковые и рычажно-винтовые зажимы и ручной рычажный привод подачи;
МСО-0801, МСО-0802 - для сварки оплавлением деталей из низко- углеродистых, а также легированных (МСО-0801) сталей и цветных металлов;
МСГУ-500 - для сварки непрерывным оплавлением и оплавлением с
прерывистым подогревом. Машина большой мощности. Оснащена пневмогидравлическими зажимными устройствами и гидравлическим приводом подачи, комплектуется гидронасосной станцией и двумя шкафами управления.
Специализированные машины. Они предназначены:
МС-401—для сварки сопротивлением ленточных пил из стали В2Ф (В-28). Обеспечивает термообработку стыка после сварки. Снабжена устройством для пайки с применением твердых припоев;
МСО-1202— для сварки труб поверхностей нагрева;
МСО-617 — для сварки стальных колец;
МСО-1601 —для сварки звеньев цепей;
МСО-1202 —для сварки ободьев велосипедных колес;
МС-2001—для сварки оплавлением элементов змеевиков из аустенитной и перлитной сталей. Оснащенных быстродействующими рычажно-пневматическими зажимными устройствами.
Контрольные задания
1 Стыковая сварка сопротивлением с расплавлением стыка
2 Шунтирование тока при стыковой сварке оплавлением
3 Циклограмма стыковой сварки с непрерывным оплавлением
4 Циклограмма стыковой сварки с подогревом
5. Дефекты соединения и причины их образования.
Контрольные вопросы
1. Как выполняется подготовка заготовок перед стыковой сваркой?
2. Какие циклограммы применяются при стыковой сварке?
3. Перечислите параметры режимов стыковой сварки сопротивлением и сварки оплавлением.
4. От чего зависит припуск на сварку при сварке оплавлением?
5. Как определяется вылет заготовок при сварке?
6. В чём заключается особенность сварки оплавлением высокоуглеродистых и аустенитных сталей?