

4.3. Виробництво збірних залізобетонних виробів та конструкцій
Незалежно від способу виготовлення, номенклатури продукції та технологічної схеми виробництва, процес виробництва збірних залізобетонних виробів та конструкцій включає такі головні операції:
- підготовку форм або формуючої стрічки (встановлення форми, очищення, змащування внутрішньої поверхні форм або формуючої стрічки);
- виготовлення арматурних сіток, каркасів, закладних виробів і їх встановлення у форму (в разі використання попередньо-напруженої арматури виконується натягнення арматури);
- виготовлення бетонної суміші;
- укладання і ущільнення у формах;
- тепловолога обробка відформованих виробів;
- розпалублення вироблених виробів та їх опорядження;
- контроль якості виробів;
- транспортування виробів на склад;
- їх зберігання і відправлення на будівництво.
Підприємства виробничої бази будівництва забезпечують одночасне виробництво багатьох видів конструкцій і виробів, і тому мають декілька спеціалізованих технологічних ліній, які відрізняються за складом операцій і послідовністю їх виконання.
Залежно від взаємного розміщення засобів праці (технологічного обладнання), предметів праці (форм, матеріалів, напівфабрикатів) нині можливі два варіанти організації виробництва на заводах залізобетонних виробів і конструкцій:
І - технологічне обладнання та робітники не переміщуються, а переміщуються форми з виробами;
II - форми нерухомі, а переміщуються обладнання та робітники.
До першого варіанта процесу належать конвеєрне та агрегатно-потокове виробництво, до другого - стендове та касетно-стендове.
При конвеєрному виробництві виріб в процесі його виготовлення пересувається ритмічно від одного робочого місця до іншого. Всі процеси на робочих місцях механізовані. Конвеєри, в залежності від виду руху, можуть бути пульсуючої дії (візкові) і безперервної (рис.4.3)
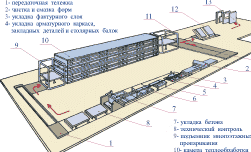
Рис.4.3. Схема розташування обладнання при конвеєрному способі виготовлення збірного залізобетону.
передаточний возик;
очищення і змащування форм;
укладання фактурного шару;
закладання арматурного каркасу, закладних деталей;
5,6,7- пости формування виробів(заливка форм бетоном, віброущільнення, загладжування поверхні
технічний контроль і розпалубка ;
багатоярусний підйомник камери тепло обробки безперервної дії;
камера теплової обробки;
розвантажувач;
кантователь;
пост комплектації.
Конвеєрний спосіб застосовується при масовому виготовленні однотипних виробів на крупних спеціалізованих підприємствах.
При агрегатно – потоковому способі вироби виготовлюються в жорстких переносних формах, що пересуваються від одного операційного посту до іншого з перервами в залежності від тривалості виробничої операції на тому чи іншому робочому місці. При цьому форми транспортуються зазвичай мостовим або іншим пересувним краном.
Відформовані вироби піддаються тепловій обробці у ямних камерах пропарювання циклічної дії.
При виготовленні пласких виробів всі виробничі операції на формовочних постах з загладжування виробів, ущільненню бетонної суміші та інші як правило виконуються в автоматичному режимі. (Рис.4.4)

Рис.4.4. Схема розташування технологічного обладнання при
виготовленні залізобетонних деталей агрегатно – поточним способом
естакада для подачі бетонної суміші;
самохідний бетоноукладач;
віброплощадка;
утворювач пустот;
камери пропарювання ямного типу;
мостовий кран;
пост розпалубки;
стенд опоряджуванням і контролю готових виробів;
самохідні возики для транспортування готових виробів на склад;
10- установка для натягування стрижнів.
При стендовому способі всі операції з виготовлення виробів здійснюють на одному місці у нерухомих формах, що розташовані на площадках – стендах. На стендах виготовлюють, в основному, довгомірні вироби з попередньо – напруженою арматурою (плити, ригелі, балки, ферми, тощо).
В торці стенду розташований приямок з рейковими коліями на яких знаходиться бухтоутримувач з котушками високоміцного дроту і установка для зварювання (стикування) стрижневої арматури потрібної довжини.
Струнопакет натягується вздовж стенду електричними корбами.
Попереднє напруження арматури здійснюється гідравлічними домкратами.
Бетонну суміш укладають у форми з допомогою спеціального бетоноукладача, а ущільнюють вібраторами, що закріплені на бортах форм або переносними ручними.
Для прискорення тужавіння бетону здійснюють теплову обробку бетонної суміші, паром якій подається у порожнину форми. Для попередження випаровування вологи під час теплової обробки виробів форми зверху накривають брезентом. (Рис.4.5).

Рис. 4.5. Схема технологічної лінії з виготовлення
залізобетонних виробів стендовим способом
естакада для подачі бетону;
гідравлічні домкрати;
бетонороздавач;
мостовий кран;
самохідний возик для вивозу готових виробів;
утримувач бухт;
корба для протягування дроту.
При касетно-стендовому способі вироби формуються в багаторядних вертикальних формах – касетах з пластичних та напівжорстких бетонних мас і піддаються термообробці на місці прогрівом парою через порожнини між касетами. При касетному способі немає необхідності у камерах пропарювання та вібраційних площадках.
Стінки касет виготовлюють зі сталі, армоцементу, пластмаси. Збирання та розбирання касетних форм здійснюють з допомогою механічних та гідравлічних приводів. Бетонну суміш ущільнюють в касетах вібраторами, що встановлюють на зовнішніх стінках касет, глибинними вібраторами, тощо.
Термообробка паром в касетних формах може бути замінена електропрогрівом. (рис. 4.6).

Рис. 4.6. Схема касетноформувальної машини
рама;
упори для обтиснення касети ;
бетонопровід;
циклон для бетонної суміші;
гнучкій шланг для завантаження суміші у форми;
роликові опори розділяючи стінок;
навесні вібратори;
вертикальні розділяючи стінки касети;
підведення пару у теплові відсіки;
10-гідроциліндр для привода;
11-важильна система для збирання та розбирання касет.