

51. Основные части и элементы резца.
Т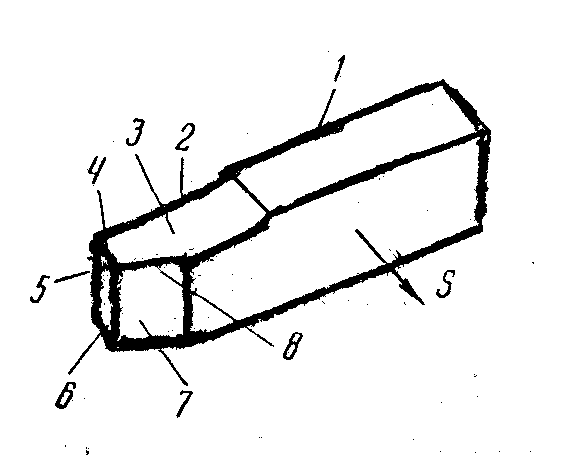 окарный
прямой проходной резец(рис. 21) состоит
из двух частей - рабочей части, имеющей
режущие кромки, срезающие слой металла
с заготовки, и крепежной части (стержня),
предназначенной для установки и крепления
его в резцедержателе станка. Рабочая
(режущая) часть образуется рядом
поверхностей, которые, пересекаясь,
образуют режущие кромки и вершину резца.Передняя поверхность - это поверхность,
контактирующая в процессе резания со
срезаемым слоем и стружкой. Задние
поверхности резца контактируют в
процессе резания с поверхностями
заготовки.Главная задняя поверхность
- поверхность, обращенная к поверхности
резания заготовки.Вспомогательная
задняя поверхность - поверхность,
обращенная к обработанной поверхности
заготовки. Передняя и главная задняя
поверхности в пересечении образуютглавную режущую кромку, формирующую
большую сторону сечениясрезаемого
слоя. Передняя и вспомогательная
задняя поверхности, пересекаясь, образуютвспомогательную режущую кромку,
формирующую меньшую сторону сечения
срезаемого слоя.
Рис.21 Части и
поверхности резца .
1 - крепежная часть (стержень)
резца; 2 -рабочая часть; 3 - передняя
поверхность; 4 - вспомогательное
режущее лезвие (кромка); 5 - вершина; 6 -
вспомогательная задняя поверхность; 7
- главная задняя поверхность; 8 - главное
режущее лезвие (кромка).
окарный
прямой проходной резец(рис. 21) состоит
из двух частей - рабочей части, имеющей
режущие кромки, срезающие слой металла
с заготовки, и крепежной части (стержня),
предназначенной для установки и крепления
его в резцедержателе станка. Рабочая
(режущая) часть образуется рядом
поверхностей, которые, пересекаясь,
образуют режущие кромки и вершину резца.Передняя поверхность - это поверхность,
контактирующая в процессе резания со
срезаемым слоем и стружкой. Задние
поверхности резца контактируют в
процессе резания с поверхностями
заготовки.Главная задняя поверхность
- поверхность, обращенная к поверхности
резания заготовки.Вспомогательная
задняя поверхность - поверхность,
обращенная к обработанной поверхности
заготовки. Передняя и главная задняя
поверхности в пересечении образуютглавную режущую кромку, формирующую
большую сторону сечениясрезаемого
слоя. Передняя и вспомогательная
задняя поверхности, пересекаясь, образуютвспомогательную режущую кромку,
формирующую меньшую сторону сечения
срезаемого слоя.
Рис.21 Части и
поверхности резца .
1 - крепежная часть (стержень)
резца; 2 -рабочая часть; 3 - передняя
поверхность; 4 - вспомогательное
режущее лезвие (кромка); 5 - вершина; 6 -
вспомогательная задняя поверхность; 7
- главная задняя поверхность; 8 - главное
режущее лезвие (кромка).
Вершина резца - точка пересечения главной и вспомогательной режущих кромок. Для увеличения износостойкости резца и повышения чистоты обработанной поверхности вершину его закругляют по радиусу или срезают, образуя переходную режущую кромку. Основную работу, связанную со срезанием припуска, выполняет главное лезвие, состоящее из главной режущей кромки и примыкающих к ней контактных площадок на передней и задней поверхностях рабочей части резца.
52. Углы резца.
Г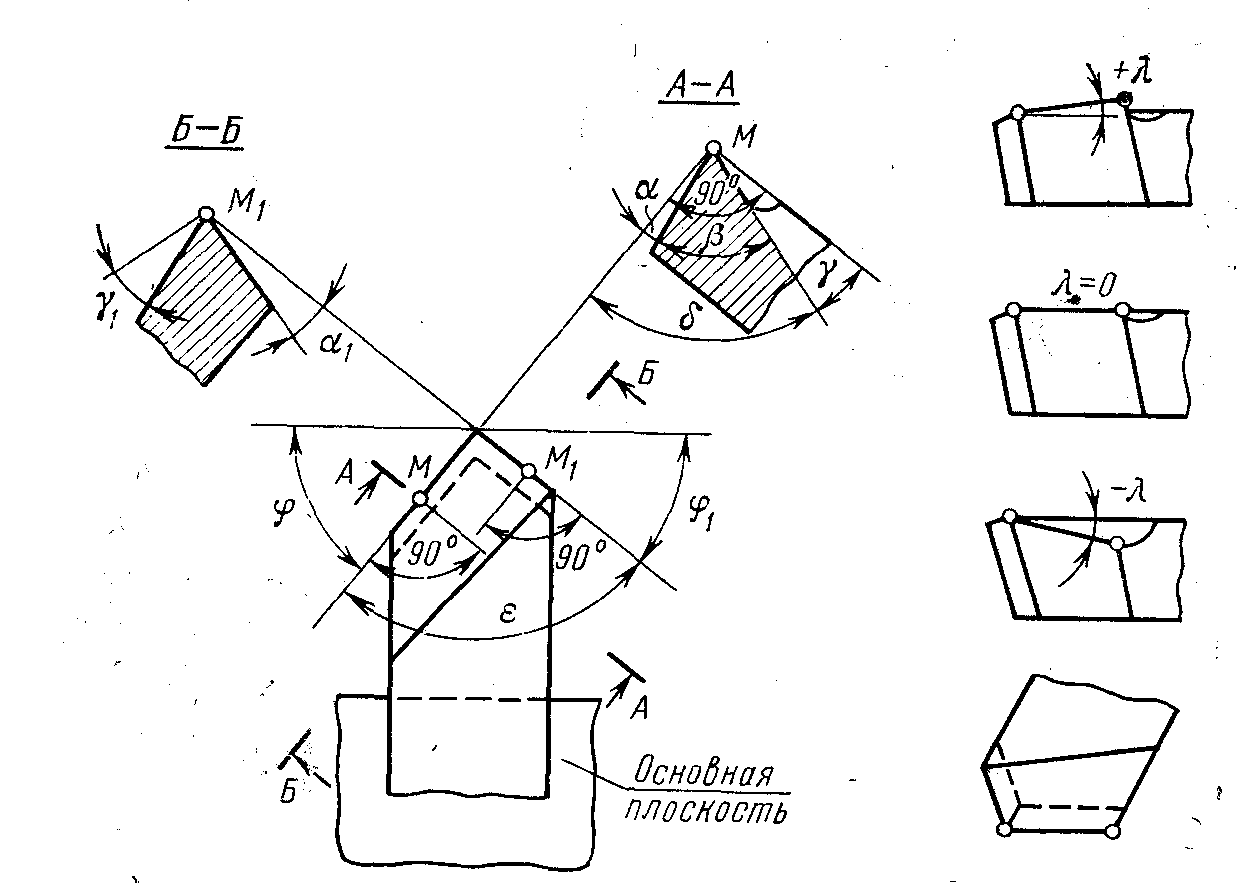 лавный
передний уголy-
угол между передней поверхностью резца
и плоскостью, перпендикулярной к
плоскости резания, проходящей через
главное режущее лезвие (точка М).
Значение угла колеблется в широких
пределах: от -10° (отрицательный уголy,
располагаемый в теле резца) до +30° и
выбирается в зависимости от условий
резания. С увеличением углаyоблегчается процесс стружкообразования
и снижаются силы резания и расход
мощности, но уменьшается прочность
главного режущего лезвия.Главный
задний угол аобразуется главной
задней поверхностью и плоскостью
резания, его
лавный
передний уголy-
угол между передней поверхностью резца
и плоскостью, перпендикулярной к
плоскости резания, проходящей через
главное режущее лезвие (точка М).
Значение угла колеблется в широких
пределах: от -10° (отрицательный уголy,
располагаемый в теле резца) до +30° и
выбирается в зависимости от условий
резания. С увеличением углаyоблегчается процесс стружкообразования
и снижаются силы резания и расход
мощности, но уменьшается прочность
главного режущего лезвия.Главный
задний угол аобразуется главной
задней поверхностью и плоскостью
резания, его
Рис.22
принимают равным 6...12°. Он служит для уменьшения трения между главной задней поверхностью резца и поверхностью резания. . Главный угол заострения в - угол между передней и главной задней поверхностями.Угол резания б образуют передняя поверхность и плоскость резания. Из рисунка 22 видно, что углы и зависят от углов а и у и связаны с ними следующими зависимостями: б=90°-(а+у) и б=90°-у Вспомогательные углы у1 и а1 измеряются во вспомогательной секущей плоскости Б-Б, перпендикулярной к проекции вспомогательного режущего лезвия на основную плоскость. Основное назначение угла у1- уменьшение трения между вспомогательной задней поверхностью резца и обработанной поверхностью заготовки. Углы в плане ф, ф1, е определяются в основной плоскости.Главный угол в плане ф - угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи, он изменяется в пределах 30...90°. Уменьшение угла ф повышает чистоту обработанной поверхности и снижает износ резца, но приводит к увеличению радиальной составляющей силы резания, поэтому чаще всего угол ф берется равным 45°.Вспомогательным углом в плане ф1называется угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением, обратным подаче. Обычно его значения выбирают в пределах 5...10° .С уменьшением ф1повышается чистота обработанной поверхности, увеличивается прочность вершины резца и снижается его износ.Угол при вершине в плане е образуется проекциями режущих лезвий на основную плоскость, и его определяют из соотношения е = 180° - (ф + ф1).