

24. Коррозия металлов, её виды и методы борьбы с ней.
Разрушение металлов под воздействием окружающей среды называют коррозией. Другими словами, коррозия – это процесс превращения металлов в окисленное состояние.
Классификация видов коррозии металлов:
1. По виду коррозионного процесса:
-электрохимическая (действие на металл электролита);
-химическая (действие на металл бензина, масла, смолы и т. д.);
-смешанная (атмосферная коррозия).
2. По виду коррозионной среды:
-природная (под действием атмосферы, морской, речной, озёрной воды, почвы);
-промышленная (под действием солей, кислот, щелочей).
3. По характеру коррозионного разрушения(рис.9):
-равномерная (а), неравномерную (б), избирательную, воздействующую на определенную фазу (в), пятнами (г), язвенную (д), точечную (ё), сквозную (ж), ножевую (з), трещинами (и), межкристаллитную (к), подповерхностную (л) и послойную (м) коррозии.
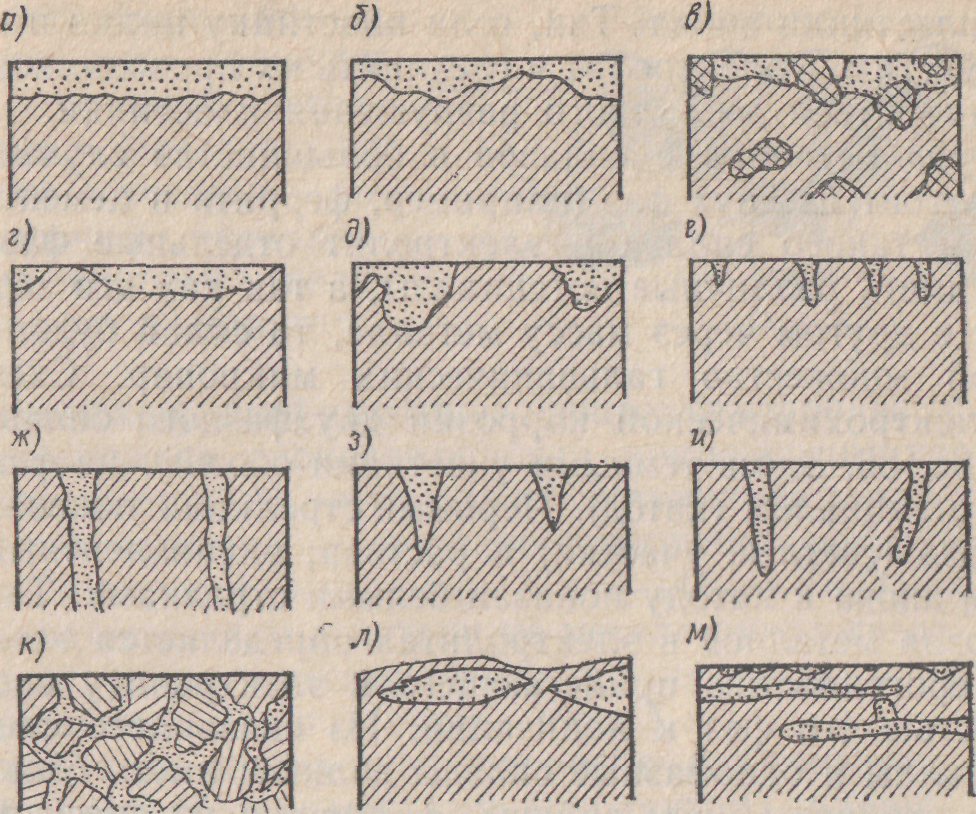
Рис. 9
На практике применяются следующие способы защитыметаллических изделий от коррозии; металлические и неметаллические покрытия, ингибиторы коррозии, электрохимическая защита.
Металлические покрытиябывают анодные и катодные.Анодные покрытия - покрытие железа цинком. Анодное покрытие защищает основной металл готовых изделий электрохимически.Катодные покрытия производят металлами, электродным потенциал которых в данном электролите выше потенциала основного металла. Катодные покрытия создают механическую защиту основного металла. Металлические покрытия наносят гальваническим, термодиффузионным, горячим способами, а также напылением, плакированном, припеканием.
Неметаллические покрытия - к ним относятся покрытия лаками, красками, смазкой, эмалями, а также резиной и эбонитом (гуммирование).
Ингибиторы коррозии- это соединения, которые вводят в небольших количествах в агрессивную среду для предотвращения или уменьшения скорости коррозии. Их используют для защиты металлоконструкций буровых скважин, трубопроводов, теплообменных аппаратов, химического оборудования.
Химическая защита – это создание на поверхности изделий защитных неметаллических пленок за счет окисления поверхностного слоя металла. Сам процесс называют оксидированием, а на железе и стали — воронением. Для воронения сталей заготовки погружают в растворы азотно-кислых солей при температуре 140 °С. Применяют для алюминия, магния и их сплавов для защиты изделий от воздуха и осадков.
Электрохимическая защита разделяется на протекторную и катодную.
Сущность протекторной защиты: вблизи поверхности, подлежащей защите, устанавливают протекторы из металла, имеющего в данном электролите меньший электродный потенциал, чем потенциал основного металла. Протектор будет анодом, а основной металл — катодом. Протектор будет постепенно разрушаться, защищая тем самым основной металл (подводные части судна).
Катодную защиту применяют для подземных металлических сооружений (трубопроводов, кабелей и т. д.), которые присоединяются к отрицательному полюсу источника постоянного тока; положительный полюс заземлен.