

4. Термічна обробка
Термічною обробкою називають процес обробки виробів з металів і сплавів шляхом теплового впливу з метою зміни їх структури й властивостей у заданому напрямку [5].
Загартування - термічна операція, що полягає в нагріванні сталі вище температури перетворення з наступним досить швидким охолодженням для одержання структурно нестійкого стану, що зветься мартенситом [3].
Температура нагрівання і час витримки повинні бути такими, щоб відбулися необхідні структурні зміни [5]. Швидкість охолодження повинна бути досить велика, щоб при зниженні температури не встигнули пройти зворотні фазові перетворення [5].
Відпуск - термічна операція, що полягає в нагріванні загартованого сплаву нижче температури перетворення для одержання більш стійкого структурного стану сплаву [3].
Матеріалом для виробу поршея циліндра поршня була обрана сталь 4Х5МФС. У даній сталі міститься ~0,4 % С, і вона відноситься до доевтектоїдних сталей.
Рисунок 4.1 – Розташування стали 4Х5МФС на діаграмі залізо – цементит.
Процес Виготовлення поршня
Заготівлю отримуємо в колі необхідного для отримання деталі діаметру.
Перед механічною обробкою: заготівля піддається куванні, для зменшення припусків при подальшій обаботке; термооброботке після куванні для отримання структури металу під механічну обробку.
Механічна обробка для отримання деталі поршня з припуском для шліфування після гарту.
Загартування, потім відпустку (графік, таблиця) для отримання необхідної твердості деталі.
Шліфування для отримання заданого (готового) розміру деталі і класу шорсткості.
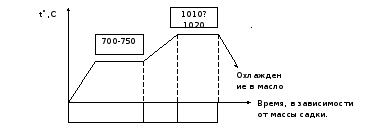
Перед куванням матеріал необхідно нагріти до аустенітного стану і розчинення карбідів. Нагрівання проводиться 100С/год. до температури 1180С.
Ковка проводиться при температурах 1180-800оС, Охолодження проводитися в колодязі. Після кування проводиться отжиг для отримання структури зернистого перліту забезпечує мінімальне
зусилля різання при механічній обробці і сприятлива при закалке.Для цього проводиться попередній нагрів до 800С зі швидкістю 100/год. При температурі витримки 850 зі швидкістю 30/год. 5-6 годин.
Охложденія проводитися з піччю зі швидкістю 20-30С/год. до температури 400С.Полное охолодження на повітрі.
Загартування перед механічною обробкою-дає структуру численного мартесіта і залишкового аустеніту.
1 відпустку. Перший відпустку зменшує численність мартенситу, а астоточний аустеніт переходить в мартенситную структуру. Возмаожно: механічна обробка після першого відпустки, замість другого відпустки провести азотування в середовищі аміаку. Отримуємо поверхневий шар на товщину 0.1-0.12 мм. HV 1000-1600.
Другий відпустку: для теплостійких марок сталі якої є 4Х5МФС .
Процес утворення аустеніту з перліту при нагріванні легованої сталі принципово такий же, як і в вуглецевої, але легуючі елементи сильно впливають на швидкість цього процесу, як правило, зменшуючи її. Карбіди легуючих елементів, у порівнянні з цементитом більш стійкі і вимагають більш високої температури і часу для їх розчинення.
Майже всі легуючі елементи гальмують зростання аустенітного зерна і
зменшують схильність стали до перегріву.
Після гарту легуючі елементи гальмують розпад мартенситу при відпустці і
при роботі при підвищених температурах.
Можна вибрати сталь марки 4Х5МФС, яка володіє необхідними технологічними властивостями при мінімальному легуванні.
(сталь 4ХМФС може втратити твердість і міцнісні властивості при експлуатації
при температурах вище 500?).
Технологія загартування.
Отпуск.
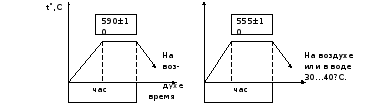
Рисунок 4.2 – Термічна обробка сталі 4Х5МФС .
Структуру сталі, після термообробки представимо на рис. 4.3, де
а - структура серцевини (Сотп.), б - структура поверхні (Мотп).
Рисунок 4.3 – Структура сталі после термічної обробки.