

8. Композиционные материалы, получаемые методом порошковой металлургии
Композиционные материалы бывают двух видов:
- дисперсноупрочненные;
- армированные волокнами.
8.1 Диспесноупрочненные материалы.
Это композиционные спеченные материалы, содержащие искусственно вводимые в них высоко дисперсные равномерно распределенные частицы фаз, не взаимодействующие активно с матрицей и заметно не растворяющиеся в ней вплоть до температуры ее плавления.
Наиболее эффективное упрочнение при содержании упрочняющей фазы в количестве 3÷15% от объема. Размер ее частиц до 1 мкм, среднее расстояние между ними 0,1÷0,5 мкм.
Требование к дисперсноупрочненным материалам:
1.Высокая стойкость против ползучести при повышенных температурах.
2. Малая плотность.
3. Высокая термостойкость.
4. Низкий термический коэффициент расширения.
5. Высокая теплопроводность.
Матрица – металл определяет пластичные свойства, тепло- и электропроводности (Al,Cu,Fe,Co,Ni).
Фаза - упрочнитель – оксидные включения, равномерно распределенные между зернами металла. (Al2O3,SiO2,HfO2,ZrO2,Cr2O3,Ni3Al).
Фаза - упрочнитель должна отвечать требованию:
1. Высокая термодинамическая прочность, высокая свободная энергия образования.
2. Малая скорость диффузии компонентов фазы в матрице и малая их растворимость в ней.
3. Высокая чистота и большая суммарная поверхность частиц дисперсной фазы.
Способ ввода фазы - упрочнителя зависит от выбора типа структуры, которая бывает:
дисперсная;
агрегатная.
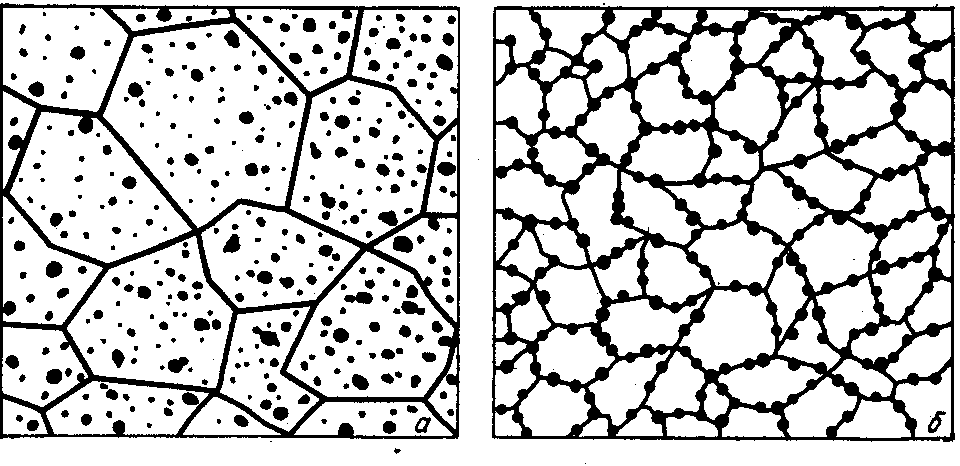
Дисперсная агрегатная
(предпочтительнее)
Способы ввода фазоупрочнителя в матрицу:
1.Мех. смешивание порошков оксида Мē + и упрочняющей фазы с последующим восстановлением оксида основного Мē.
2.Мех. смешивание порошков Мē матрицы и + порошка упрочняющей фазы. Получают агрегатную структуру.
3.Хим. смешивание, предусматривающее совместное осаждение солей и их последующее после прокалки восстановление с образованием Мē и сохранением фазы упрочнителя.
4.Внутреннее окисление порошков. Смешивают Мē основы и Мē дисперсной фазы, при высокой т-ре окисляют этот сплав. Растворенная фаза менее благородна, чем Мē-матрица Мē дисперсной фазы окисляется, образуя частицы оксидов.
Wсплавы упрочняютThO2 в количестве 0,75÷2% илиZrO2. Такие сплавы используют в ракетно-космической технике.Co-вые сплавы упрочняютThO2 (до 4%).Cuсплавы упрочняютAl2O3,ThO2 (1,5÷2%). При 650-700 °С дисперсный упрочнительCuимеет более высокую длительную прочность, чем сталь типа 12Х18Н10Т. Используют для обмоток роторов двигателей, теплообменников, электровакуумных приборов, контактов.
8.2 Волокнистые композиционные материалы
Матрица упрочняется волокнами или проволокой в количестве 15÷20%. Деформация матрицы используется для передачи напряжения высокопрочными волокнами, силами сцепления на границе раздела волокно-матрица. Волокна задерживают распространение трещины, повышая прочность и вязкость.
Армирующие материалы: волокна, усы или проволока Fe,W,Ni,Mo,Ti,Al2O3, стали.
Способы производства волокон:
1. Мех. метод – получение волокна из расплава, продавливанием расплава через отверстие диаметром 50-100 мкм.
2. Физико-химический – получают усы восстановлением соединения Мē. Можно получить усы испарением в вакууме с последующей конденсацией паров (получают усы Zn,Ag,Be,Si). Получают химическим травлением проволоки до нужного диаметра. Э/х осаждением (Fe,Ag,Cu).
3. Кермет – керамико-металлические материалы. Это композиция из керамической (более 50%) и металлической составляющих, получаемая методами порошковой металлургии. Пример керметов: Al2O3-Crприменяют в реактивных двигателях. Для него порошки размером до 40 мкм, смешивание всухую. Формование – в стальных прессформах давлением 70÷85 МПа., гидростатическое прессование при давлении до 700 МПа. Спекание в атмосфере высокочистого водорода при температурах 1450-1500 °С.
Условием образования прочной связи между цементирующим металлом и неметаллической фазы является взаимная полная или частичная растворимость. Связывание в керметах – это результат хим. взаимодействия атомов, располагающихся на поверхностях разнородных фаз. Спекание керметов ведут в присутствие жидкой фазы.
Методы формования:
1. Шликерное формование.
2. Пропитка.
3. Спекание под давлением эл. тока (разновидность горячего прессования).
4. Взрывное прессование.
Группы керметов:
оксидные (оксид-металл);
карбидные (карбид-металл);
нитридные (нитрид-металл);
боридные (борид-металл).
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА:
1. Порошковая металлургия и напыленные покрытия. Учебник для вузов под ред. Б.С.Митина. М.: Металлургия, 1987, - 792 с.
2. Степанчук А.Н., Билык И.И., Бойко Л.А. Технология порошковой металлургии. – К. Высшая школа, 1989, - 416 с.
3. Либенсон Г.А. Производство спеченных изделий. – М.: Металлургия, 1982. – 256 с.
4. Порошковая металлургия. Материалы, технология, свойства, области применения. Справочник / И.М. Федорченко, И.Н. Францевич, И.Д. Радомысельский и др. – Киев, Наукова думка, 1985. – 624 с.
5. В.И. Фистуль. Новые материалы. Состояние, проблемы, перспективы. М.:МИСиС, 1995, - С 126-137.