

Припуски на обработку при изготовлении деталей машин
Всякая заготовка, предназначенная для дальнейшей механической обработки, изготавливается с припуском на размеры готовой детали.
Общим припуском называют толщину слоя материала, удаляемого сэлементарной поверхности при выполнении всего процесса обработки данной поверхности от исходной заготовки до готовой детали. Величина общего припуска определяется разностью размеров заготовки и готовой детали, измеренных от одной базы по нормали к обработанной поверхности.
Операционным припуском называют слой материала,удаляемый при выполнении данной операции (перехода).
Величина припуска оказывает влияние на расход материала,себестоимость детали. Поэтому установление оптимальных припусков является важным технико-экономическим вопросом.
Назначенный припуск может быть признан оптимальным, если он обеспечивает:
удаление с заготовки всех отклонений геометрических параметров обрабатываемой поверхности (размера, формы, расположения поверхности относительно технологических баз, высотных параметров волнистости и шероховатости поверхности, а также дефектного поверхностного слоя);
получение заданных геометрических параметров без следов«черноты», т.е. следов предшествующей обработки;
минимально необходимый снимаемый слой материала.
Припуски могут быть симметричные и асимметричные, т.е. расположенные, по отношению к оси заготовки симметрично и асимметрично. Симметричные припуски могут быть у наружных и внутренних поверхностей тел вращения; они могут быть также у противолежащих плоских поверхностей, обрабатываемых параллельно, одновременно. Однако, как в первом, так и во втором случае возможно и асимметричное расположение припусков.
Так как операционные размеры при обработке не могут бытьвыдержаны абсолютно точно, то фактическая величина припуска колеблется в некоторых пределах. В связи с этим различают минимальный, номинальный (расчетный) и максимальный припуски.
На рис.2.24 показана схема расположения допусков и припусков при однооперационной обработке заготовки.
Согласно схеме расположения допусков и припусков (рис.2.24) минимальный припуск Zmin = Азаг. min – Адет. max. При этом методе всегда будет гарантирован слой материала для удаления погрешностей и дефектного слоя, оставшихся после предыдущей операции. Данный метод более приемлемый в производственных условиях и при проведенииразмерного анализа всеготехнологического процесса.
Максимальный припуск (рис.2.24) Zmax = Азаг. max – Адет. min. Номинальные припуски определяются разностью номинальных размеров смежных операций. Общий припуск на обработку поверхности определяется суммой операционных номинальных припусков.
На рис. 2.25 показана схема расположения допусков и припусков при обработке заготовки за три операции.
П остроение
схемы допусков и припусков начинается
с последней операции и заканчивается
первой, т.е. параметрами заготовки.
остроение
схемы допусков и припусков начинается
с последней операции и заканчивается
первой, т.е. параметрами заготовки.
Допуск на последнюю операцию принимается равным чертежному допуску детали. Допуски на предыдущие операции устанавливаются экономически достижимыми для каждого метода обработки.
В зависимости от типа производства припуски устанавливаются одним из двух методов – опытно-статистическим или расчетно-аналитическим.
В условиях единичного и серийного производства обычных деталей средней сложности для определения общих и операционных припусков пользуются нормативными таблицами припусков.
Расчетно-аналитический метод определения припусков и промежуточных размеров применяется при проектировании исходных заготовок и отдельных операций технологического процесса крупносерийного и массового производства, а также процессов обработки крупных и особенно ответственных деталей серийного и даже единичного производства.
Расчет припусков на обработку начинается с определения, по нижеуказанным формулам, минимального припуска Zi min, удаление которого с обрабатываемой поверхности технически необходимо для обеспечения требуемой точности и эксплуатационных параметров качества поверхности детали.
Симметричный припуск на диаметр наружных и внутренних поверхностей тел вращения (вал и отверстие) определяется по формуле:
![]() ; (2.20)
; (2.20)
симметричный припуск на обе противолежащие параллельные плоские поверхности:
![]() ; (2.21)
; (2.21)
асимметричный припуск на одну из противолежащих параллельных плоских поверхностей:
![]() . (2.22)
. (2.22)
В формулах Zв min – минимальный припуск на выполняемый переход («на сторону»);Rza – высота микронеровностей, оставшихся от предшествующей обработки; ha– толщина дефектного поверхностного слоя, оставшегося от предшествующей обработки; ρa – суммарное значение пространственных отклонений, возникших при предшествующей обработке; εув–погрешность установки заготовки при выполняемой операции.
Коэффициент 2в формулах (2.20) и (2.21) означает, что припуск принят на диаметр или на обе стороны.
К дефектам поверхности относятся: обезуглероженный поверхностный слой, который возникает у закаленных деталей, литых и прокатанных заготовок, в заготовках из серого чугуна в виде перлитной зоны; трещины после термической обработки или шлифования и др.
Пространственные отклонения, например, у валов могут быть в виде изогнутости, отклонений от соосности ступеней, смещения оси центровых гнезд от геометрической оси заготовки, неперпендикулярности торцевых поверхностей к оси детали и др. В корпусных деталях может быть непараллельность обрабатываемой и базовой поверхностей, несоосность отверстий, смещение оси отверстия и др.
На погрешность установки оказывает влияние конфигурация заготовки, величина зажимных усилий, величина дисбаланса приспособления и заготовки, способ закрепления заготовки и т.п.
Некоторые составляющие припуска учитываются не всегда.Например, при обработке точениемдеталей из серого чугуна,стальных штамповок, поковок и заготовок из проката толщина дефектного слоя учитывается лишь при черновой обработке на первой операции.
П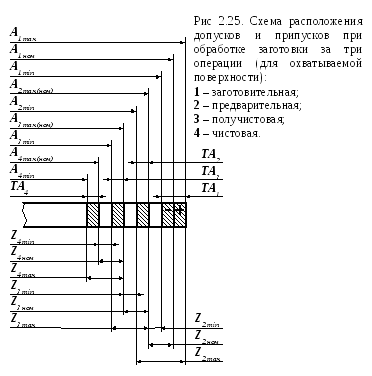 ри
обтачивании цилиндрических поверхностей
на валах, установленных в центрах,
погрешность установкиεув = 0.
При развертывании плавающей разверткой
и протягивании отверстий смещение и
увод оси, т.е.
ρa = 0,
а также погрешность установкиεув = 0.
При суперфинишировании и полировании
цилиндрических поверхностей, когда
достигается лишь снижение шероховатости,
формула 2.2 принимает вид2Zв
min = 2Rza.
ри
обтачивании цилиндрических поверхностей
на валах, установленных в центрах,
погрешность установкиεув = 0.
При развертывании плавающей разверткой
и протягивании отверстий смещение и
увод оси, т.е.
ρa = 0,
а также погрешность установкиεув = 0.
При суперфинишировании и полировании
цилиндрических поверхностей, когда
достигается лишь снижение шероховатости,
формула 2.2 принимает вид2Zв
min = 2Rza.
При обработке лезвийным или абразивным инструментом без выдерживания размера («как чисто») поверхности
![]() , (2.23)
, (2.23)
где ∆ф – погрешность формы поверхности заготовки (принимается 0,25 от допуска на размер заготовки).
После определения минимальных припусков и операционных размеров с допусками рассчитывают номинальные и максимальные припуски, а также общий припуск на обработку поверхности.
Величина максимального припуска жестко не ограничивается и формируется в зависимости от допусков на предшествующую и проектируемую операции.
Однако, в некоторых случаях расчетов, величина наибольшего припуска на обработку должна быть также строго ограничена. Так, например, для сохранения твердого закаленного слоя после закалки токами высокой частоты или после цементации необходимо, чтобы максимальный припуск на шлифование был меньше глубины закаленного слоя. В некоторых случаях максимальный припуск на шлифование ограничивается из соображений снижения его трудоемкости.