

Классификация баз
В основу классификации баз положены соображения, что все многообразие поверхностей деталей машин сводится к четырем видам: исполнительные (служебные) поверхности, основные и вспомогательные базы, свободные поверхности.
Базы классифицируются по назначению, по лишаемым степеням свободы и по характеру проявления.
По назначению базы разделяются на конструкторские, технологические и измерительные.
Конструкторская база – это база, используемая для определения положения детали или сборочной единицы в изделии. Конструкторские базы делятся на два вида – основные и вспомогательные базы.
Основная база– это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная база– это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
 На
рис. 1.15
показан
комплект основных баз вала, а на рис.
1.16
–
комплект
вспомогательных баз вала со шпонкой и
основных баз шестерни.
На
рис. 1.15
показан
комплект основных баз вала, а на рис.
1.16
–
комплект
вспомогательных баз вала со шпонкой и
основных баз шестерни.
Основные базы присоединяемой детали негативны со вспомогательными базами основной детали, так как при сборке совмещаются основные и вспомогательные базы сопрягаемых деталей.
Каждая деталь обладает только одним комплектом основных баз, а количество комплектов вспомогательных баз зависит от количества присоединяемых деталей.
Технологическая база – это база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. В качестве технологических баз, кроме поверхностей, осей и точек, могут быть использованы разметочные риски и точки от накернивания.
Измерительная база– это база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Независимо от назначения, классификация баз по лишаемым степеням свободы предусматривает разделение всех деталей и заготовок по форме на три вида: призматические, длинные цилиндрические (l > d) и короткие цилиндрические (l < d) детали или заготовки. Эта классификация предусматривает следующие виды баз: установочная, направляющая, опорная, двойная направляющая и двойная опорная.
 Под
установочной базой понимается база,
используемая для наложения на заготовку
или изделие связей, лишающих их трех
степеней свободы – перемещения вдоль
одной координатной оси и поворотов
вокруг двух других
осей.
Под
установочной базой понимается база,
используемая для наложения на заготовку
или изделие связей, лишающих их трех
степеней свободы – перемещения вдоль
одной координатной оси и поворотов
вокруг двух других
осей.
На рис. 1.12 показана установочная база призматической детали на поверхности I в виде трех связей (1, 2, 3) которые лишают деталь трех степеней свободы – перемещения вдоль оси Оz и вращения вокруг осей Ох и Оу. Сокращенно это условие может быть записано в таком виде:
![]()
![]()
![]() .
.
В качестве установочной базы целесообразно использовать поверхность с наибольшей площадью.
Под направляющей базой понимается база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы – перемещения вдоль координатной оси и поворота вокруг другой оси (рис. 1.12, поверхность II), т.е.
![]()
![]()
![]() .
.
Для надежного базирования в качестве направляющей базы рекомендуется использовать поверхность с наибольшей протяженностью.
Опорная база – это база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси (рис. 1.12, поверхность III), т. е.
![]()
![]()
![]() .
.
Двойная направляющая база – это база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг этих осей.
Двойная направляющая база обычно используется при базировании длинных цилиндрических заготовок или изделий.
На рис. 1.17 показана установка вала в центрах.
Связи 1, 2, 3, 4 образуют двойную направляющую базу и лишают вал четырех степеней свободы, т. е.
![]()
![]()
![]() .
.
Связь 5 лишает вал одной
степени свободы (опорная база), т.е. ![]()
![]()
![]() .
.
Аналогично рис. 1.17 базируются длинные цилиндрические детали (заготовки) при установке их в призмах с упором в торец, консольно в трехкулачковых патронах (две связи реализуются в кулачках, а две – с правой стороны выверкой для совмещения оси заготовки с осью шпинделя станка). В отдельных случаях такие детали при базировании лишаются и шестой степени свободы, например, при сверлении поперечного отверстия, закоординированного относительно шпоночного паза, при нарезании многозаходных резьб и др.
П ри
установке деталей по длинной конической
поверхности с относительно небольшой
конусностью (хвостовики сверлильных
патронов и режущих
инструментов) коническая поверхность
лишает деталь пяти степеней
свободы, оставляя возможность поворотов
вокруг собственной оси, т. е. коническая
поверхность совмещает в себе функцию
двойной направляющей
и опорной базы.
ри
установке деталей по длинной конической
поверхности с относительно небольшой
конусностью (хвостовики сверлильных
патронов и режущих
инструментов) коническая поверхность
лишает деталь пяти степеней
свободы, оставляя возможность поворотов
вокруг собственной оси, т. е. коническая
поверхность совмещает в себе функцию
двойной направляющей
и опорной базы.
При установке втулок, стаканов и т. п. заготовок по отверстию на разжимных или легкоконусных оправках без зазора двойная направляющая база совмещается с осью заготовки. При установке этих же заготовок на оправках с зазором двойная направляющая база реализуется по цилиндрической поверхности отверстия.
При бесцентровом шлифовании валов двойная направляющая база реализуется контактом заготовки с опорным ножом и ведущим кругом.
Под двойной опорной базой понимается база, используемая для наложения на заготовку и изделие связей, лишающих их двух степеней свободы – перемещения вдоль двух координатных осей.
Следует иметь в виду, что двойная опорная база образуется только при базировании коротких цилиндрических заготовок или изделий класса «диски».
На рис. 1.18 показана схема базирования короткой цилиндрической заготовки в трехкулачковом самоцентрирующемся патроне.
При базировании дисков (рис. 1.18) по левому торцу создается установочная база с тремя связями:
![]()
![]()
![]() ,
,
а при контакте с кулачками совмещается ось диска с осью кулачков, создавая двойную опорную базу с лишением двух степеней свободы – Sу,z.
П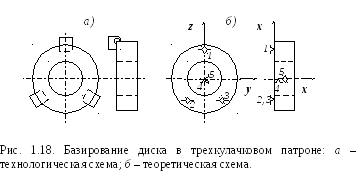 охарактеру
проявления базы подразделяются на два
вида –явные
и
скрытые. Явная
база – это база заготовки или изделия
в виде реальной поверхности,
разметочной риски или точки пересечения
рисок. Скрытая база
– это база заготовки в виде воображаемой
плоскости, оси или точки.
Применение скрытых баз во многих случаях
позволяет исключить из расчетов
неизбежные погрешности реальных
поверхностей, снижающие точность
базирования.
охарактеру
проявления базы подразделяются на два
вида –явные
и
скрытые. Явная
база – это база заготовки или изделия
в виде реальной поверхности,
разметочной риски или точки пересечения
рисок. Скрытая база
– это база заготовки в виде воображаемой
плоскости, оси или точки.
Применение скрытых баз во многих случаях
позволяет исключить из расчетов
неизбежные погрешности реальных
поверхностей, снижающие точность
базирования.