

Плазменно-дуговая наплавка
 Способ
основан на использовании в качестве
источника теплоты плазменной дуги,
для получения которой служат устройства,
называемые плазмотронами (рис. 10).
Способ
основан на использовании в качестве
источника теплоты плазменной дуги,
для получения которой служат устройства,
называемые плазмотронами (рис. 10).
Плазмотрон состоит из охлаждаемых водой катода и анода, смонтированных в рукоятке. Катод обычно изготовляют из вольфрама или лантанированного вольфрама (вольфрамовые стержни с присадкой 1...2 % оксида лантана), анод (сопло) — из меди (водо-охлаждаемое сопло). Катод и анод изолированы друг от друга прокладкой из изоляционного материала (асбеста).
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного напряжения 80... 100 В. Электрическая дуга, горящая между катодом и анодом, нагревает подаваемый в плазмотрон газ до температуры плазмы, т. е. до состояния электропроводности. В поток нагретого газа вводят материал для сварки и наплавки. Образующиеся расплавленные частицы материала выносятся потоком горячего газа из сопла и наносятся на поверхность изделия.
В качестве плазмообразующих газов используют аргон, азот, гелий и аргон-азотную смесь.
Область применения способа — нанесение тонкослойных покрытий на нагруженные детали с малым износом. Плазменную наплавку применяют при восстановлении коленчатых, кулачковых и распределительных валов, валов турбокомпрессоров, осей, крестовин карданных шарниров и др.
При плазменной наплавке получают покрытия толщиной 0,2...6,5 мм и шириной 1,2...45 мм. Если наносят легкоплавкий материал, то возможно нанесение покрытия с проплавлением очень тонких поверхностных слоев без оплавления поверхности.
Термический КПД наплавки в 2...3 раза больше, чем при электродуговом процессе. Производительность процесса 0,4...5,5 кг/ч. Производительность плазменно-порошковой наплавки аустенит-ных нержавеющих сталей не уступает производительности электродуговой наплавки.
Различают наплавку по винтовой линии с непрерывной подачей плазмотрона и широкослойную наплавку с его гармоническими колебаниями относительно оси вращающейся детали. Для нанесения покрытий толщиной более 4 мм применяют многослойную наплавку.
Материалы для плазменной наплавки разнообразны и включают железоуглеродистые высоколегированные сплавы, колмонои, стеллиты, инструментальные и быстрорежущие стали. Применяют прутки, проволоку, порошки и комбинации материалов.
В ремонтной практике для получения износостойких покрытий используют порошковые материалы ПР-Н73Х16СЗРЗ, 204 ПР-Н70Х17МС4Р4, Х5, ПР-Х4ГСР и порошковые смеси ПЖВ-1, 1ПР-М6ФЗ, ПР-Х18Н9.
Оптимальный размер частиц порошка 60... 100 мкм. Эффективнее подавать присадочный порошок вдоль оси плазменной струи (через отверстие анода, в этом случае полностью расплавляются кастицы размером 200...250 мкм и создаются наилучшие условия для расплавления и формирования покрытия.
Для плазменной наплавки применяют установки УД-417, УПН-303, УН-602, для сварки - УПС-301, УПС-403, УПС-804.
Сварка с использованием ультрозвука
Ультразвук — это волнообразно распространяющееся колебательное движение частиц твердых тел, жидкостей и газов, происходящее с частотой более 16...20 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что при приложении колебаний высокой частоты к свариваемым деталям в них возникают касательные напряжения, вызывающие пластические деформации материала свариваемых поверхностей.
 В
результате механических колебаний в
месте соединения металла повышается
температура, зависящая от свойств
свариваемого материала. Эта температура
способствует возникновению пластического
состояния материалов и их соединению.
В местах сварки образуются совместные
кристаллы, обеспечивающие прочность
сварного соединения. Длительность
процесса сварки исчисляется для
деталей малой толщины долями секунды.
В
результате механических колебаний в
месте соединения металла повышается
температура, зависящая от свойств
свариваемого материала. Эта температура
способствует возникновению пластического
состояния материалов и их соединению.
В местах сварки образуются совместные
кристаллы, обеспечивающие прочность
сварного соединения. Длительность
процесса сварки исчисляется для
деталей малой толщины долями секунды.
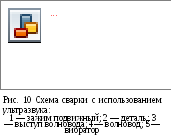
Схема установки для получения точечных соединений ультразвуком показана на рисунке 10. Вибратор 5, обмотка которого питается током высокой частоты, охлаждается водой. Вибрато служит для преобразования тока высокой частоты в механически колебания, которые передаются на волновод 4, являющийся одно временно усилителем-концентратором механических колебаний На конце волновода имеется выступ 3, который служит одним и электродов. При сварке деталь 2 зажимают между выступом 3 волновода и подвижным зажимом 7, через который передается на де таль необходимое для сварки давление. Сварка происходит в момент включения электрического тока высокой частоты на вибратора.
Способ применяют как для сварки двух листов малой толщины так и для пакетной сварки, сварки разнородных металлов (коррозионно-стойких сталей с алюминием, меди с алюминием и др.), дета лей малой и большой толщины, трудносвариваемых металлов (молибдена, вольфрама, тантала, циркония и др.), а также для сварю пластмасс. Прочность соединения, выполненного сваркой ультра звуком, превышает прочность соединения, полученного контактной сваркой. При сварке сталей различных толщин ультразвуковые колебания вводят со стороны более тонкой детали.
Для выполнения сварки ультразвуком применяют установки УЗСМ-1, УТ-4, УЗТШ-1, МТУ-4 и др.