

Задачи_2014
.pdfКиїв - 2014
Задача №10
1 |
5 |
2 |
10 |
9 |
|
|
|
|
4
6
3
7
ІІ
8
І
Объект автоматизации: Манипулятор загрузки металлических листов в рабочую зону установки лазерной резки.
Привод 1 быстро опускает систему вакуумных присосок 7, установленных на раме 6, к пакету металлических листов 8. Вакуум, создаваемый эжектором после включения клапана 5, захватывает системой присосок 7 верхний лист, и привод 1 поднимает его в верхнее положение за 3-4 секунды. Привод 2 подводит раму 6 к позиции загрузки металла І на столы лазерной резки 9 или 10. После этого, с помощью привода 1, листы металла за 2-3 секунды опускаются на стол, находящийся на позиции I. Вакуумные присоски отпускают лист металла после выключения клапана 5. Привод 1 быстро поднимает раму 6, а привод 2 возвращает ее в исходное положение. После отгрузки очередного листа на стол приводы возвращаются в исходное положение, и цикл загрузки повторяется с заданным интервалом времени.
С помощью привода 3 стол 9 перемещается в рабочую зону ІІ лазерной резки. Одновременно с этим, с помощью привода 4, стол 10 из рабочей зоны ІІ возвращается на позицию загрузки І. Контроль времени выполняется с помощью реле времени (пневматического или электрического) или таймера.
20
Київ - 2014
Задача 10.а. Составить пневматическую схему системы автоматической загрузки листов на столы 9 и 10 (используются приводы 1 и 2, обеспечить подъем и опускание листа с заданной скоростью). Принять интервал времени между загрузкой листов равным 20 секунд. Имитация наличия листа в пакете 8 осуществляется подачей сигнала от пневматической кнопки без фиксатора. Старт работы системы в режиме длительного цикла осуществляется по включению кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 10.б. Составить электропневматическую схему системы автоматической загрузки листов на столы 9 и 10 (используются приводы 1 и 2, обеспечить подъем и опускание листа с заданной скоростью). Принять интервал времени между загрузкой листов равным 20 секунд. Имитация наличия листа в пакете 8 осуществляется подачей сигнала от индуктивного датчика. Начало работы системы в режиме длительного цикла осуществляется по включению кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 10.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматической загрузки листов на столы 9 и 10 (используются приводы 1 и 2, см. условие задачи 10.б). Старт работы системы в режиме длительного цикла по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла – повторным нажатием кнопки S1.
Задача 10.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для автоматической загрузки листов на столы 9 и 10 (используются приводы 1 и 2, см. условие задачи 10.б). Старт работы системы в режиме длительного цикла по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла – повторным нажатием кнопки S1.
Задача 10.д. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы установки (используются приводы 1, 2, 3, 4 и клапан 5). Старт работы системы в режиме длительного цикла по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла – повторным нажатием кнопки S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 10.д сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 1 – кнопка S1, 3 – кнопка S2, 4 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
21
Київ - 2014
Задача №11
А |
5 |
3 |
Б |
2
1
 4
4
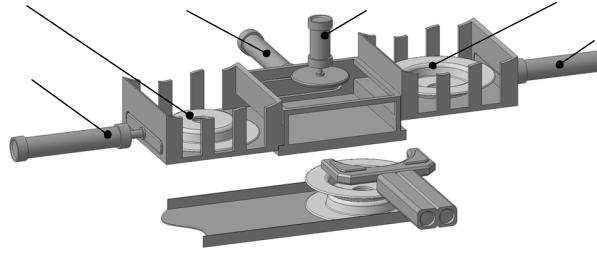
Объект автоматизации: Сварочный автомат линии по изготовлению дисков для колес.
Диск состоит из двух полудисков (А и Б), являющихся штампованными изделиями. Полудиски соединяются по контуру с помощью сварных швов и по плоскости с помощью точечной сварки. Соединение выполняется сварочным автоматом за шесть секунд. Первый полудиск подается приводом 1 в кондуктор из нижнего магазина. После отвода привода 1, второй полудиск подается в кондуктор поверх первого полудиска из верхнего магазина приводом 2. Пневмоцилиндр 3 осуществляет плотный прижим дисков друг к другу и их фиксацию (контроль по давлению), после чего привод 4 плавно подводит к плоскости контакта сварочный автомат на шесть секунд. За это время происходит соединение полудисков. По завершению операции сварки (контроль по времени – 6 с) сначала привод сварочного автомата 4, а затем цилиндр фиксации 3 возвращаются в исходное положение.
Готовый диск выталкивается пневматическим цилиндром 5 на позицию отгрузки. После того, как все приводы возвратятся в исходное положение, система повторяет цикл. Контроль времени выполняется с помощью реле времени (пневматического или электрического) или таймера.
22
Київ - 2014
Задача 11.а. Составить пневматическую схему системы управления приводами фиксации полудисков и отгрузки деталей (используются приводы 3 и 5). Контроль прижима полудисков осуществляется по усилию (давление 4 бара). Время работы сварочного автомата принять равным 6 секунд. Время загрузки полудисков в кондуктор составляет 10 секунд. Временем движения привода 4 пренебречь. Наличие полудисков на позициях загрузки А и Б имитируется пневматической кнопкой. Включение работы приводов в режим длительного цикла выполняется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 11.б. Составить электропневматическую схему системы управления приводами фиксации полудисков и отгрузки деталей (используются приводы 3 и 5). Контроль прижима полудисков осуществляется по усилию (давление 4 бара). Время работы сварочного автомата принять равным 6 секунд. Время загрузки полудисков в кондуктор составляет 10 секунд. Временем движения привода 4 пренебречь. Наличие полудисков на позициях загрузки А и Б имитируется электроконтактной кнопкой. Включение работы приводов в режим длительного цикла выполняется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 11.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для управления приводами фиксации полудисков и отгрузки деталей (используются приводы 3 и 5, см. условие задачи 11.б.). Включение работы приводов в режим длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 11.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для управления приводами фиксации полудисков и отгрузки деталей (используются приводы 3 и 5, см. условие задачи 11.б.). Включение работы приводов в режим длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 11.д. Составить электропневматическую схему и управляющую программу в среде FST язык STL для управления работой сварочного автомата (используются приводы 1, 2, 3, 4, 5). Включение работы приводов в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 11.д. сервисными режимами:
•первое нажатие S1 - длительный цикл работы системы;
•второе нажатие S1 - завершение циклической работы системы;
•первое нажатие кнопки S4 - переход в режим ручного управления приводами: 1 - кнопка S1, 2 - кнопка S2, 3 - кнопка S3;
•повторное нажатие кнопки S4 - выход системы из режима ручного управления.
Решение задачи включает:
-список оборудования,
-схему подключения элементов системы,
-описание работы системы,
-собранную и отлаженную систему на учебном стенде.
23
Київ - 2014
Задача №12
4 |
5 |
6 |
7 |
|
|
|
8
3
2
9
1
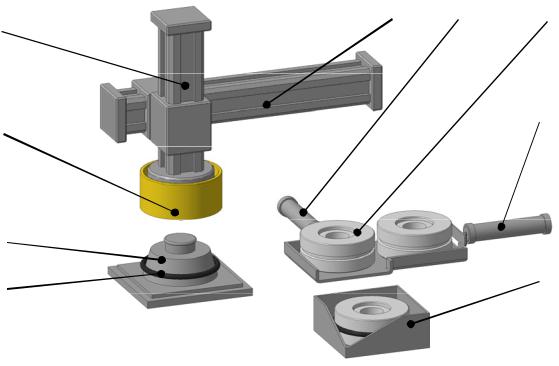
Объект автоматизации: Устройство установки уплотнительного кольца на поршень гидравлического цилиндра.
Привод 8 подает поршень 7 на позицию сборки. Привод 4 быстро опускает вакуумный схват к конической оправке 2 с предварительно установленным на ней уплотнительным кольцом 1. Движение выполняется до упора схвата в оправку, что контролируется повышением давления до 2,5 бар. Привод 4 быстро поднимает схват с оправкой в верхнее положение. Затем привод 5 перемещает схват к позиции монтажа. После этого привод 4 быстро опускает оправку на поршень до упора, что контролируется повышением давления до 2,5 бар. Затем привод 4 продолжает движение со скоростью 0,01 м/с до конца хода. При этом цилиндрическая направляющая 3 сдвигает уплотнительное кольцо в паз поршня. Привод 4 быстро поднимает оправку, затем привод 5 возвращается в исходное положение. После чего привод 4 быстро опускает оправку на исходную позицию, что контролируется повышением давления до 2,5 бар, для установки следующего кольца и быстро поднимает схват. Одновременно с этим привод 6 выполняет отгрузку поршня с установленным уплотнительным кольцом в накопитель 9. После отгрузки очередного поршня привод 6 возвращается в исходное положение, и цикл повторяется, начиная с загрузки очередного поршня.
24
Київ - 2014
Задача 12.а. Составить пневматическую схему системы автоматической установки кольца 1 на поршень 7 (используются приводы 4 и 5, обеспечить контроль давления при захвате оправки и установке кольца). Принять интервал времени для установки уплотнительного кольца 1 на оправку 2 равным 5 секунд. Имитация наличия поршня на позиции загрузки осуществляется подачей сигнала от пневматической кнопки. Старт работы системы в режиме длительного цикла осуществляется по включению кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 12.б. Составить электропневматическую схему системы автоматической установки кольца 1 на поршень 7 (используются приводы 4 и 5, обеспечить контроль давления при захвате оправки и установке кольца). Принять интервал времени для установки уплотнительного кольца 1 на оправку 2 равным 5 секунд. Имитация наличия поршня на позиции загрузки осуществляется подачей сигнала от емкостного датчика. Старт работы системы в режиме длительного цикла осуществляется по включению кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 12.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматической установки кольца 1 на поршень 7 (используются приводы 4 и 5, обеспечить контроль давления при захвате оправки и установке кольца, см. условие задачи 12.б). Старт работы системы в режиме длительного цикла по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла – повторным нажатием кнопки S1.
Задача 12.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для автоматической установки кольца 1 на поршень 7 (используются приводы 4 и 5, обеспечить контроль давления при захвате оправки и установке кольца, см. условие задачи 12.б). Старт работы системы в режиме длительного цикла по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла – повторным нажатием кнопки S1.
Задача 12.д. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы установки (используются приводы 4, 5, 6, 8). Старт работы системы в режиме длительного цикла по нажатию кнопки S1, остановка системы после завершения цикла – повторным нажатием
кнопки S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 10.д сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 4 – кнопка S1, 6 – кнопка S2, 8 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
25
Київ - 2014
Задача № 13
ОД
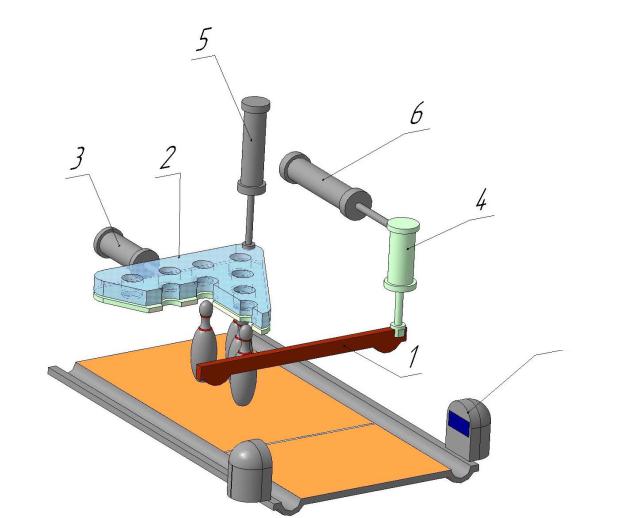
Объект автоматизации: система установки кегель на дорожке для боулинга. Система состоит из следующих основных элементов: грабель 1, предназначенных для блокировки дорожки и уборки оставшихся после броска кегель, челнока 2, предназначенного для опускания и установки кегель на дорожку. При включении системы кегли находятся на дорожке. После броска шара срабатывает датчик ОД, грабли 1 опускаются приводом 4 в нижнюю позицию, блокируют дорожку. Привод 6 втягивает шток и убирает кегли с помощью грабель 1, после чего возвращается в исходное положение. Для следующего броска привод 5 опускает челнок с полным набором кегель, привод 3 отпускает фиксатор кегель в челноке в нижнем положении привода 5. Кегли устанавливаются на дорожку, и привод 5 поднимает челнок в верхнее положение. В течение 5 секунд в челнок устанавливается новый набор кегель. После этого привод 3 фиксирует кегли в челноке и одновременно с ним привод 4 поднимает
грабли и разблокирует дорожку для следующего броска.
26
Київ - 2014
Задача 13.а. Составить пневматическую схему автоматического управления работой привода фиксации 3, привода 4 подъема-опускания грабель, привода 5 подъемаопускания челнока, и привода 6 горизонтального перемещения грабель. Контроль фиксации кегель приводом 3 осуществляется по усилию (давление 4 бара), контроль передвижения челнока и грабель - по положению. Сигнал от датчика ОД имитировать сигналом от кнопки. Время установки кегель в челнок составляет 5 секунд, плавное опускание и плавный подъем челнока длится по 3 секунды, уборка приводом 6 кегель с дорожки выполняется с ограниченной скоростью и длится 5 секунд. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 13.б. Составить электропневматическую схему автоматического управления работой привода фиксации 3, привода 4 подъема-опускания грабель, привода 5 подъема-опускания челнока, и привода 6 горизонтального перемещения грабель. Контроль фиксации кегель приводом 3 осуществляется по усилию (давление 4 бара), контроль передвижения челнока и грабель - по положению. Сигнал от датчика ОД имитировать сигналом от кнопки. Время установки кегель в челнок составляет 5 секунд, плавное опускание и плавный подъем челнока длится по 3 секунды, уборка приводом 6 кегель с дорожки выполняется с ограниченной скоростью и длится 5 секунд. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 13.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматического управления работой привода фиксации 3, привода 4 подъема-опускания грабель, привода 5 подъема-опускания челнока, и привода 6 горизонтального перемещения грабель (см. условие задачи 13.б.). Включение работы приводов в режим длительного цикла – по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 13.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для автоматического управления работой привода фиксации 3, привода 4 подъема-опускания грабель, привода 5 подъема-опускания челнока, и привода 6 горизонтального перемещения грабель (см. условие задачи 13.б.). Включение работы приводов в режим длительного цикла – по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 13.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 3
–кнопка S1, 4 – кнопка S2, 5 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
27
|
Київ - 2014 |
|
Задача №14 |
6 |
7 |
8 |
1 |
|
|
9 |
2 |
|
|
3 |
|
|
4 |
5 |
|
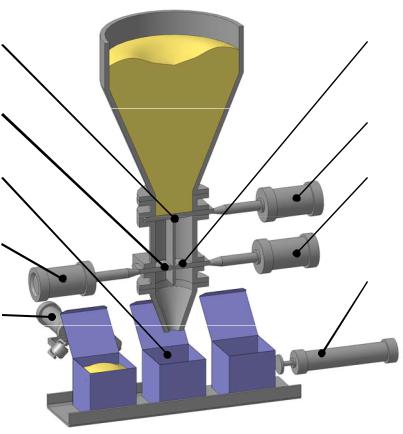
Объект автоматизации: Дозатор сыпучих материалов.
Автоматизированная система осуществляет поочередно расфасовку крупы в коробки, рассчитанные на 1 кг и 2 кг. При открытии заслонки 6 приводом 1 крупа из бункера заполняет сдвоенную мерную ёмкость на 2 кг крупы. После заполнения ёмкости заслонка 6 закрывается приводом 1. Приводы 2 и 3 открывают заслонки 7 и 8. При открытых заслонках 7 и 8 крупа из дозатора пересыпается в коробку 9 за время 3 с. После заполнения коробки приводы 2 и 3 закрывают заслонки 7 и 8. При расфасовке 1 кг крупы, вместо одновременного срабатывания приводов 2 и 3, используется привод 2. Для автоматизации подачи коробок под заполнение и отгрузки заполненных коробок используются приводы 4 и 5. Привод 4 при подаче пустой коробки под загрузку выталкивает ранее заполненную коробку в бункер-накопитель. Привод 5 запечатывает пакет после заполнения при помощи специального приспособления-скотчера. При наличии незаполненной коробки привод 4 начинает выполнение следующего цикла в автоматическом режиме.
28
Київ - 2014
Задача 14.а. Составить пневматическую схему автоматического управления приводами открытия и закрытия заслонок 6 и 7 (используются приводы 1 и 2). Время заполнения коробок составляет 3 секунды. Время заполнения дозатора крупой составляет 2 секунды. Контроль приводов заслонок осуществляется по положению. Открытие заслонок выполняется со скоростью 0,03 м/с. Временем подачи пустых коробок пренебречь. Контроль наличия пустой коробки имитировать сигналом от пневматической кнопки. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 14.б. Составить электропневматическую схему автоматического управления приводами открытия и закрытия заслонок 6 и 7 (используются приводы 1 и 2). Время заполнения коробок составляет 3 секунды. Время заполнения дозатора крупой составляет 2 секунды. Контроль приводов заслонок осуществляется по положению. Открытие заслонок выполняется со скоростью 0,03 м/с. Временем подачи пустых коробок пренебречь. Наличие пустой коробки на позиции расфасовки имитируется сигналом от емкостного датчика. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1. После выключения кнопки S1 система дорабатывает текущий цикл до конца и останавливается.
Задача 14.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы приводов открытия и закрытия заслонок 6 и 7 (используются приводы 1 и 2, см. условие задачи 14.б.). Включение системы в режиме длительного цикла осуществляется с помощью кнопки без фиксатора S1, выключение после завершения очередного цикла - повторным нажатием S1.
Задача 14.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для автоматизации работы приводов открытия и закрытия заслонок 6 и 7 (используются приводы 1 и 2, см. условие задачи 14.б.). Включение системы в режиме длительного цикла осуществляется с помощью кнопки без фиксатора S1, выключение после завершения очередного цикла - повторным нажатием S1.
Задача 14.д. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы дозатора с автоматической загрузкой и отгрузкой коробок (используются приводы 1, 2, 3, 4, 5). Включение дозатора в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение после отгрузки очередной коробки - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 14.д. сервисными режимами:
•первое нажатие S1 - длительный цикл работы системы;
•второе нажатие S1 - завершение циклической работы системы;
•первое нажатие кнопки S4 - переход в режим ручного управления приводами: 1 - кнопка S1, 2 - кнопка S2, 3 - кнопка S3;
•повторное нажатие кнопки S4 - выход системы из режима ручного управления.
Решение задачи включает:
-список оборудования,
-схему подключения элементов системы,
-описание работы системы,
-собранную и отлаженную систему на учебном стенде.
29