

Краткое описание асу тп производства комбикормов
Разрабатываемая система АСУ ТП производства комбикорма функционирует в трёх режимах.
Автоматический режим. В этом режиме оператор задаёт требуемый рецепт из базы рецептов и количество циклов дозирования (суммарный вес одной порции до 1000 кг).
Ручной режим с автодозированием. Управление в этом режиме осуществляется с использованием виртуального пульта. Оператор обеспечивает запуск дозирования, открытие и закрытие задвижек дозатора и смесителя, запуск и останов смесителя. Остановка шнековых питателей происходит автоматически при достижении массой дозируемого компонента заданного значения.
Ручной режим без автодозирования. Управление процессом дозирования и смешивания осуществляется также, как и в ручном режиме с автодозированием, но в отличие от него остановка шнековых питателей осуществляется оператором. Данный режим используется для отладки и поиска неисправностей.
Кроме
того, АСУ ТП производства комбикорма
выполняет следующие функции:
обеспечение параллельной работы подсистем дозирования, смешивания и отгрузки;
анализ текущего состояния исполнительных устройств нижнего уровня управления (преобразователя частоты, силовых контакторов);
проверка на перегрузку бункера-дозатора и бункера-смесителя, проверка состояния бункера готовой продукции;
косвенный анализ ряда технологических неисправностей путём контроля веса бункера-дозатора при загрузке и выгрузке компонентов из него;
звуковая и визуальная сигнализация с блокировкой работы исполнительных механизмов при возникновении аварийной ситуации;
отображение состояния бункера-дозатора, бункера-смесителя и расходных бункеров;
ведение базы рецептов;
учёт используемых рецептов за смену;
автоматический учёт и ведение баз данных расхода дозируемых компонентов в процессе производства и выхода готовой продукции, расчёт остатка компонентов на конец дня;

установка требуемого времени смешивания компонентов и конфигурирование защит;
ведение журнала событий.

рис.2 функциональная схема АСУТП производства комбикорма.
Описание приборов используеміх в системе асу тп комбікормового производства
Задвижка ДЗШП
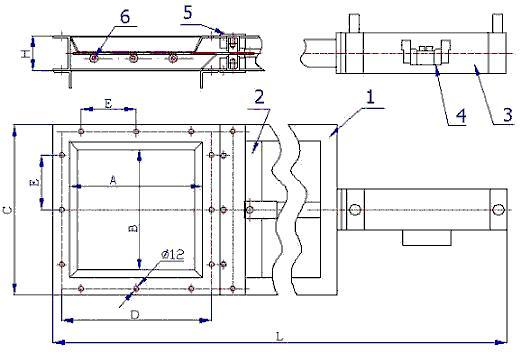
имеет два крайних положения шибера (открытое и закрытое) и шесть промежуточных положения, задаваемых магнитными датчиками положения пневмопривода. Управление задвижкой осуществляется электронным контроллером.
1 - Рама
2 - Шибер
3 - Пневмоцилиндр фирмы Camozzi с переходной плитой
4 - Электропневматический распределитель
5 - Узел уплотнения
6 – Подшипники
тензодатчик CSP-M -1-C3
Измеряет текущий вес бункера-дозатора, бункера смесителя.



тензодатчик МК2-1-С3
Измеряет текущий вес расходного бункера

- номинальный диапазон: 500, 1000, 1500, 2000, 2500, 3000, 5000 кг; - погрешность (от полной шкалы): 0.02%; - номинальный выходной сигнал: 2±0.003мВ/В ; - нелинейность (от полной шкалы): 0.03%; - гистерезис (от полной шкалы): 0.03%; - ползучесть (от полной шкалы/10мин): 0.02%; - баланс нуля (от полной шкалы): ±1%; - входное сопротивление: 350±5 Ом; - выходное сопротивление: 350±3 Ом; - сопротивление изоляции: ≥5000 MОм (100В пост.); - питание: 9 ... 12В (постоянный ток); - рабочий температурный диапазон: -20 ... +55 ℃; - допустимая перегрузка с сохр. параметров: 120%; - максимальная перегрузка: 150%;