

M03057
.pdf31
КАЛЕНДАРНИЙ ПЛАН
№ |
Назва етапів курсового |
Термін |
Примітка |
пор. |
проекту (роботи) |
виконання |
|
|
|
етапів проекту |
|
|
|
(роботи) |
|
1 |
Аналіз технологічності |
2 тижні |
|
|
конструкції деталі |
|
|
2 |
Розробка технологічних |
2 тижні |
|
|
процесів |
|
|
|
виготовлення деталі |
|
|
3 |
Креслення листа переходів |
1 тиждень |
Лист – А1 |
4 |
Конструювання та розрахунок |
1 тиждень |
|
|
деталей штампа |
|
|
|
|
|
|
5 |
Викреслювання збірного |
1 тиждень |
2 листа – |
|
креслення штампа |
|
А1 |
6 |
Деталювання штампа |
3 тижні |
Лист – А1 |
7 |
Розрахунок трудомісткості |
2 тижні |
|
|
виготовлення деталі по 2-м |
|
|
|
варіантам |
|
|
8 |
Заповнення технологічних |
1 тиждень |
|
|
карт по ЕСТД |
|
|
9 |
Оформлення записки |
1 тиждень |
|
10 |
Захист проекту |
2 тижні |
|
Студент |
|
|
|
|
0.І. Маслова |
||
|
|
|
|
(підпис) |
|
(прізвище, ім’я, по батькові) |
|
Керівник |
|
|
|
|
проф. Дубина В.І. |
||
|
|
|
|
(підпис) |
|
(прізвище, ім’я, по батькові) |
|
“ |
|
|
“ |
|
|
р. |
|
PDF created with pdfFactory Pro trial version www.pdffactory.com

1.Різання листів на штаби на гільотинних ножицях
Шаг руху листа 75 мм. Кількість штаб із листа – n=26. Кількість деталей із штаби – Z=6.
Число подвійних ходів на хвилину – 26. Розмір листа - 1×1000×2000 Площа листа – 2 м2
Обладнання – гільотинні ножиці Н 3312
№ |
|
№ |
Позиція, |
Основний |
Допоміжний час в хвил. |
|
прий |
Прийоми роботи |
карти |
індекс |
час в хвил. |
|
|
ому |
|
|
|
|
перекрите |
не перекрите |
|
|
|
|
|
|
|
|
Взяти лист зі стопи, |
|
|
|
|
|
1 |
піднести і покласти на стіл |
73 |
1в |
|
|
t1=0,09 |
|
ножиць до упору |
|
|
|
|
|
2 |
Передвинути лист до |
74 |
3б |
|
|
t 2=0,02 |
|
упору |
|
|
|
|
|
3 |
Включити ножиці |
1 |
1а |
|
|
t 3=0,01 |
4 |
Штампувати |
2 |
22б |
t 0=0.039 |
|
|
6 |
Відложити відхід від листа |
76 |
1а |
|
|
t 4=0,0216 |
T шш = [ |
(t 0 + t 3 )n + t1 + t 2 (n − 1) + t 4 |
] k |
|
nz |
|||
|
|
||
k = 1.11 ÷ 1.16 |
|
||
Тшт = [(0,039 +0,01)26+0,09+0,02 25+0,0216 ]1,13 = 0,013 хв. 26 6
PDF created with pdfFactory Pro trial version www.pdffactory.com
Т визначення Приклади |
Додаток |
32 |
шт |
||
В для |
|
|
заготовок різних |
|
|
2. Штампування деталі із заготовки
Розмір заготовки – 1,2 х 75 х 100 мм.
Площа – 0,007м 2
Обладнання – прес К2130; n = 30 хвил –1 .
№ |
|
№ |
Позиція, |
Основний |
Допоміжний час в хвил. |
|
прий |
Прийоми роботи |
карти |
індекс |
час в хвил |
|
|
ому |
|
|
|
|
перекрите |
не перекрите |
|
|
|
|
|
|
|
1 |
Взяти заготовку, піднести і |
|
|
|
|
|
|
встановити в штамп до |
54 |
1г |
|
|
t 1=0,054 |
|
упору вільно |
|
|
|
|
|
2 |
Включити хід пресу |
1 |
1а |
|
|
t 2=0,010 |
3 |
Штампувати |
2 |
22б |
t 0=0,039 |
|
|
4 |
Витягнути деталь із |
56 |
3в |
|
|
t 3=0,015 |
|
штампа і відкласти в ящик |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
Зіштовхнути відхід зі |
58 |
1г |
|
|
t 4=0,008 |
|
штампу |
|
|
|
|
|
Tшш = (t0 + t2 + t3 + t4 ) k
Tшш = (0.039 + 0.01+ 0.054 + 0.008) 1.13 = 0.142хв.
PDF created with pdfFactory Pro trial version www.pdffactory.com
33
3. Штамповка деталей із штаби
Розмір штаби 1,5 х 100 х 600 мм. Крок переміщення штаби –T=50 мм. Кількість деталей зі штаби –n=12
Обладнання – прес К2130; n = 30 хвил –1 .
№ |
|
№ |
Позиція, |
Основний |
Допоміжний час в хвил. |
|
|
прий |
Прийоми роботи |
карти |
індекс |
час в хвил. |
|
|
|
ому |
|
|
|
|
|
|
|
1 |
Взяти штабу і піднести |
20 |
4в |
|
|
t 1=0,044 |
|
до штампу |
|
|
|
|
|
|
|
2 |
Включити хід пресу |
1 |
1а |
|
- |
t 2=0,01 |
|
3 |
Штампувати |
2 |
23г |
t 0=0,039 |
- |
- |
34 |
4 |
Передвинути штабу на |
21 |
4в |
|
|
t 3=0.007 |
|
|
|
|
|||||
|
крок |
|
|
|
|
|
|
5 |
Віддалити відхід |
76 |
1а |
|
- |
t 4=0.0216- |
|
Tшт = [ |
( t0 + t2 )n + t1 + t3 ( n − 1 ) + t4 |
] k |
|
|
|
nz |
|
|
|||
|
|
|
|
|
|
é(0,039 + 0,01) *12 + 0.044 + 0,007 *11+ 0,0216 |
ù |
|
|||
Тшт = ê |
|
|
|
ú1,13 |
= 0,068хв. |
|
12 |
|
|||
ë |
|
|
û |
|
|
PDF created with pdfFactory Pro trial version www.pdffactory.com

4.Штамповка деталі з стрічки
Стрічка сталева - Q = 20кг; B0 = 100мм; |
S = 1мм Крок переміщення -T = 50 мм; |
|
|
||||||||||||||||
Кількість деталей зі стрічки: n = |
l |
(шт) ; Довжина стручки; |
l = Q (м); q -вага 1пог. метру стрічки в кг; |
|
|||||||||||||||
|
|
||||||||||||||||||
|
|
|
|
T |
|
|
|
|
q |
|
|
|
|
||||||
|
q = B0 × S × 100 × γ (кг ); q = 10 0.1 1007.8 = 0.78кг; l = |
20 |
= 25.64м; n = |
250.05.64= 512шт; |
|
||||||||||||||
0.78 |
|
||||||||||||||||||
|
Обладнання – пресК2326; РН = 400 кН; n = 100 хвил –1 . |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
№ |
|
Позиція |
|
Основний |
Допоміжний час в хвил. |
|
||||||
|
|
Прийоми роботи |
карти |
|
індекс |
|
час в хвил |
перекрите |
|
не |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
перекрите |
|
|
1 |
Взяти рулон і встановити в |
|
|
|
|
|
|
|
|
|
|
|
|
35 |
||||
|
|
пристрій та заправити кінець |
34 |
|
1б |
|
|
|
|
|
|
|
|
t 1=3,2 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
стрічки в штамп |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
Включити хід пресу |
1 |
|
1б |
|
|
|
|
|
|
|
|
t 2=0,015 |
|
|||||
|
3 |
Штампувати |
2 |
|
40б |
|
t 0=0,011 |
|
|
|
|
||||||||
|
4 |
Передвинути стрічку на крок |
31 |
|
2в |
|
|
|
|
|
|
|
|
t 3=0.0085 |
|
||||
|
5 |
Зняти відштамповану стрічку |
35 |
|
1а |
|
|
|
|
|
|
|
|
t 4=0,4 |
|
||||
|
|
T шш = [ |
(t0 + t2 ) n + t1 + t3 ( n − 1) + t 4 |
|
] k |
|
|
||||||||||||
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
nz |
|
|
|
|
|
|
|
|
|
|
|
|
é (0,011 + 0,015 ) * 512 + 3,2 + 0,0085 * 511 + 0,4 ù |
|
|
|
|
|||||||||||||
|
|
Тшт = ê |
|
|
|
|
|
|
|
|
|
|
ú1,13 = 0,046 хв. |
|
|
||||
|
|
|
|
|
512 |
|
|
|
|
|
|
||||||||
|
|
ë |
|
|
|
|
|
û |
|
|
|
|
|||||||
PDF created with pdfFactory Pro trial version www.pdffactory.com
36
Додаток Г Прийняті умовні скорочення в картах технологічної документації
Україномовний варіант |
Російськомовний варіант |
МК – маршрутна карта |
МК – маршрутная карта |
ОВ – одиниця ваги |
ЕВ – единица веса |
МД – маса деталі |
МД – масса детали |
ОН – одиниця нормування |
ЕН – единица нормирования |
Н. витр. – норма витрат |
Н. Расх. – норма расхода |
КВМ – коеф. використання |
КИМ – коэф. использ. |
матеріалу |
материала |
КД – кількість деталей |
КД – количество деталей |
МЗ – маса заготовки |
МЗ – масса заготовки |
Дільн. – дільниця |
Уч. - участок |
РМ – робоче місце |
РМ – рабочее место |
Опер. – операція |
Опер - операция |
СМ – ступень механізації |
СМ – степень механизации |
Проф. – професія |
Проф. - профессия |
Р – розряд |
Р - разряд |
УП – умови праці |
УТ – условия труда |
КП – кількість працюючих |
КР – количество рабочих |
КОВД – кількість одночасно |
КОИД – кол. одновременно |
вигот. деталей |
изгот. деталей |
ОН – одиниця нормування |
ЕН – единица нормирования |
ОП – об’єм партії деталей |
ОП – объем партии деталей |
Кшт – коеф. штучного часу |
Кшт. – коэф. штучного |
|
времени |
Тпз. – підготовчо-заключний час |
Т.зв.- подгот.- заключ. время |
Тшт – штучний час |
Тшт – штучное время |
А – номер і найменування |
А – номер и наим. операции |
операції |
|
Б – тип і модель преса. верстата |
Б – тип и модель пресса |
PDF created with pdfFactory Pro trial version www.pdffactory.com
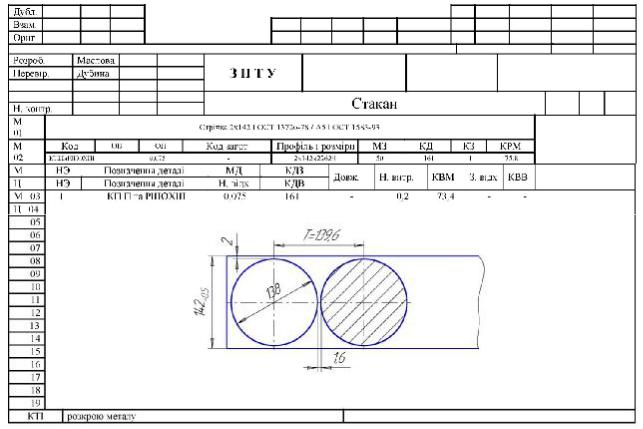
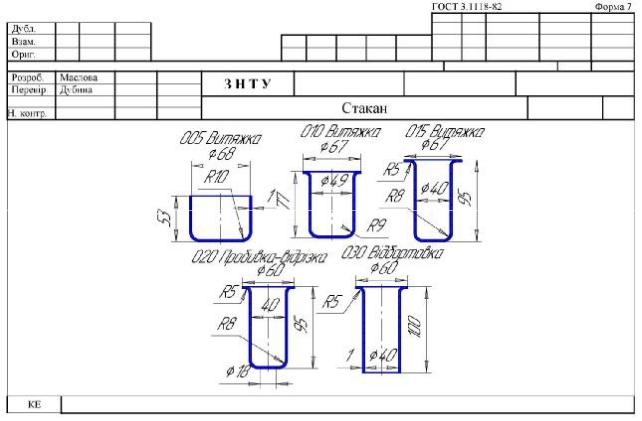
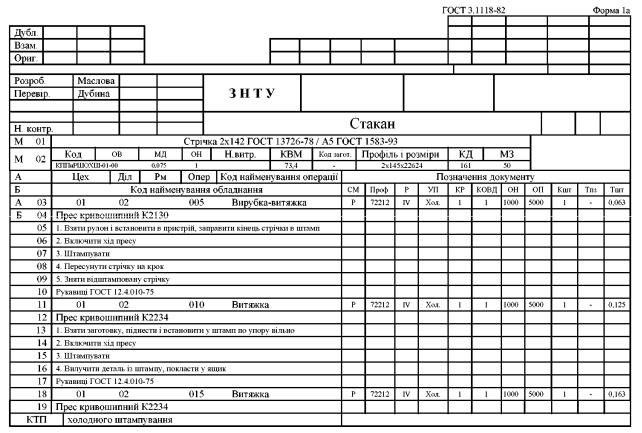
технологічної оформлення Приклад |
Д Додаток |
37 |
документації |
|
|
PDF created with pdfFactory Pro trial version www.pdffactory.com
38
PDF created with pdfFactory Pro trial version www.pdffactory.com
39
PDF created with pdfFactory Pro trial version www.pdffactory.com
40
PDF created with pdfFactory Pro trial version www.pdffactory.com