

3.5 Розрахунок режимів деформації заготовки в клітях II-V
Згідно з схемою стану (рисунок 2. 1) у формувальних клітях (з II доV) відбувається гнуття прикромкової та центральної частин смуги без додаткового розгину. Аналіз діючих калібровок свідчить, що на практиці існує два різних підходи до деформації центральної частини смуги.
Для вищезазначеного допущення приймаємо, що радіус гнуття проміжної частини заготовки у клітях з II до V постійний і дорівнює радіусу гнуття у VI кліті, тобто
![]()
|
де |
|
= |
1, 2, 3, 4 – номер формувальної кліті. |
Крім того, згідно рекомендаціям [4, 6] приймаємо рівномірний розподіл деформації за клітями, тобто
![]()
![]()
|
де |
|
– |
порядковий номер формувальних клітей стану; |
|
|
n |
– |
кількість формувальних клітей стану, n = 5. |
Прийнята тризонна схема розбиття ширини початкового листа у найбільшій мірі враховує фізику процесів, що відбуваються. На відміну від двозонної схеми розбиття, що характеризується допущенням про підгнуття лише кромки у II кліті, прийнята схема припускає підгнуття не лише кромки, а й деякої проміжної частини ширини початкового листа, Практика реалізації процесу формування труб великого діаметра виявила справедливість прийнятого допущення.
Розмір радіусу гнуття прикромкових ділянок профілю заготовки в калібрі кліті II можна визначити за формулою:

Кут виформування прикромкової ділянки профілю напівциліндра визначається за формулою:
Розрахунок режимів деформації в центральній частині заготовок базується на експериментальних даних.
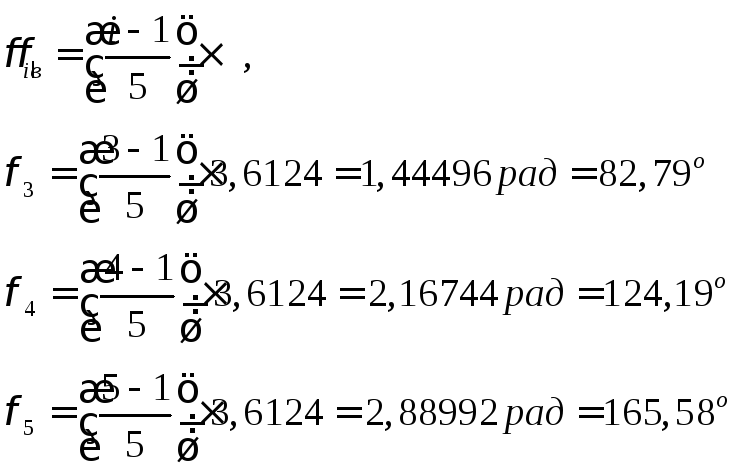
Кут виформування центральної ділянки ц звичайно змінюється в межах (0,140,2) від розміру кута виформування проміжної ділянки пр. При цьому найбільший розмір коефіцієнту пропорційності характерний для IV кліті, найменший – для III кліті, а середній – для V кліті.
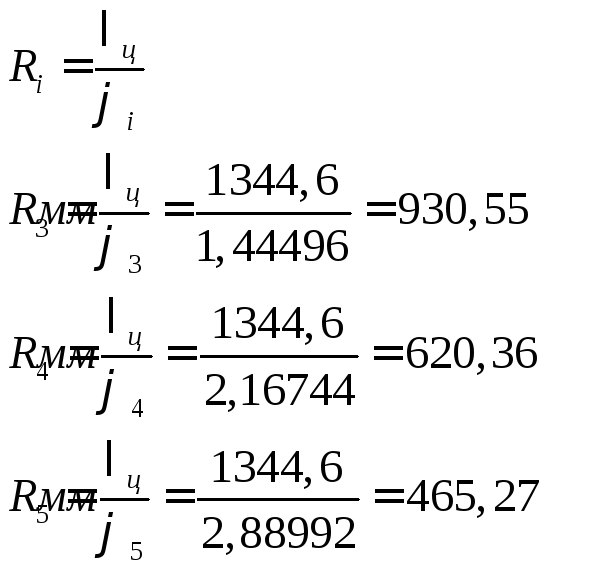
Радіус ділянок профілю визначаємо:
3.6 Результати розрахунків
Результати розрахунку профілювання напівциліндричної заготовки виповнені за методами зведені до підсумкових таблиць 3.1.
Таблиця 3.1 – Резульати розрахунку заготовок розміром 122012 мм
|
Кліть |
I |
II |
III |
IV |
V |
VI |
VII |
Напівциліндр |
|
кр , |
|
34,09 |
20 |
20 |
20 |
20 |
20 |
20 |
|
Rкр, мм |
|
457,5 |
781,04 |
781,04 |
781,04 |
781,04 |
781,04 |
781,04 |
|
φц, |
|
|
82,79 |
124,19 |
165,58 |
206,98 |
122 |
148,5 |
|
Rц, мм |
|
|
930,55 |
620,36 |
465,27 |
372,24 |
631,5 |
518,8 |
За данними конструюється калібровок для формовки напівциліндрічних трубних заготовок для нафтогазопроводних труб великого діаметра на стані 1220 – 1420 ВАТ «Харцизський трубний завод»
Перелік посилань
Современные трубные цеха / Я. Е. Осада, А. С. Зинченко, Ю. Г. Крупман и др – М.: Металлургия, 1977. – 367 с.
Марочник сталей и сплавов. – М.: изд-во ЦНИИТМАШ, 1971. – 483 с.
Мошнин Е. Н. Гибочные и правильные машины. – М.: Машгиз, 1956. – 252 с.
Ваткин Ю. Я. Трубное производство. – М.: Металлургия, 1970. – 510 с.
Разработка калибровок технологического инструмента для организации производства газопроводных труб с толщиной стенки до 26 мм в реконструируемом ТЭСЦ – 2 ХТЗ, уточнения отдельных параметров технологии и требований к оборудованию. Отчет / ВНИТИ; рук. Работ Коломенский В. К. 1. 21 4-К-102-88-Р. № гр. 01880071190. Днепропетровск, 1989. – 78 с.
Матвеев Ю. М. Теоретические основы производства сварных труб. М.: Металлургия, 1967. – 342 с.