

Лекция № 5
5.1 Валки рабочих клетей
Валки рабочих клетей подразделяются на рабочие и опорные.
Рабочие валки – инструмент прокатного производства, непосредственно осуществляющий пластическую деформацию металла в горячем или холодном состоянии. Опорные валки обеспечивают прочность и жесткость валковой системы.
Прокатный валок в общем случае состоит из 3-х основных частей:
бочки 1(гладкой или с ручьями калибров), двух цапф для установки подшипников, которые называются шейками 2 и приводного конца 3 (рис.5.1).
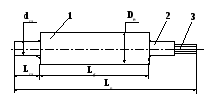
Рисунок 5.1 − Прокатный валок
У опорных валков обычно приводного конца нет, поскольку привод осуществляется через рабочие валки. Только у станов холодной прокатки с малыми диаметрами рабочих валков приводными приходится делать опорные валки.
Определяющими размерами валка являются его диаметр Dв и
длина бочки Lб. Диаметр выбирается исходя из необходимости обеспечить естественный (без заталкивания) захват металла, прочность валков и их жесткость.
Из первого требования следует, что:
![]() ,
,
где
![]() -
максимально необходимое обжатие в
клети, мм;
-
максимально необходимое обжатие в
клети, мм;
![]() -
угол захвата, рад.;
-
угол захвата, рад.;
![]() ,
,
где fтр- коэффициент трения при захвате.
Диаметр валков по условиям прочности и жесткости находится соответствующими расчетами.
У валков с ручьями калибров (рис.5.2) под Dв понимается расстояние между осями валков при прокатке (у блюмингов – в последнем проходе).
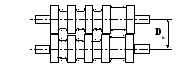
Рисунок 5.2 − Валки с калибрами
Поэтому у них Dв всегда больше фактического, т.н. катающего диаметра Dк. Обычно Dв ≥ 1,4Dк.
У станов холодной прокатки Dв ограничивается сверху условием т.н. «выкатки», т.е. получения минимальной толщины полосы с учетом
сплющивания валков. По опытным данным:
а) при прокатке с натяжением: Dв< (1500÷2000) hmin;
б) при прокатке без натяжения: Dв< 1000 hmin,
где hmin – минимальная толщина прокатываемой полосы.
При конструировании валков стремятся делать Dв минимальными, т.к. это уменьшает усилия и моменты прокатки, габариты и массу валков, что снижает их стоимость.
Длина бочки Lб валков листовых станов определяется максимальной шириной прокатываемого металла:
![]() ,
,
где Δ =100мм при b = 400÷1200мм;
Δ = 200÷400мм при b >1200мм.
Длина бочки ручьевого валка определяется его калибровкой. Обычно:
у блюмингов − Lб = (2,2÷2,7) Dв;
в черновых клетях − Lб = (2,3÷3,0) Dв;
в чистовых клетях − Lб = (1,5÷2,0) Dв.
Шейки валков следует делать минимальной длины и как можно большего диаметра, поскольку место перехода бочки в шейку обычно является самым слабым сечением валка. При установке валков на подшипниках качения диаметр шейки получается меньшим, чем на подшипниках скольжения, поскольку «живое сечение» этих подшипников тем больше, чем больше их несущая способность.
Длина шейки определяется шириной подшипника и получается обычно примерно равной ее диаметру.
Чтобы усилить опасное сечение в месте перехода бочки в шейку последнюю выполняют конической (рис. 5.3а) или с галтелью большо-
го радиуса (рис.5.3б).
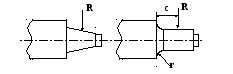
а) б)
Рисунок 5.3 − Варианты исполнения шеек валков
Первый способ предпочтительнее, т.к. увеличение радиуса галтели r увеличивает плечо с момента реакции R, что вызывает рост напряжений в месте перехода бочки в шейку.
Приводные концы валков выполняют в зависимости от вида шпинделя шлицевыми (рис.5.1), трефовыми (рис.5.4а) или с лопастью (рис.5.4б).

а) б)
Рисунок 5.4 − Приводные концы валков
Трефовые концы обычно имеют валки старых сортовых и тонколисто-
вых станов. Приводные концы в виде лопасти, отлитой заодно с вал-
ком, делают при установке валков в подшипниках скольжения открытого типа, допускающих разборку в радиальном направлении. При использовании подшипников качения или скольжения гидродинамического типа, допускающих только осевую разборку, лопасть шпинделя делают съемной, устанавливаемой на приводном конце валка посредством шлицевого соединения.