

19.5 Дисковые ножницы и пилы для сорта
Дисковые ножницы
состоят из двух дисковых ножей 1, оси
которых расположены под углом 600
к направлению движения проката 2
(рис.19.7).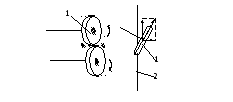
Рисунок 19.7 – Дисковые ножницы для сорта
Окружная скорость ножей выбирается такой, чтобы ее проекция
на направление движения проката равнялась его скорости. В положении, до реза, прокат находится слева от ножей. Для разрезания его вводным желобом он направляется вправо и, попадая между дисков ножей, разрезается. В исходное положение прокат возвращается желобом при опущенном нижнем диске, который после этого поднимается.
Недостаток этого типа ножей - косой рез - не является существенным при резании мелкого сорта и проволоки. Простота конструкции и надежность в работе в сочетании с высокой скоростью - свыше 10м/с - обусловили широкое распространение дисковых ножниц на мелкосортных и проволочных станах.
Еще один тип летучих ножниц, применявшихся для резания мелкого сорта и проволоки - вращающиеся одноосные - имеет в настоящее время только историческое значение. Они состоят из непрерывно вращающегося в горизонтальной плоскости диска 1 большого радиуса, на периферии которого установлены рычаги 2 с ножами (рис.19.6).
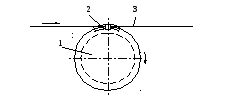
Рисунок 19.6 – Вращающиеся одноосные ножницы
Окружная скорость диска 1 равна скорости движения металла 3, благодаря чему рычаги 2 с ножами относительно полосы неподвижны. Резание происходит при сближении рычагов под воздействием двух роликов, расположенных по обе стороны диска и разводятся под действием пружины. Главный недостаток этих ножниц - неточность длин отрезаемых кусков, поэтому их строить перестали.
Для разрезания сортового проката при его остановках преимущественное применение получили дисковые пилы, поскольку они могут резать прокат любого поперечного сечения, не нуждаясь, подобно ножницам, в замене фасонных ножей при переходе на другой профиль.
Для резания проката в горячем и холодном состояниях применяются пилы двух разных типов. В первом случае используются зубчатые диски. У пил второй группы диски без зубцов или с мелкими притупленными зубцами. Резание в этом случае происходит за счет вследствие плавления металла от трения быстровращающимся диском. Производительность таких пил значительно меньше, чем пил горячего резания с зубцами.
Для максимальной производительности пил скорость вращения их дисков должна быть велика (100÷120м/с). Это приводит к возникновению большой центробежной силы, которая в сочетании с неправильным ведением процесса резания вызывает разрушение дисков. Поэтому пилы являются особо опасными технологическими машинами и их устанавливают в отдельных, бетонированных помещениях.
По конструкции механизма подачи диска к разрезаемой штанге проката пилы делятся на салазковые, рычажные (роторные) и маятниковые.
Чаще всего
применяются салазковые пилы, в которых
привод диска расположен на подвижной
раме с направляющими (салазках). Диск 1
пилы жестко закреплен на конце двухопорного
вала и приводится от асинхронного
двигателя 2, который посажен на этот же
вал (рис.19.7)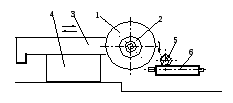
Рисунок 19.7 – Салазковая пила
Иногда двигатель устанавливается отдельно и передача вращательного движения осуществляется клиноременной передачей. Диск вместе со своим приводом устанавливается на жесткой раме (салазках) 3, которая перемещается по направляющим в станине 3 при помощи реечной передачи от электродвигателя постоянного тока. Это сделано для возможности изменения скорости подачи диска к разрезаемой штанге 4, расположенной на рольганге 5.
Длительность цикла резания салазковой пилой составляет 15÷20с. При резании профилей с большим поперечным сечением это недостаточно. В таких случаях применяют роторные или рычажные пилы, у которых скорость подачи в 50÷100 раз больше. Отличаются от салазковых они тем, что диск пилы установлен на конце сбалансированного рычага, вал которого через редуктор приводится от электродвигателя. В остальном конструкция повторяет устройство салазковых пил.