

14.3 Основные параметры рольгангов
К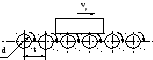 ним относятся: диаметр роликовd,
шаг роликов t,
длина бочки роликов lб
и
скорость
рольганга vр
(рис.14.3).
ним относятся: диаметр роликовd,
шаг роликов t,
длина бочки роликов lб
и
скорость
рольганга vр
(рис.14.3).
Рисунок 14.3 – Основные параметры рольгангов
Диаметр роликов стараются сделать минимальным, т.к. это уменьшает их массу и момент инерции. Однако снизу d ограничен прочностью роликов, а при наличии бокового движения металла - габаритами подшипников и привода.
Шаг роликов находится из условия расположения слитков и слябов не менее, чем на двух роликах, а при транспортировке длинных и тонких раскатов – из условия непровисания металла под собственным весом.
Длина бочки роликов у рабочих рольгангов равна длине бочки валков (у обжимных и ТЛС – несколько больше, для размещения линеек манипуляторов). У реверсивных сортовых станов раскатные рольганги уже бочки и равны той ее части, где длина раската в последних проходах становится больше длины рабочего рольганга. Длина бочки транспортных рольгангов на 150÷200мм больше максимальной ширины полосы, а при транспортировке раскаленных слитков – больше на 300÷500мм для предотвращения перегрева подшипников.
Скорость рольгангов выбирается в зависимости от скорости прокатки (у рабочих) или от требуемой производительности агрегатов (у транспортных).
Нагрузки на ролики бывают трех видов:
1. От веса перемещаемого металла. При коротких и толстых раскатах:
![]() .
.
При длинных и тонких, считая, что вес равномерно распределяется между всеми роликами:
![]() .
.
2. От асимметрии процесса прокатки – возникает давление на первые ролики рабочих рольгангов при изгибе раскатов вниз во время выхода из валков. Величина этого давления равна:
![]()
где S – момент пластического сопротивления изгибу сечения полосы;
с – расстояние между осями валков и первого ролика рольганга.
3. От ударов при падении металла на рольганг с некоторой высоты (при кантовке, резке на ножницах и т.п.).
Расчет роликов по этим нагрузкам ведется как балок на двух опорах.
14.4 Конструкции рольгангов
По конструкции различают рольганги с групповым и индивидуальным приводом каждого ролика, а также рольганги с холостыми роликами (т.н. гравитационные).
Групповой привод применяется при транспортировке коротких и
толстых раскатов (на обжимных, балочных и толстолистовых станах),
где это позволяет уменьшить требуемую мощность привода. Ролики 1 приводятся через многоопорный трансмиссионный вал 2 с коническими передачами 3 (рис.14.4), а при малых расстояниях между роликами – посредством цилиндрических зубчатых колес.
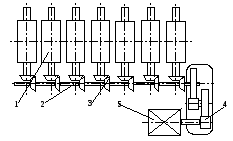
Рисунок 14.4 – Рольганг с групповым приводом
Для уменьшения частоты вращения (и увеличения за счет этого крутящего момента) служит редуктор 4, который приводится от электродвигателя 5. Двигатели асинхронные, но если нужно регулировать скорость рольганга – постоянного тока.
Привод называется индивидуальным (или полуиндивидуальным), когда каждый ролик 1 (или каждые два ролика) через муфту 2 приводится своим двигателем 3 (рис.14.5). Это вариант применяется для рольгангов, которые транспортируют длинные полосы. Большая стоимость электрооборудования здесь компенсируется меньшей массой рольганга и его лучшей ремонтопригодностью.
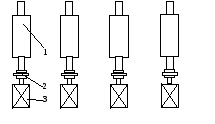





Рисунок 14.5 – Рольганг с индивидуальным приводом
Для рольгангов применяются электродвигатели обычного горизонтального исполнения (на «лапах»), фланцевые и специальные рольганговые с полым ротором. В последнем случае привод самый простой и дешевый, т.к. приводной вал рольганга входит в полость ротора двигателя. В остальных случаях для сочленения двигателей с роликами используются редукторы, карданные валы и, чаще всего, зубчатые муфты.
Ролики рольгангов бывают цельными (в т.ч. и полые) и составные (бандажированные). Материал – стальное литье, кованая сталь или чугун. По форме различают ролики цилиндрические, конические (для поворотных устройств ТЛС), биконические (для транспортировки труб и круглого сорта), ступенчатые (у станинных рольгангов при калиброванных валках), ребристые (для уменьшения площади контакта полосы с бочкой ролика). В качестве опор роликов обычно применяются подшипники качения, в частности, специальные рольганговые с витыми роликами.