

13.2 Шпиндели типа удлиненных зубчатых муфт и трефовые
Для привода валков при больших скоростях прокатки (до 30 м/с), когда не требуется значительное перемещение верхнего валка (дрессировочные и жестепрокатные станы), применяются шпиндели типа удлиненных зубчатых муфт. Они состоят из двух зубчатых втулок 1и 2, зубья которых обработаны по сфере и имеют бочкообразное сечение (рис.13.3)
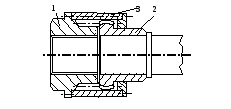
Рисунок 13.3 − Шпиндель типа удлиненной зубчатой муфты
Снаружи зубчатые муфты охватывает обойма-полумуфта 3 с внутренними проточками бочкообразного сечения, соединенная с фланцем втулки 1 шпильками. Смазка зубчатого зацепления – густая, закладная. Эти шпиндели показывают хорошие результаты при углах наклона шпинделя не более 1030'.
Трефовые шпиндели являются самой старой и наименее совершенной конструкцией. Применяются при небольшой величине подъема верхнего валка, когда угол перекоса не превышает 1÷20 (сортовые станы и старые тонколистовые). При больших углах наклона возникают большие потери на трение и трефовое соединение быстро изнашивается, поскольку оно со стороны привода работает еще и без смазки.
Форма трефового соединения показана на рисунке 12.4.
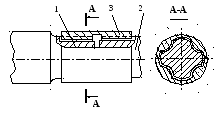
Рисунок 13.4 − Трефовый шпиндель
На приводной конец валка, имеющий вырезы в форме трефа, и вал шпинделя 2 одевается муфта 3 с такими же вырезами, которая и обеспечивает передачу крутящего момента.
Минимальная длина вала шпинделя 3 обусловлена необходимостью размещения на нем двух трефовых муфт (еще одна – со стороны привода) и зазора между ними в 40÷80 мм для троса подъемного крана. Чтобы муфты не сдвигались при работе на вал шпинделя, в его пазах при помощи хомутов или проволоки закрепляется деревянный распор.
Между муфтой 2 шпинделя и приводными концами предусматривается зазор, равный 0,015d, где d – наружный диаметр трефа. Кулачки муфт 2 очерчиваются такими же радиусами, что и впадины, но из разных центров для более правильного соприкосновения с валом 3.
Размеры трефовых шпинделей стандартизованы. Материал – обычно серый чугун, но при больших нагрузках муфты делают из литой стали. Материал трефов – кованая или литая сталь с σв = 500÷600 МПа.
13.3 Шестеренные клети
Шестеренные клети служат для распределения вращательного момента от одного двигателя между несколькими валками рабочей клети (см.п.1.2). В сущности это одноступенчатые редукторы с i = 1 и несколькими выходными валами (двумя у шестеренных клетей дуо и тремя – у трио). Приводной является нижняя шестерня у дуо и средняя – у трио.
Конструкция шестеренных клетей во многом повторяет устройство рабочих клетей, откуда и название. Они состоят из шестерен 1, которые вследствие большой ширины своих зубьев выполняются заодно с валом и по форме напоминают рабочие валки с той разницей, что на поверхности бочки нарезаны шевронные зубья. Поэтому они называются шестеренными валками. Шейки валков обычно устанавливаются на двухрядных ролико-конических или ролико-сферических подшип-
никах 2 (рис.13.5). В старых клетях – и подшипники скольжения.
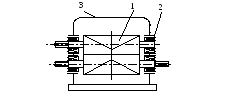
Рисунок 13.5
Валковый комплект помещается в корпус 3. В связи с большими контактными напряжениями в зубьях и выделением значительного количества тепла при работе смазка шестеренных клетей жидкая, централизованная, от специальных маслостанций.
По ширине шестерен эти клети подразделяются на три типа:
1.Узкие с 1,2≤ В/А≤1,6 (здесь В – ширина зубьев шестерни; А - межосевое расстояние);
2. Средние с 1,6≤ В/А≤2,0;
3. Широкие с 2,0≤ В/А≤2,5.
Отношение В/А≥2,5 нежелательно, т.к. из-за изгиба шестерен возникает неравномерное распределение нагрузки по длине зубьев.
Такое деление вызвано тем, что шестеренные клети с одним и тем же А предназначены для передачи разных крутящих моментов на разных станах. Параметры же шестеренных клетей, подобно редукторам, стандартизованы и унифицированы для уменьшения числа типоразме-
ров, следовательно, удешевления производства шестеренных валков.
Шестеренные клети также подразделяются на три типа в зависимости от конструкции их станин:
1. Открытого типа с высокими стойками, между которыми закладываются подушки подшипников;
2. Открытого типа с неразвитыми стойками, имеющими одну (у дуо) закладную подушку между стойками валков;
3. С горизонтальными разъемами.
Станины первого типа (рис.13.6 а) просты в эксплуатации и позволяют избежать установки подшипников непосредственно в станины, что приводит к их износу.
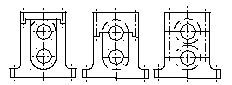



а) б) в)
Рисунок 13.6 − Типы шестеренных клетей
Станины третьего типа (рис.13.6 в) более герметичны, но малая толщина перемычки между шейками шестерен не всегда позволяет этот вариант использовать. Станины второго типа (рис. 13.6 б) в значительной степени лишены недостатков первого и третьего типов.
Иногда встречаются шестеренные клети, комбинированные с ре-
дуктором. Их преимуществом являются меньшая масса и компактность
Шестеренные валки выполняются исключительно с шевронными
зубьями. Это обеспечивает плавность хода и отсутствие осевой составляющей нагрузки на подшипники, которая бы возникла при косозубом зацеплении. Шестерни делают с дорожкой к середине валка для выхода червячной фрезы при нарезании зубьев (рис.13.7.а) или без нее (рис.13.7. б).

а) б)
Рисунок 13.7 − Типы шестеренных валков
Дорожка уменьшает полезную ширину зуба, следовательно, величину передаваемого крутящего момента. Однако шестерни, нарезанные червячными фрезами дешевле, чем изготовленные долбяками.
Обработку зубьев делают по 2 или 3-му классу точности. Угол наклона шеврона в зубьях β = 300. Число зубьев – 18÷29. Большее число зубьев недопустимо, т.к. уменьшается модуль зацепления, следовательно, прочность зубьев на изгиб. При меньшем числе зубьев уменьшается плавность хода. Материал шестеренных валков – стали 45, 40ХН, 60Х2МФ и т.п. Для повышения стойкости зубья шестеренных валков подвергаются поверхностной закалке.