

EN сталь / TKP EN 1993-1-9-2009
.pdf
|
|
|
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
|
Продолжение таблицы 8.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Категория |
Элемент конструкции |
|
Описание |
|
|
|
Требования |
|
|
элементов |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
112 |
|
8) Симметричное соединение с двойными |
8) вычисляется |
Для болтовых соединений |
|
||||
|
|
накладками, с |
высокопрочными |
болтами |
по сечению брутто |
(элементы 8) – 13)) в целом |
|
||
|
|
с предварительным натяжением |
|
|
Расстояние от края элемента |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
8) Симметричное соединение с двойными |
8) вычисляется |
до центра болтового отверстия |
|
||||
|
|
накладками, |
инъекционными5) |
болтами |
по сечению брутто |
e1 1,5d |
|
||
|
|
с предварительным натяжением |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
90 |
|
9) Соединение |
с |
двойными |
накладками, |
9) вычисляется |
|
|
|
|
|
болты повышенной точности |
|
|
по сечению нетто |
Расстояние до края |
|
||
|
|
|
|
|
|
|
e2 1,5d |
|
|
|
|
9) Соединение |
с |
двойными |
накладками, |
9) вычисляется |
|
||
|
|
инъекционными болтами без предва- |
по сечению нетто |
|
|
||||
|
|
рительного натяжения |
|
|
|
|
|
||
|
|
|
|
|
|
||||
|
|
10) Соединение с односторонними наклад- |
10) вычисляется |
|
|
||||
|
|
ками и высокопрочными болтами с предва- |
по сечению брутто |
|
|
||||
|
|
рительным натяжением |
|
|
|
Шаг болтов p1 2,5d |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
10) Соединение с односторонними наклад- |
10) вычисляется |
|
|||||
|
|
|
|
||||||
|
|
ками и инъекционными болтами с предвари- |
по сечению брутто |
|
|
||||
|
|
тельным натяжением |
|
|
|
Шаг болтов p2 2,5d |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
11) Элементы конструкций с отверстиями, |
11) вычисляется |
|
|||||
|
|
|
|
||||||
|
|
нагруженные изгибающим моментом и про- |
по сечению нетто |
|
|
||||
|
|
дольным усилием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
|
по EN 1993-1-8, рисунок 3.1 |
|
80 |
|
12) Соединение с односторонними накладка- |
|
|
|||||
|
|
|
|
||||||
|
|
ми, с болтамиповышеннойточности |
|
12) вычисляется |
|
|
|||
|
|
12) Соединение с односторонними накладками |
|
|
|||||
|
|
по сечению нетто |
|
|
|||||
|
|
и инъекционными болтами без предваритель- |
|
|
|
||||
|
|
ногонатяжения |
|
|
|
|
|
|
|
5) Инъекционные болты — болты, при использовании которых зазор между болтом и стенкой отверстия заполняется композитной смолой через канал в головке болта.
14

ТКП ЕN 1993-1-9-2009
Окончание таблицы 8.1
Категория |
Элемент конструкции |
Описание |
Требования |
|||
элементов |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
50 |
|
13) Соединение с односторонними нак |
13) вычисляется |
по |
|
|
|
|
ладками или симметричное соединение |
сечению нетто |
|
|
|
|
|
с двойными накладками, болтами нормаль- |
|
|
|
|
|
|
ной точности без предварительного натя- |
|
|
|
|
|
|
жения. Без изменения направления векто- |
|
|
|
|
|
|
ра усилия |
|
|
|
|
|
|
|
|
|
||
50 |
|
14) Болты и стержни с нарезанной или нака- |
14) рассчитывается по площади нетто и растя- |
|||
|
|
танной резьбой в напряженном состоянии. |
гивающему усилию на болт. |
|||
|
|
Для больших диаметров (анкерные болты) |
Должны учитываться изгиб и растяжение от |
|||
|
|
следует учитывать влияние размера при |
рычажного эффекта и напряжения изгиба от других |
|||
|
|
помощи ks |
воздействий. Для болтов с предварительным |
|||
|
|
|
||||
|
Влияние размеров для l 30 мм: |
|
натяжением может |
приниматься во внимание |
||
|
|
уменьшение размаха напряжений цикла |
||||
|
|
|
||||
|
ks = 30/l 0,25 |
|
|
|
|
|
|
|
|
|
|
|
|
100 |
|
Односрезные или двусрезные болты |
15) |
|
|
|
m 5 |
|
(резьба не в плоскости среза) |
вычисляется в площади брутто болта |
|||
|
|
15): |
||||
|
|
|
|
|
||
|
|
болты повышенной точности |
|
|
|
|
|
|
болты нормальной точности без измене- |
|
|
|
|
|
|
ния направления вектора усилия (болты |
|
|
|
|
|
|
класса прочности 5.6, 8.8 или 10.9) |
|
|
|
|
|
|
|
|
|
|
|
15

ТКП ЕN 1993-1-9-2009
Таблица 8.2 — Сварные составные сечения
Категория |
Элемент конструкции |
|
Описание |
|
Требования |
|
|
|
элементов |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
125 |
|
Непрерывные продольные сварные швы |
Элементы 1) и 2) |
|
|
|
||
|
1) |
Торцевые швы, выполненные автома- |
Не допускаются |
дефекты |
в |
начале |
||
|
|
|||||||
|
|
тической сваркой с обеих сторон |
и конце шва, за исключением случаев, |
|||||
|
|
2) |
Автоматические угловые сварные швы. |
когда специалистом выполняются ремонт |
||||
|
|
Торцы нахлесточных пластин подлежат |
и контроль для проверки правильности |
|||||
|
|
проверке с использованием элемента 6) |
ремонтных работ |
|
|
|
||
|
|
или 7) из таблицы 8.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
112 |
|
3) |
Угловой или торцевой шов, выполненный |
|
|
|
|
|
|
автоматической сваркой с обеих сторон, но |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
содержащий дефекты в начале и конце шва |
|
|
|
|
|
|
|
|
4) |
Стыковой шов, выполненный автома- |
4) Когда |
элемент |
содержит |
|
дефекты |
|
|
тической сваркой только с одной стороны, |
в начале и конце шва, должна исполь- |
|||||
|
|
с непрерывной подкладкой, но без дефек- |
зоваться категория 100 |
|
|
|||
|
|
тов в начале и конце шва |
|
|
|
|
|
|
|
|
|
|
|||||
100 |
|
5) Угловой или торцевой шов, выполненный |
5), 6) Необходима очень хорошая подгонка |
|||||
|
|
ручной сваркой |
стыка между полкой и стенкой балки. |
|||||
|
|
6) |
Односторонний торцевой шов, выпол- |
Край стенки должен быть подготовлен |
||||
|
|
ненный ручной или автоматической сваркой, |
таким образом, чтобы притупленная |
|||||
|
|
в частности для балок коробчатого сечения |
кромка обеспечивала постоянный провар |
|||||
|
|
|
|
корня шва без разрывов |
|
|
||
|
|
|
|
|
||||
100 |
|
7) Отремонтированные угловые швы, выпол- |
7) Исправления шлифованием, |
выпол- |
||||
|
|
ненные ручной или автоматической сваркой, |
ненные |
специалистом для |
удаления |
|||
|
|
или торцевые сварные швы для категорий |
всех видимых дефектов, и соответ- |
|||||
|
|
1) |
– 6) |
ствующий контроль могут восстановить |
||||
|
|
|
|
первоначальную категорию |
|
|
||
|
|
|
|
|
||||
80 |
|
8) |
Сварное соединение с прерывистым |
— нормальное напряжение в полке |
||||
|
|
продольным угловым швом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16

|
|
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
||
Окончание таблицы 8.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Категория |
Элемент конструкции |
|
Описание |
|
|
Требования |
|
|
|
элементов |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
71 |
|
9) Сварное соединение с торцевыми или |
9) — нормальное напряжение в полке |
|
|||||
|
|
угловыми швами и пересекающими швы |
|
|
|
|
|||
|
|
отверстиями высотой не более 60 мм. Для |
|
|
|
|
|||
|
|
пересекающих |
шов |
отверстий |
высотой |
|
|
|
|
|
|
более 60 мм см. элемент 1) в таблице 8.4 |
|
|
|
|
|||
|
|
|
|
|
|
|
|||
125 |
|
10) Продольный стыковой сварной шов со |
|
|
|
|
|||
|
|
снятыми усилениями с обеих сторон |
|
|
|
|
|||
|
|
параллельно |
направлению |
действия |
|
|
|
|
|
|
|
нагрузки, 100 % неразрушающий контроль |
|
|
|
|
|||
|
|
|
|
|
|
|
|||
112 |
|
10) Без шлифовки с начальной и конечной |
|
|
|
|
|||
|
|
сторон соединения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
90 |
|
10) Незаплавленные углубления в начале |
|
|
|
|
|||
|
|
и конце сварного шва |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
140 |
|
11) Автоматическая |
продольная |
шовная |
11) Отсутствие |
дефектов в |
области |
|
|
|
|
контактная сварка без дефектов в начале |
погрешностей, |
допускаемых |
EN 1090. |
|
|||
|
|
и конце шва в полых профилях |
|
Толщина стенки t 12,5 мм |
|
|
|||
|
|
|
|
|
|
|
|
||
125 |
|
11) Автоматическая |
продольная |
шовная |
11) Толщина стенки t 12,5 мм |
|
|
||
|
|
контактная сварка без дефектов в начале |
|
|
|
|
|||
|
|
и конце шва в полых профилях |
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
90 |
|
11) С дефектами в начале/конце шва |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Для элементов 1 – 11 с полностью механизированной сваркой применяются категории для автоматической сварки. |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
17

|
|
|
|
|
|
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
||
Таблица 8.3 — Поперечные стыковые сварные швы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Категория |
Элемент конструкции |
|
Описание |
|
|
|
|
|
Требования |
|
|
||
элементов |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
112 |
|
Без подкладки |
|
|
|
|
Все сварные швы должны быть со |
|
|||||
|
|
1) Поперечное |
соединение |
в |
пластинах |
снятыми |
выпуклостями |
параллельно |
|
||||
|
|
и плитах |
|
|
|
|
направлению, указанному стрелкой |
|
|||||
|
|
2) Соединения в полках и стенках балок, |
Участки натекания металла шва на |
|
|||||||||
|
|
выполненные перед сборкой |
|
|
поверхность основного металла должны |
|
|||||||
|
|
3) Стыковыесварныешвыпоперечныхсечений |
быть |
сфрезерованы |
до |
поверхности |
|
||||||
|
|
прокатныхбалокбез пересекающихотверстий |
в направлении действия напряжения |
|
|||||||||
|
|
4) Поперечное |
соединение |
в |
пластинах |
Сварка с обеих сторон; проверено нераз- |
|
||||||
|
|
и плитах, сужающихся |
по |
ширине или |
рушающим контролем |
|
|
|
|||||
|
|
толщине, с уклоном 1/4 |
|
|
|
Элемент 3) |
|
|
|
|
|||
|
|
|
|
|
Только |
|
для |
соединений |
прокатного |
|
|||
|
Влияние размера для t 25 мм: |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
профиля, разрезанных и повторно |
|
||||||
|
ks (25/t)0,2 |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
сваренных |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||||
90 |
|
5) Поперечное |
соединение |
в |
пластинах |
Высота |
выпуклости |
сварного шва |
|
||||
|
|
и плитах |
|
|
|
|
не должна превышать 10 % ширины шва, |
|
|||||
|
|
6) Стыковые |
сварные |
швы |
|
поперечных |
с плавным переходом к поверхности |
|
|||||
|
|
сечений прокатных балок без пересе- |
пластины |
|
|
|
|
|
|||||
|
|
кающих отверстий |
|
|
|
Участки натекания металла шва на |
|
||||||
|
|
7) Поперечное |
соединение |
в |
пластинах |
поверхность |
основного |
металла должны |
|
||||
|
|
и плитах, сужающихся по ширине или |
быть |
сфрезерованы |
до |
поверхности |
|
||||||
|
|
толщине, с уклоном 1/4 |
|
|
|
в направлении действия напряжения |
|
||||||
|
Влияние размера для t 25 мм: |
|
|
|
|
|
Сварка с обеих сторон проверяется |
|
|||||
|
ks (25/t)0,2 |
|
|
|
|
|
неразрушающим контролем |
|
|
||||
|
|
|
|
|
|
Элементы 5) и 7) |
|
|
|
||||
|
|
|
|
|
|
|
Сварка выполняется в нижнем поло- |
|
|||||
|
|
|
|
|
|
|
жении |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18

ТКП ЕN 1993-1-9-2009
Продолжение таблицы 8.3
Категория |
Элемент конструкции |
|
Описание |
|
|
|
Требования |
|
|
|
элементов |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
90 |
|
8) Как элемент |
3), но с пересекающими |
Все |
сварные швы |
должны быть |
со |
|||
|
|
отверстиями |
|
|
снятыми |
выпуклостями |
параллельно |
|||
|
|
|
|
|
направлению, указанному стрелкой |
|
||||
|
|
|
|
|
Участки натекания металла шва на |
|||||
|
|
|
|
|
поверхность основного металла должны |
|||||
|
Влияние размера для t 25 мм: |
|
|
|
быть |
сфрезерованы |
до |
поверхности |
||
|
ks (25/t)0,2 |
|
|
|
в направлении действия напряжения |
|
||||
|
|
|
|
Сварка — с обеих сторон; проверяется |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
неразрушающим контролем |
|
|
|||
|
|
|
|
|
Прокатные профили — тех же размеров |
|||||
|
|
|
|
|
без учета допусков |
|
|
|
||
|
|
|
|
|
|
|
|
|
||
80 |
|
9) Поперечное |
соединение |
балки без |
Высота |
выпуклости |
сварного |
шва |
||
|
|
пересекающих отверстий |
|
не должна превышать 20 % ширины |
||||||
|
|
10) Стыковые сварные швы |
поперечных |
шва, с плавным переходом к поверх- |
||||||
|
|
сечений прокатных балок с прерывающими |
ности пластины |
|
|
|
||||
|
|
отверстиями |
|
|
Сварной шов не фрезеруется до |
|||||
|
|
11) Поперечное |
соединение в |
пластинах, |
поверхности пластин |
|
|
|
||
|
|
плитах, прокатном профиле или балке |
Участки натекания металла шва на |
|||||||
|
|
|
|
|
||||||
|
|
|
|
|
поверхность основного металла должны |
|||||
|
|
|
|
|
быть сфрезерованы до поверхности в |
|||||
|
|
|
|
|
направлении действия напряжения |
|
||||
|
Влияние размера для t 25 мм: |
|
|
|
Сварка — с обеих сторон; проверяется |
|||||
|
|
|
|
неразрушающим контролем |
|
|
||||
|
ks (25/t)0,2 |
|
|
|
|
|
||||
|
|
|
|
Элемент 10) |
|
|
|
|||
|
|
|
|
|
Высота |
выпуклости |
сварного |
шва |
||
|
|
|
|
|
не должна превышать 10 % ширины |
|||||
|
|
|
|
|
шва, с плавным переходом к поверх- |
|||||
|
|
|
|
|
ности пластины |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
19
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
|
Продолжение таблицы 8.3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Категория |
Элемент конструкции |
Описание |
|
Требования |
|
|
элементов |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
63 |
|
12) Стыковые сварные швы |
поперечных |
Участки натекания металла шва на |
|
|
|
|
сечений прокатных балок |
без пересе- |
поверхность основного металла должны |
|
|
|
|
кающих отверстий |
|
быть сфрезерованы |
до поверхности |
|
|
|
|
в направлении действия напряжения |
|
||
|
|
|
|
|
||
|
|
|
|
Сварка с обеих сторон |
|
|
|
|
|
|
|
|
|
36 |
|
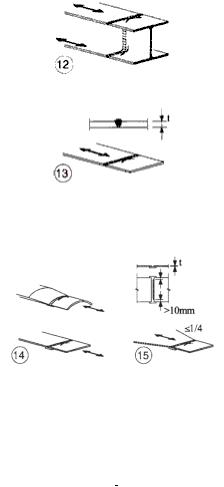
13) Односторонние стыковые сварные швы |
13) Без подкладки |
|
|
|
|
|
|
|
|
|
|
71 |
|
13) Односторонние стыковые сварные швы |
|
|
|
|
|
Эффект размера для t 25 мм: |
с полным проваром, проверенные сред- |
|
|
|
|
|
ствами неразрушающего контроля |
|
|
|
||
|
ks (25/t)0.2 |
|
|
|
||
71 |
|
С подкладкой |
|
Элементы 14) и 15) |
|
|
|
|
Угловые швы, прикрепляющие подкладки, |
|
|||
|
|
14) Поперечное соединение |
|
|
||
|
|
|
не доводить 10 мм до краев нагружен- |
|
||
|
|
15) Поперечное стыковое сварное соедине- |
|
|||
|
|
ние, сужающееся по ширине или толщине, |
ной пластины. |
внутри кромок |
|
|
|
|
с уклоном 1/4. |
|
Прихваточные швы |
|
|
|
|
|
стыковых швов |
|
|
|
|
|
Можно применить для изогнутых пластин |
|
|
||
|
Эффект размера для t 25 мм: |
|
|
|
|
|
|
ks (25/t)0.2 |
|
|
|
|
|
50 |
|
16) Поперечное стыковое сварное соедине- |
16) Когда угловой шов для крепления |
|
||
|
ние на съемной подкладке, сужающееся по |
подкладки заканчивается за 10 мм от |
|
|||
|
|
|
||||
|
|
ширине или толщине, с уклоном 1/4. |
края пластины или если не может быть |
|
||
|
|
Можно применить для изогнутых пластин |
гарантирована хорошая подгонка |
|
||
|
Эффект размера для t 25 мм: |
|
|
|
|
|
|
ks (25/t)0.2 |
|
|
|
|
|
20

ТКП ЕN 1993-1-9-2009
Окончание таблицы 8.3
Категория |
Элемент конструкции |
Описание |
Требования |
|
элементов |
||||
|
|
|
||
|
|
|
|
|
71 |
Эффект размера для t 25 мм и/или для 17) Поперечное соединение, различные тол- |
|
||
|
учета эксцентричности: |
щины без перехода по толщине листов, |
|
|
|
|
выравнивание по осевой линии |
|
|
|
t2 t1 |
|
|
|
|
Уклон 1/2 |
|
|
|
|
|
|
|
|
Как |
|
18) Поперечное стыковое сварное соеди- |
Элементы 18) и 19) |
|
элемент 1) |
|
нение на пересекающихся полках |
Предел выносливости для |
детали, |
|
|
|||
таблицы8.5 |
|
|
не пересекающейся сварным |
швом, |
|
|
|
должен быть проверен по таблице 8.4, |
|
Как |
|
19) С радиусом перехода, соответственно |
||
|
элемент 4) или элемент 5) |
|
||
элемент 4) |
|
таблице 8.4, элемент 4) |
|
|
|
|
|
|
|
таблицы8.4 |
|
|
|
|
21

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
||
Таблица 8.4 — Подкрепления и ребра жесткости на сварке |
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Категория |
|
|
|
|
|
|
|
|
Элемент конструкции |
Описание |
|
|
Требования |
|
|
||
элементов |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
80 |
|
L 50 мм |
|
Продольные ребра |
|
|
Толщина ребра должна быть меньше, |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
1) Категория элементов варьируется |
чем его высота. В противном случае |
|
|||||
71 |
|
|
|
|
|
|
|
|
|
|
|||||||
50 L 80 мм |
|
в зависимости от длины ребра L |
см. таблицу8.5, элементы 5) и6) |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
63 |
80 L 100 мм |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
56 |
L 100 мм |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
71 |
L 100 мм |
|
2) Продольные ребра |
в |
пластине |
|
|
|
|
||||||||
|
или трубе |
|
|
|
|
|
|
|
|||||||||
|
|
45 |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||
80 |
r 150 мм |
|
3) Продольные усиливающие ребра |
Элементы 3) и 4) |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
с угловыми |
швами |
с |
плавным |
Радиус r плавного перехода выпол- |
|
||
|
|
|
|
|
|
|
|
|
|
переходом к пластине или трубе; |
няется на ребре перед сваркой, |
|
|||||
|
|
|
|
|
|
|
|
|
усиленный |
торец углового шва усилен (полный |
сначала механической |
или газо- |
|
||||
|
|
|
|
|
|
|
|
|
провар), длина усиленного шва r |
плазменной |
резкой; |
область |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
плавного перехода и сварной шов |
|
||
90 |
|
r |
1 |
|
|
|
4) Приставной |
лист, |
приваренный |
|
|||||||
|
|
|
|
фрезеруются |
по направлению |
|
|||||||||||
|
|
|
|
3 |
или |
|
к краю пластины или полке балки |
стрелки так, чтобы край шва |
|
||||||||
|
|
L |
|
||||||||||||||
|
r 150 мм |
|
|
|
|
|
полностью удалялся |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
71 |
1 |
|
r |
|
1 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||||||||
|
6 |
L |
3 |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
50 |
|
|
|
r |
1 |
|
L — длина присоединения как в |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
6 |
|
элементах 1), 2) и 3) |
|
|
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
40 |
|
|
|
|
|
|
|
|
|
5) Как приварено, без |
радиуса |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
перехода |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22

|
|
|
|
|
|
|
ТКП ЕN 1993-1-9-2009 |
||
Окончание таблицы 8.4 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Категория |
|
Элемент конструкции |
|
Описание |
|
|
Требования |
|
|
элементов |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Элементы 6) и 7) |
|
|
||
80 |
l 50 мм |
|
Поперечные ребра |
|
|
|
|||
|
|
|
6) |
Приваренные к пластине |
|
Концы сварных швов должны быть |
|
||
|
|
|
7) |
Вертикальные ребра жесткости, |
тщательно отфрезерованы |
для |
|
||
|
|
|
приваренные к балке или плоской |
удаления возможных подрезов |
|
|
|||
|
|
|
ферме |
|
7) должна вычисляться по значе- |
|
|||
|
|
|
8) |
Диафрагма коробчатых |
балок, |
ниям |
главных напряжений, |
если |
|
71 |
50 l 80 мм |
|
|
||||||
|
приваренная к полке или стенке. |
ребро |
жесткости прекращается на |
|
|||||
|
|
|
|
||||||
|
|
|
Не допускается для малых сечений |
стенке, см. левую сторону |
|
|
|||
|
|
|
полых профилей |
|
|
|
|
|
|
|
|
|
Значения также применимы для |
|
|
|
|
||
|
|
|
подкрепляющих колец |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
9) |
Влияние приваренных |
срезных |
|
|
|
|
|
|
|
штифтов на основной металл |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
23