

5 Завдання четверте
Навести характеристику сучасного обладнання, що застосовується при виготовленні швейних виробів.
Таблиця 4- Питання по темі «Обладнання швейних цехів»
|
Варіант |
Завдання |
|
1 |
2 |
|
1 |
Класифікація швейних машин |
|
2 |
Які основні робочі механізми швейної машини приймають участь в утворенні човникового стібку? Їх конструктивні різновиди. |
|
3 |
Характеристика сучасних зшивних машин загального призначення |
|
4 |
Область використання швейних машин з диференційним транспортером переміщення матеріалів. Приклади машин та їх характеристика |
|
5 |
Характеристика машин для зшивання зрізів матеріалів з посадкою. Їх призначення, робочі органи, приклади машин. Чому виникає посадка? |
|
6 |
Швейні та вишивальні машини напівавтоматичної дії для обробки окремих вузлів та деталей швейних виробів. Приклади машин та їх характеристика |
|
7 |
Характеристика обладнання для пришивання ґудзиків та виметування петель. Схеми утворення петлі |
|
8 |
Схеми утворення малої та великої закріпок на напівавтоматах. Приклади машин та їх характеристика |
|
9 |
Сучасне обладнання для ВТО швейних виробів. Його застосування при виготовленні швейних виробів |
|
10 |
Сучасне обладнання для склеювання деталей одягу. Режими обробки |
Характеристику обладнання надати в табличній формі. Утворення човникового стібка. Утворення однониткового ланцюгового стібка. Утворення двониткового ланцюгового стібка. Технічна характеристика універсальних машин одноголового та двоголкового човникового стібків. Технічна характеристика швейних машин ланцюгового стібка. Технічна характеристика напівавтоматів (додаток Д).
Завдання п’яте
Навести характеристику сучасного обладнання ВТО, що застосовується при виготовленні швейних виробів.
6
Таблиця 5 - Питання по темі «Обладнання ВТО»
|
Варіант |
Завдання |
|
1 |
2 |
|
1 |
Фізична суть процесу ВТО |
|
2 |
Класифікація обладнання ВТО |
|
3 |
Стадії процесу ВТО |
|
4 |
Основні параметри процесу ВТО |
|
5 |
Кінетика процесу ВТО на електричних та парових пресах |
|
6 |
Контрольно-вимірювальна апаратура процесу ВТО |
|
7 |
Вплив режимів ВТО на якість обробки |
|
8 |
Робочі органи пресового обладнання |
|
9 |
Напрямки вдосконалення процесу та обладнання ВТО |
|
10 |
Які фактори впливають на вибір обладнання |
Характеристику обладнання по ВТО надати в табличній формі. Технічна характеристика обладнання ВТО (додаток Д).
Перелік використаної та рекомендованої літератури
Савостицкий А.В. Меликов Е.Х. Технология швейных изделий. – М.: «Легкая и пищевая промышленность», 1982. – 439 с.
Лабораторный практикум по технологии швейных изделий (под редакцией Меликова Е.Х.).Издание 2-е, переработанное и дополненное – М.: «Легпромбытиздат», 1988. – 270 с.
Исаев В.В., Оборудование швейных предприятий. – М.: «Легпромбытиздат», 1989. – 331 с.
Мигальцо И.И., Третьякова Л.И и др. Термические процессы в швейной промышленности – К.: Техника, 1987. – 213с.
Промышленные швейные машины.: Справочник /Кузьмичев В.Е., Панина Н.Г. – М.: «В зеркале», 2001.- 252с.
Кокеткин П.П., Кочегура Т.Н., Баришникова В.И. и др. Промышленная технология одежды: Справочник.– М: «Легпромбытиздат», 1988. – 640 с.
Методичні вказівки до виконання лабораторних робіт по курсу «Технологія швейних виробів» частина 2 розділ «Швейне обладнання» для студентів спеціальності 7.091801 /Упор.: С.М. Березненко, Л.А. Бакан, М.В. Колосніченко, Н.Г. Руденко, Т.О. Полька, Н.В. Цесельська. – К.: КНУТД, 2000. – 30с.
Лабораторный практикум з основ технології, обладнання та організації технологічних процесів виготовлення швейних виробів: Навч. Посібник / П.В. Мельник, М.В. Свіщов, В.К. Скрипка. – Київ; Ірпінь: ВТФ «Перун», 1997.- 240с.:
іл.
9 ДСТУ 2162-93 Технологія швейного виробництва. Терміни та визначення
( Збірник нормативних документів на терміни та визначення у швейній галузі для студентів спеціальності 7.091.801.01 «Технологія та конструювання швейних виробів». / Упор.: Савчук Н.Г., Гордієнко В.П. - К.: КНУТД.2001 – 146с.)
7
Додатки
8
Додаток А
Таблиця А 1.1– Характеристика швацьких ниток
|
Назва |
Умовне позначення |
Лінійна густина, текс |
Розривне зусилля, Н |
Вид пакування, довжина намотки, м |
Ціна, грн |
Призна-чення |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Комплексні синтетичні |
22 ПЕ |
11 х 2 |
687 |
Катушка 5000 |
10,60 |
Зшивання |
|
.......... |
……….. |
…….. |
………. |
………….. |
….. |
……. |
Додаток Б
Таблиця Б 1 .1- Режими виконання клейових з'єднань
|
Технологічні операція (ДСТУ 2162-93) |
Обладнання |
Вид клейового матеріалу |
Технологічні режими | ||
|
температура, о С |
тривалість, с |
тиск, МПа | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Дублювання |
Прес фірми “Майер” (Німеччина) |
Дублерин П-12 АКР |
130 |
15 |
0,05 |
|
….. |
………. |
………….. |
……. |
……… |
…….. |
Таблиця Б 1.2 - Варіанти раціонального поєднання тканини верху і клейових прокладок
-
Тканини верху
Прокладка
1
2
Костюмні, камвольні чистошерстяні, напівшерстяні (типу арт. 1338, 23516, 23453, 23852)
Ткана бавовняна арт. 625 з регулярним покриттям клеєм П-12АКР. Неткана арт. 935506 з регулярним покриттям клеєм П-12АКР
Костюмні тонкосуконні напівшерстяні (типу арт. 43462, 43397, 43430)
Ткана арт. 75088 з регулярним покриттям клеєм П-12АКР. Неткана арт. 935506 з регулярним покриттям клеєм П-12АКР
Пальтові чоловічі напівшерстяні і чистошерстяні (типу арт. 451023, 4515495, 451350)
Ткана бавовняна арт. 7067 з точковим покриттям клеєм П-54. Неткана арт. 935506 з точковим покриттям клеєм П-54
9
Продовження таблиці 1.2
-
1
2
Драпи чоловічі напівшерстяні і чистошерстяні (типу арт. 46434, 3604)
Неткана арт. 935506 з точковим покриттям клеєм П-54. Ткана бавовняна арт. 7067 з точковим покриттям клеєм П-54
Шовкові типу арт. 11007, 12006, 32225, 31071, 82013 і тонкі шерстяні типу арт. 21343, 21251
Клейова з порошкоподібним поліетиленовим покриттям і апретована, виготовлена з миткалю арт. 6944
Бавовняні — ситець (арт. 15, 18, 1120), сатин (арт. 646, 753, 766) та інші, а також шерстяні тканини (типу арт. 21395, 21356, 21347, 4196)
Клейова бязь арт. 298 з порошкоподібним поліетиленовим покриттям, апретовані прокладки
Таблиця Б 1.3. Параметри дублювання прокладними матеріалами залежно від виду клейового покриття
|
|
|
Режим склеювання | ||
|
Клейовий матеріал |
Клей |
Температура пресувальної поверхні, °С |
Тиск, МПа |
Тривалість витримування, с |
|
1 |
2 |
3 |
4 |
5 |
|
Прокладна тканина: ворсована арт. 105, арт. 109 з клейовим порошком (на основі тканин арт. 7067, арт. 7115) з регулярним точковим клейовим покриттям на основі тканин: арт. 75088 арт. 75069, арт. 75088 |
П-12 АКР
П-548 П-12 АКР |
130-140
140-150 130-140 |
0,03-0,05
0,03-0,05 0,03-0,05 |
15-30
20-40 15-30 |
|
Прокладний матеріал з суцільним покриттям поліетиленом арт. 54 |
П-2970-П |
150-160 |
0,03-0,05 |
30-40 |
|
Прокладка неткана арт. 935506 |
П-12 АКР |
130-140 |
0,03-0,05 |
15-30 |
10
Продовження таблиці 1.3
|
1 |
2 |
3 |
4 |
5 |
|
Клейова нитка: поліамідна поліакриламідна |
П-548 П-12 АКР |
140-150 130-150 |
0,03-0,05 0,03-0,05 |
20-40 15-30 |
|
Бавовняна ворсована прокладна тканина (на основі тканин арт. 7067, арт. 7175): арт. 78 арт. 79 |
П-54
П-54 П-54 |
150-160
150-160 150—160 |
0,03-0,05
0,03-0,05 0,03-0,05 |
20—40
20-40 20-40 |
|
Спеціальна неорієнтована плоскостабілізована поліетиленова сітка типу 15903-020 |
- |
150 |
0,05 |
25 |
Таблиця Б 1.4 – Асортимент клейових матеріалів та область їх застосування
|
Асортимент клейових матеріалів |
Вид клею |
Область застосування |
|
Клейова нитка |
Сополіамід |
Для закріплення країв, зрізів деталей швейних виробів |
|
«Павутинка» |
Сополіамід |
Для закріплення країв, зрізів деталей швейних виробів та виконання окремих операцій склеювання |
|
Сітка |
Поліетилен |
Для придання формостійкості окремим деталям швейних виробів, а також для приклеювання низу виробу та рукавів |
|
Плівка |
Полівинілхлорид |
Для закріплення внутрішніх зрізів борту пальто та костюмів |
|
Кромка |
Поліамід |
Для прокладання по зрізах пройм, горловини, краю борту швейних виробів, в якості пружка |
11
Таблиця Б 1.5 – Умови застосування деяких клейових матеріалів
|
Клейовий матеріал |
Температура поверхні подушки, °С |
Умови пресування, кПа |
Тривалість склеювання, с |
|
Поліетилен |
140-170 |
50-300 |
12-20 |
|
Проліамід |
150-180 |
10-50 |
10-30 |
|
Полівінілхлорид |
140-160 |
10-50 |
10-20 |
|
Полівінілацетат |
120-150 |
5-10 |
15-25 |
|
Поліестр |
150-180 |
10-50 |
10-30 |

Рисунок Б 1.1- Номенклатура та нормативні значення показників якості клейових з'єднань
12
Додаток В
Таблиця В1.1 – Характеристика обладнання для зварювання деталей одягу
|
Обладнання, фірма |
Ширина лінії зварювання, мм |
Напруга, В |
Споживча потужність, кВт |
Швидкість зварювання, м/хв |
Тиск, Н/см2 |
Температура нагріву робочого органу, оС |
Час зварювання, с |
Габарити, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
…….. |
….. |
… |
……. |
…….. |
…. |
………. |
……. |
………. |

Рисунок В 1.1 – Стадії процесу зварювання
Способи зварювання деталей одягу:
термоконтактний;
високочастотний;
ультрозвуковий

Рисунок В 1.2 – Схема термоконтактного роликового зварювання
13

Рисунок В 1.3 – Зварні шви різної конструкції:
а,б,в – зшивний виконується електродами різної ширини; г,д –крайові з підгином одного зі зрізів при різній ширині зварної строчки; е,ж –настрочний з відкритими зрізоми; з, и - настрочний з закритим зрізом; к – встик з з термопластичною прокладкою; л - упідгин
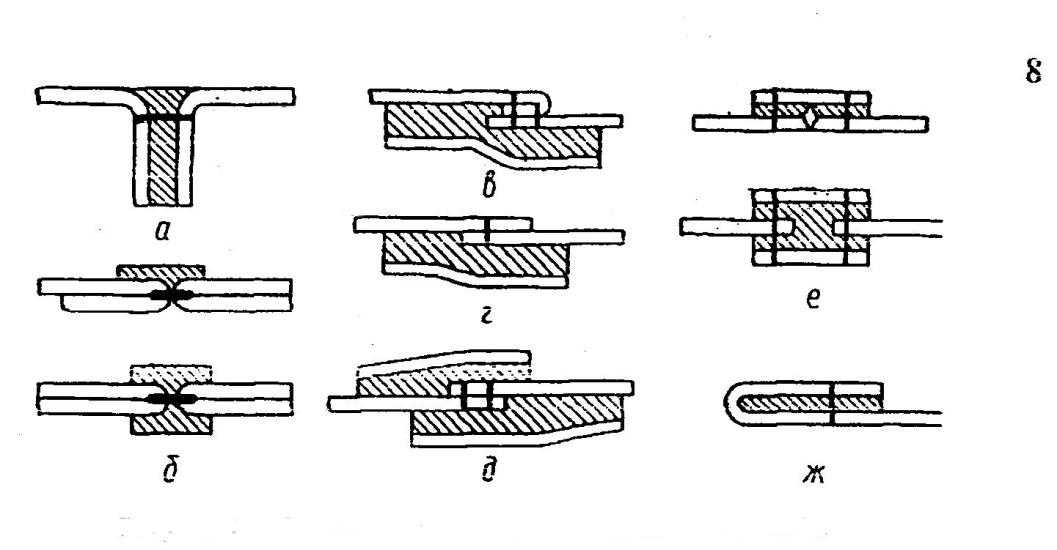
Рисунок В 1.4 – Види комбінованих швів та їх конструкція:
а – зшивний з попереднім термоконтактним зварюванням; б – зшивний з одно- та двобічною герметизацією рідким клеєм; в – настрочний зі стрічковою герметизацією; д – накладний двострочковий з двобічною стрічковою герметизацією; е – встик та двобічною герметизацією; ж – шов упідгин з герметизацією
14
Таблиця В 1.2 – Типи зварних зєднань
|
Призначення (область застосування) |
Переріз |
Стислий опис |
|
1 |
2 |
3 |
|
З'єднання кромок матеріалів деталей |
|
Обшивне зварне з'єднання: деталі укладають лицьовими сторонами один проти одного і зварюють з одного кінця
Зварювання накладним швом: деталі укладають лицьовими сторонами догори з необхідним перекриттям по краях і зварюють
Зварювання накладним швом з підігнутим зрізом: деталі уклада-ють лицьовими сторонами дого-ри, зріз верхньої деталі підгина-ють і зварюють з необхідним перекриттям
Зварювання накладним швом з підігнутим зрізом (застосовують для текстильних матеріалів з полімерним покриттямм. Для його виконання використовують допоміжний зварювальний матеріал
Подвійне зварювання: для тек-стильних матеріалів з полімер-ним покриттям
Зварювання кромок шарів матеріалу. Застосовується, в першу чергу, для плівок, наприклад, обробка борту пі-лочки дощових плащів з одночасним приклеюванням підкладки |
15
Продовження таблиці В 1.2
|
1 |
2 |
3 |
|
З'єднання кромок матеріалів деталей |
|
Зварне з'єднання для текстиль-них матеріалів з полімерним покриттям може бути виконано тільки з застосуванням допоміж-ного зварювального ма-териала. Недолік його в тому, що після того, що зрізання видно тексти-льну основу
Зшивне зварювання при отрима-нні двошарового матеріалу : зварювані шари сладавають лицьовою стороною один проти одного, зварюють краї, потім вивертают і проварюють край
Зшивний зварний шов для текстильних матеріалів з полі-мерним покриттям може викону-ватися тільки із застосуванням допоміжного зварювального матеріалу
Зварювання упідгин : деталі зварюють, підгинаючи верхній шар матеріалу.
Зварювання з відкритим зрізом
|
|
Приварювання дрібних (поясів, хлястиків, клапанів, петель |
|
Зварювання з підігнутим зрізом (аналогічна зварюванню внакладку з підігнутим зрізом) Зварювання з підігнутим зрізом для текстильних матеріалів з полімерним покриттям, може виконуватися тільки із застосуванням допоміжного зварного матеріалу
|



16
Продовження таблиці В 1.2
|
1 |
2 |
3 |
|
З'єднання поверхні деталей зварюванням
|
|
З'єднання складених один на одного шарів матеріалу багаторядним зварним швом для нанесення декоративної обробки. Застосовується для кріплення прокладок, емблем, аплікацій
З'єднання незварнх матеріалів, із застосуванням допоміжних сварних матеріалів може застосо-вуватися, для приварювання вишитих візерунків. Як допоміж-ний зварювальний матеріал застосовується плівка, паста або термопластична клеєва нитка з виворітного боку вишивки
Виготовлення утеплюючого прокладення між двома шарами матеріалу з застосуванням "зварювальної вати". Зварюваль-ним матеріалом є "зварювальна вата", яка зазвичай складається з суміші 50 % волокон полівінілх-лориду і 50 % інших волокон. Замінюючий декоративну строчку зварний шов може бути різного візерунка. Застосовується в основному при виробництві спортивного і захисного одягу
|
|
Обробка зрізів, кромок |
|
Підплавлення і одночасне зрізання кромок. Застосовується замість обметування
Обшивання: зварювання подог-нутого краю. У разі текстильних матеріалів з полімерним покриттям обшивання може ви-конуватися тільки із застосуван-ням допоміжного зварювального матеріалу |
17
Продовження таблиці В 1.2
|
1 |
2 |
3 |
|
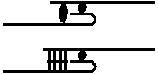
Закінчення шва |
|
Зварні шви з відкритим кінцем застосовуются для запобігання розшаруванню, розриви на кінцях фіксують колоподібними (а, б), напів колоподібними (в) або трекутними (г) швами, наприклад, при зварюванні клапанів кишень
|
|
Оздоблення |
|
Застосовуються для прикрашан-ня поверхні термопластичних матеріалів, в першу чергу, плівок і текстильних матеріалів з полі-мерним покриттям неперервним, переривчастим або візерунковим зварним швом
|
|
Виготовлення петель |
|
Підплавлення зрізу петлі, склею-вання з прокладкою і розрізання петли
Виготовлення петель із застосу-ванням прокладки із зварюваль-ної плівки у разі матеріалів з полімерним покриттям
Виготовлення обшивної петлі |
|
Закріплення гудзиків зварюванням |
|
Зварювальне кріплення пластма-сових гудзиків за допомогою підсилювальних прокладок, в першу чергу, при роботі з плі-ковими матеріалами
|


18
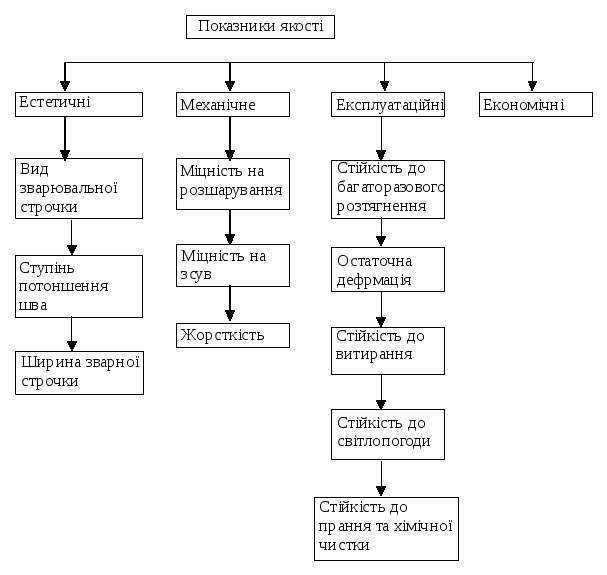
Рисунок В 1.5 - Показники якості зварних з'єднань
Таблиця В 1.3 - Обладнання для зварювання термопластичних матеріалів
|
Термоконтактний спосіб |
Високочастотний спосіб |
Ультразвуковий списиб |
|
1 |
2 |
3 |
|
Послідовний метод | ||
|
МПС – 1/СНГ/ для зварювання ПЕ плівок товщиною 0,025+0,1 мм; МПС – 4/СНГ/ для зварювання фтороплас-тових плівок товщиною 0,5 мм; машини 8300 кл., 8305кл. /клин/ ; 8197 кл. /стрічка/ ф. «Пфафф» /ФРГ/ |
Машини: 8505 кл., 8506 кл. ф. «Пфафф» /ФРГ/; КСМ-300 ф. «Брансон» /США/ ; VH-600 /Японія/ |
Машини БШМ-1, 2 /СНГ/; 300 кл. ф. «Брансон»; «Омега СЛ-22» /Великобританія/; USM-300 ф. «Брансон» /США/ |
19
Продовження таблиці В 1.3
|
1 |
2 |
3 |
|
Паралельний метод | ||
|
Прес Шліме НСГВ 10,5 /Германія/ |
УВЧ-300, ЛГД-1, ЛСП-1-4 /СНГ/; УЗП 2-2.5 Е /Болгарія/; УЗП-2500 та УЗП-2500 А/Болгарія/ для закріплення емблем, аплікацій та основі ПВХ плівки; фоллипрес-800 /Германія/; DSS-4, DSS-10-1, DSS-1 /Чехословаччина/ |
УПУ-1/СНГ/ для зварювання петель, заклепок, виконання коротких швів, виточок, прикріплення емблем, з’єднання деталей виробів з штучного хутра; прес М-430; М-460; М-4120 ф. «Брансон» /США/ |
Додаток Д
Таблиця Д 1.1 - Характеристика швейних машин загального та спеціального призначення
|
Клас (марка), фірма-виробник, країна |
Технологічне призначення |
Кодове позначення стібка (ДСТУ ISO 4915 : 2005) |
Максимальна частота обертання головного валу, хв-1 |
Максимальна довжина стібка, мм |
Максимальна товщина матеріалу під лапкою, мм |
Додаткові відомості (тип механізму переміщення матеріалу, робочі органи, додаткові функції,елементи автоматизації) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
DLU-5490NBB Джукі (Японія) |
Для зшивання, пришивання, застрочування |
301 |
4500 |
7 |
4 |
Автоматичне змащування й обрізфння ниток |
|
212-24125 кл “DURKOPP”, (Німеччина) |
Для зшивання, настрочування, застрочування |
301 |
4800 |
4 |
4 |
Ніж для обрізання припусків |
|
DB2-B722 Підклас -003 Бразер (Японія) |
Для зшивання, настрочування, обшивання |
301 |
500 |
5 |
6 |
Мікропроцесорне керування автоматичне обрізфння ниток |
|
…….. |
….. |
… |
… |
… |
.. |
………. |
20
Таблиця Д 1.2 – Характеристика швейних напівавтоматів
|
Клас (марка), фірма-виробник |
Технологічне призначення |
Кодове позначення стібка (ДСТУ ISO 4915 : 2005) |
Максимальна частота обертання головного валу, хв-1 |
Діаметр та товщина гудзика, мм |
Максимальна довжина стібка, мм |
Загальна кількість проколів голки |
Додаткові відомості |
|
1 |
2 |
3 |
4 |
5 |
7 |
8 |
9 |
|
72314 кл “Минерва” (Чехія) |
Обметування петель |
404+ 107 |
2200 |
------ |
2 |
за потреб |
----------- |
|
АМВ-187 кл “Джукі” (Японія) |
Пришивання гудзиків |
107 |
1500 |
11- 24 |
5 |
14 |
Автомат. обвивання ніжки |
|
……….. |
………….. |
… |
… |
… |
… |
… |
………….. |
Таблиця Д 1.3 – Характеристика прасувальних столів
|
Тип стола, фірма |
Тип подушок |
Потужність, кВт |
Напруга, В |
Висота прасуваль- ної дошки, см |
Додаткові відомості | ||
|
двигуна |
нагрівача |
наявність відсмоктув. |
розмір пра- сув.плити, мм | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
EB - 4NKT F. FRBO, (Польща) |
007 універсальна |
0,55 |
1,8 |
380 |
80 – 90 |
Відсмокт.
|
|
|
………. |
………. |
….. |
…… |
……. |
………. |
…….. |
………
|
21
Таблиця Д 1.4 – Характеристика обладнання ВТО
|
Найменування та марка обладнання, фірма |
Технологічне призначення |
Маса, кг |
Технічні параметри |
Додаткові відомості | |||||
|
тиск пари, МПа |
спосіб нагріван-ня подушок |
витрати пари, кг/год |
наявність системи охолодження (є, немає) |
тип подушок |
спосіб отримання пари | ||||
|
елек. |
пар. | ||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Прес CRESTIG F. SEMAGO |
Внутрішньо- процесна ВТО |
80 |
0,6 |
|
|
10-12 |
Так |
Універ. |
Парогенера-тор VEIT2315 HODAMAT- STATON (15 кг/год) |
|
…….. |
….. |
… |
… |
… |
… |
… |
… |
.. |
………. |
Таблиця Д 1.5 – Характеристика обладнання для дублювання деталей одягу
|
Обладнання, фірма |
Ширина стрічки, мм |
Напруга, В |
Споживча потужність, кВт |
Швидкість руху стрічки, м/хв |
Тиск, Н/см2 |
Температура нагріву робочого органу, оС |
Час дублювання, с |
Габарити, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
RPS-700 Mayer, Німеччина |
700 |
380 |
33 |
2-15 |
0-50 |
140/140 |
5-20 |
5380х1850х1100 |
|
Прес ЕВ-К2, ERBO |
------ |
380 |
3,2 |
-------- |
0-18 |
30/160 |
------ |
1000х500 х1100 |
|
……… |
…… |
… |
…… |
…… |
…… |
…… |
… |
………….. |
22

Рисунок Д 1.1 - Утворення човникового стібка: а - д – послідовні етапи процесу