

Лабораторная работа №3
Тема: Изучение источников питания сварочной дуги
3.1. Цель: Получить представление об источниках питания электрической сварочной дуги, их классификации, принципах действия, устройстве и технических характеристиках.
3.2. Задание:
3.2.1. Снять внешнюю характеристику источника питания.
3.2.2. Определить коэффициент добротности (D) источника питания дуги.
2.2.3. Выполнить регулировку сварочного тока на источнике питания для сварки электродом заданной марки и диаметра.
3.3. Исходная информация:
3.3.1. Источники питания сварочной дуги классифицируют по следующим признакам:
▪ по количеству обслуживаемых сварочных постов – однопостовые и многопостовые;
▪ по условиям применения – стационарные и передвижные;
▪ по ряду тока – источники постоянного и переменного тока;
▪ по виду внешней характеристики источника питания (ВнХИП) – источники с крутопадающей, полого падающей, жёсткой и возрастающей характеристиками;
▪ по компоновке – однокорпусные и двухкорпусные.
3.3.2. Требования к источникам питания дуги:
1) Источник питания должен обеспечивать лёгкое, надёжное возбуждение и устойчивое горение дуги, а также регулирование сварочного тока (Iсв, А) и напряжения (Uд, В) на дуге, определяющих мощность дуги. Для возбуждения дуги требуется напряжение холостого хода источника питания в 2 – 3 раза больше напряжения стабильного горения дуги. По условиям безопасности напряжение холостого хода не может быть больше: для источника переменного тока – 80 В, источника постоянного тока – 90 В.
2) Время восстановления напряжения от короткого замыкания до напряжения зажигания дуги должно быть не более 0,02 – 0,04 с. Техническая пригодность данного источника для питания сварочной дуги оценивается динамической характеристикой дуги – зависимостью между мгновенными значениями Iсв и Uд.
3)
Источник питания должен выдерживать
продолжительное короткое замыкание в
сварочной цепи. Степень ограничения
тока короткого замыкания (Iк.з,
А) характеризуется коэффициентом
добротности
![]() ,
например, для источников с крутопадающей
характеристикойD=1,1
… 1,5.
,
например, для источников с крутопадающей
характеристикойD=1,1
… 1,5.
4) Форма ВнХИП должна соответствовать заданной форме определённого участка статической вольтамперной характеристики дуги при данном способе сварки.
5) Источники питания должны обладать хорошими технико-экономическими показателями, к которым относятся: к.п.д., коэффициент мощности (cosφ), габаритные размеры, масса, стоимость, надёжность и ряд других.
3.3.3. Источники питания переменного тока представляют собой понижающие однофазные трансформаторы, у которых во вторичной цепи имеется регулируемое индуктивное сопротивление, позволяющее создавать крутопадающую ВнХИП, регулировать сварочный ток и ограничивать ток короткого замыкания. Индуктивное сопротивление также позволяет сдвинуть синусоиду напряжения на угол φ по отношению к синусоиде тока. Недостатки трансформаторов первых поколений – малая устойчивость горения дуги и невозможность управления полярностью. В последние годы разработаны тиристорные трансформаторы, в которых первый недостаток устранён.
Промышленностью выпускаются сварочные трансформаторы двух принципиальных электромагнитных схем:
▪ трансформаторы с нормальным магнитным рассеянием;
▪ трансформаторы с увеличенным магнитным рассеянием.
К первой схеме относятся: однокорпусные трансформаторы с реактивной обмоткой (отдельной или магнитно-связанной на общем магнитопроводе). Ко второй – однокорпусные трансформаторы: с подвижными обмотками, с подвижным шунтом, с подмагничиванием неподвижного шунта постоянным током, трансформаторы с тиристорным управлением.
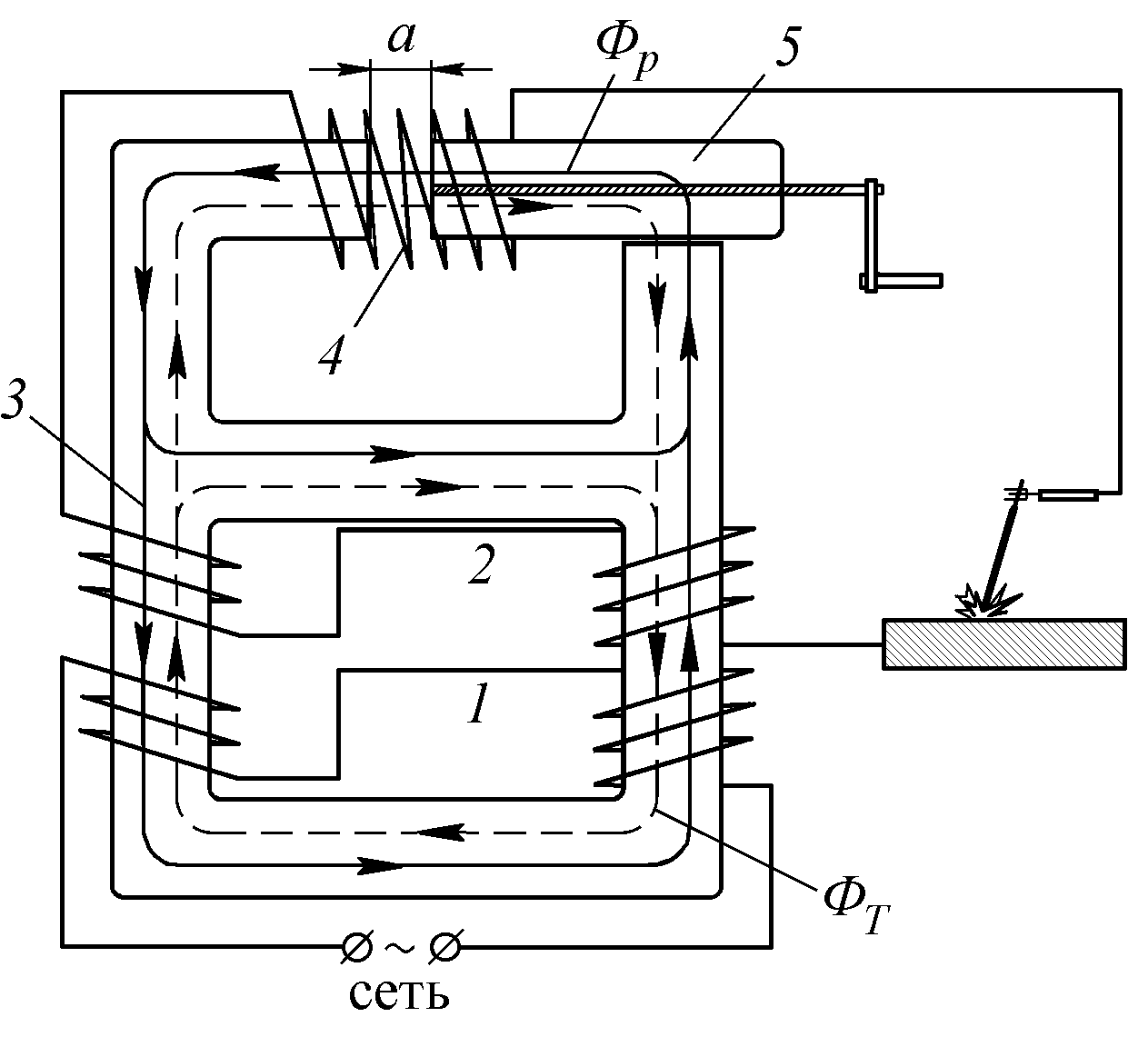
Трансформаторы с нормальным магнитным рассеянием в настоящее время промышленностью не выпускаются, но для понимания физической сущности их работы и логики дальнейшего развития трансформаторов приведём их краткую характеристику. Такой источник питания (рис. 3.1) состоит из первичной обмотки 1, вторичной обмотки 2, магнитопровода 3, реактивной обмотки 4 и подвижного пакета магнитопровода 5. Крутопадающая ВнХИП создаётся за счёт падения напряжения на индуктивном сопротивлении реактивной обмотки, то есть за счёт того, что э. д. с. реактивной обмотки направлена против основной э. д. с.
|
|
Рис. 3.1. Электромагнитная схема сварочного трансформатора с нормальным магнитным рассеянием: Фр – магнитный поток реактивной обмотки; Фт – основной магнитный поток трансформатора; а – воздушный зазор магнитопровода реактивной обмотки |
Напряжение на дуге и сварочный ток при нагрузке характеризуются следующими зависимостями
|
|
и |
|
(3.1) |
где Uх.х– напряжение холостого хода трансформатора, В;
Xр– индуктивное сопротивление реактивной обмотки, Ом.
Плавное регулирование сварочного тока производится путём изменения воздушного зазора а в магнитопроводе реактивной катушки; ступенчатое регулирование – за счёт изменения числа ампер-витков трансформатора. При увеличении воздушного зазора а индуктивное сопротивление реактивной обмотки уменьшается, а сварочный ток увеличивается и наоборот.
В трансформаторах с увеличенным магнитным рассеянием индуктивное сопротивление в сварочной цепи обеспечивается за счёт увеличения потоков рассеяния, достигаемого путём разнесения вдоль магнитопровода на большое расстояние первичной и вторичной обмоток, а также за счёт ответвления части магнитных потоков по шунту (пакету из трансформаторного железа).
Общий принцип работы трансформаторов с подвижными обмотками, с подвижным магнитным шунтом и с подмагничиванием неподвижного шунта одинаков: крутопадающая ВнХИП создается за счёт падения напряжения на индуктивном сопротивлении потоков рассеяния. Плавное регулирование тока осуществляется путём изменения индуктивного сопротивления плавным перемещением подвижной обмотки или магнитного шунта. Ступенчатое регулирование – путём переключения обмоток трансформатора.
|
|
|
|
|
Рисунок 2.2 – Электромагнитная схема трансформатора с увеличенным магниитным рассеянием. |


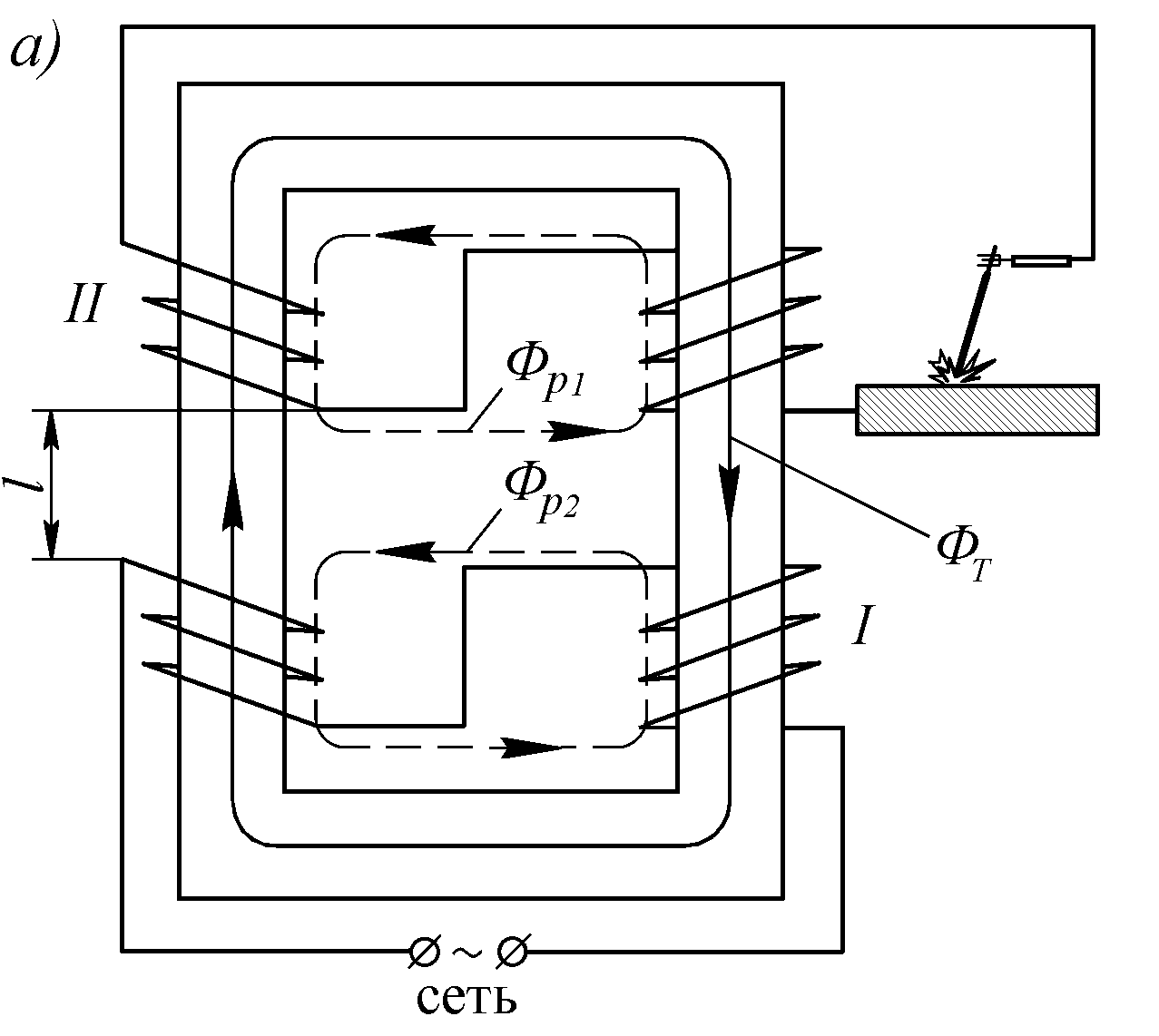
Рассмотрим режим работы трансформатора с увеличенным магнитным рассеянием на примере трансформаторов типа ТД (рис. 3.2) с подвижной вторичной обмоткой.
|
|
|
Рисунок 2.15 – Электромагнитная схема трансформатора с увеличенным магниитным рассеянием. |

|
|
|
|
Рис. 3.2. Электромагнитная схема трансформатора с увеличенным магнитным рассеянием: а) схема электрическая принципиальная; б) схема регулирования ВнХИП | |
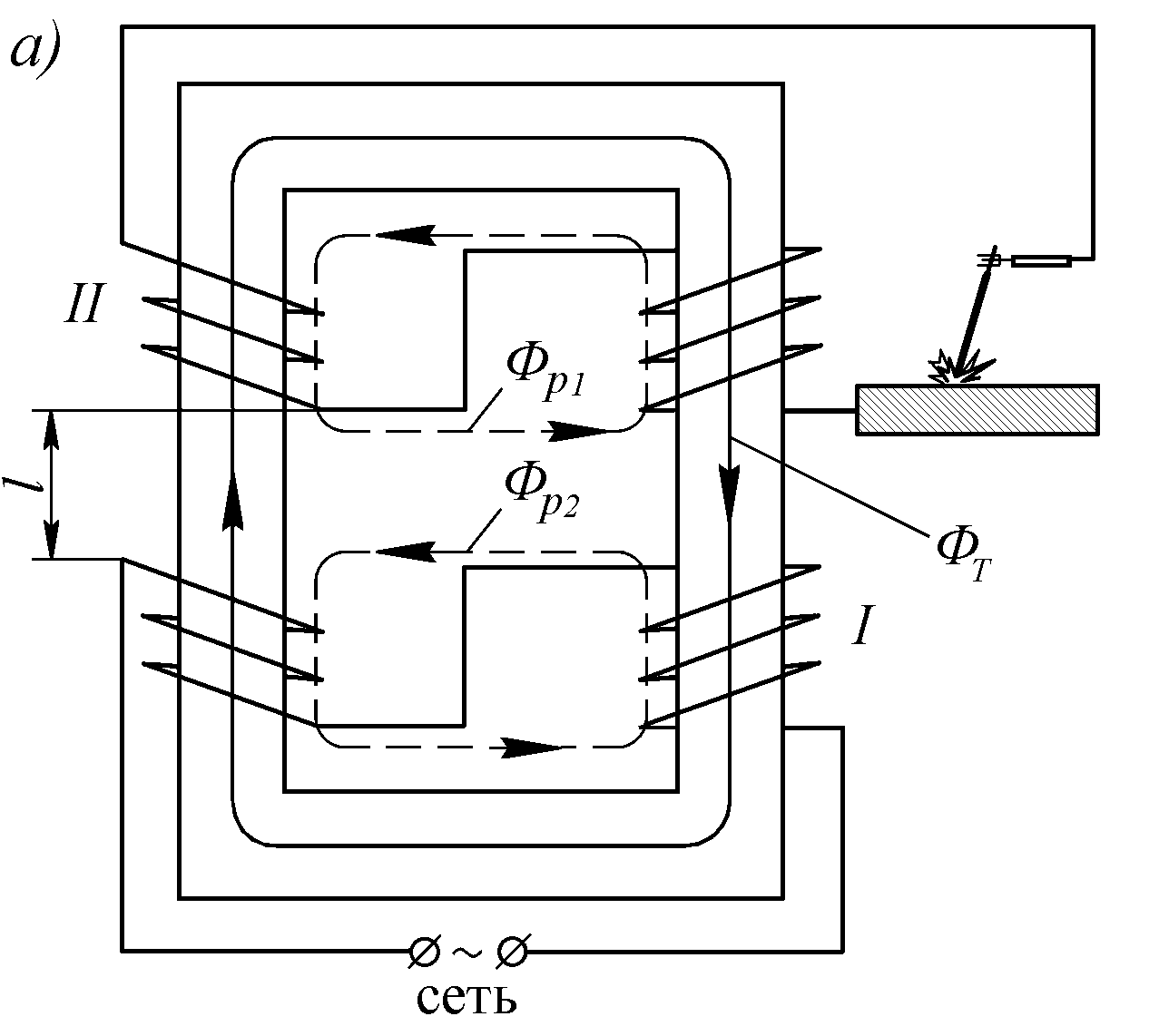

Потоки рассеяния индуктируют в первичной (I) и вторичной (II) обмотках трансформатора э. д. с. рассеяния, направленную против основной э. д. с., то есть носят реактивный характер, уменьшая напряжение в этих обмотках.
Падение напряжения в первичной обмотке компенсируется из сети. Во вторичной обмотке влияние э. д. с. рассеяния ничем не компенсируется и используется для создания крутопадающей внешней характеристики.
|
|
|
|
и |
|
(3.2) | ||
|
|
| ||||
|
|
| ||||
|
|
| ||||
|
|
|
|
|
Рис. 3.3. Упрощенная электрическая схема тиристорного сварочного трансформатора (а) и схема импульсной стабилизации дуги (б) |


Силовой трансформатор состоит из магнитопровода, разнесённых первичной 1 и вторичной 2 обмоток, и дополнительной реактивной обмотки 3 для ступенчатого регулирования сварочного тока. Между секциями вторичной обмотки вставлены секции импульсной обмотки 4. Основным узлом трансформатора является тиристорный фазорегулятор (ФР), снабжённый системой импульсно-фазового управления (СФУ), которая в совокупности с другими элементами обеспечивает регулирование и стабилизацию рабочего напряжения, а также импульсную стабилизацию дуги. Импульсная стабилизация дуги (см. рис. 3.3, б) осуществляется в момент включения любого из транзисторов (V1 и V2), определяемый углом α. При этом конденсатор С разряжается до текущего значения сетевого напряжения. Зарядный ток конденсатора С проходит по дополнительной обмотке 4, трансформируется во вторичную (сварочную) цепь и вызывает в дуговом промежутке импульс напряжения, достаточного для возбуждения дуги. Отпирающие импульсы V1 и V2 поступают на вход системы СФУ с элемента сравнения как разность сигналов с блока задания регулируемой величины напряжения.
Достоинствами тиристорных трансформаторов являются:
▪ простота и надёжность силового трансформатора;
▪ отсутствие подвижных частей и стальных шунтов;
▪ меньшая масса;
▪ устойчивое горение дуги;
▪ лучшее регулирование и стабилизация режимов сварки.
3.3.4. Источники питания постоянного тока включают:
▪ вращающиеся преобразователи (сварочные генераторы);
▪ выпрямители (универсальные, одно- и многопостовые).
И те, и другие позволяют выполнять сварку на любой полярности и обеспечивают устойчивость горения дуги на малых токах.
Сварочные генераторы применяют как для ручной, так и для механизированной и автоматической сварки. Их принципиальные электрические схемы показаны на рис. 3.4. Наиболее простой из этих схем обладают генераторы с независимым возбуждением и размагничивающей последовательной обмоткой возбуждения, позволяющей получить крутопадающую ВнХИП (рис. 3.4, а).
|
|
|
|
|
Рис. 3.4. Принципиальные электрические схемы генераторов с независимым возбуждением (а), с самовозбуждением (б) и жёсткой ВнХИП (в) | ||

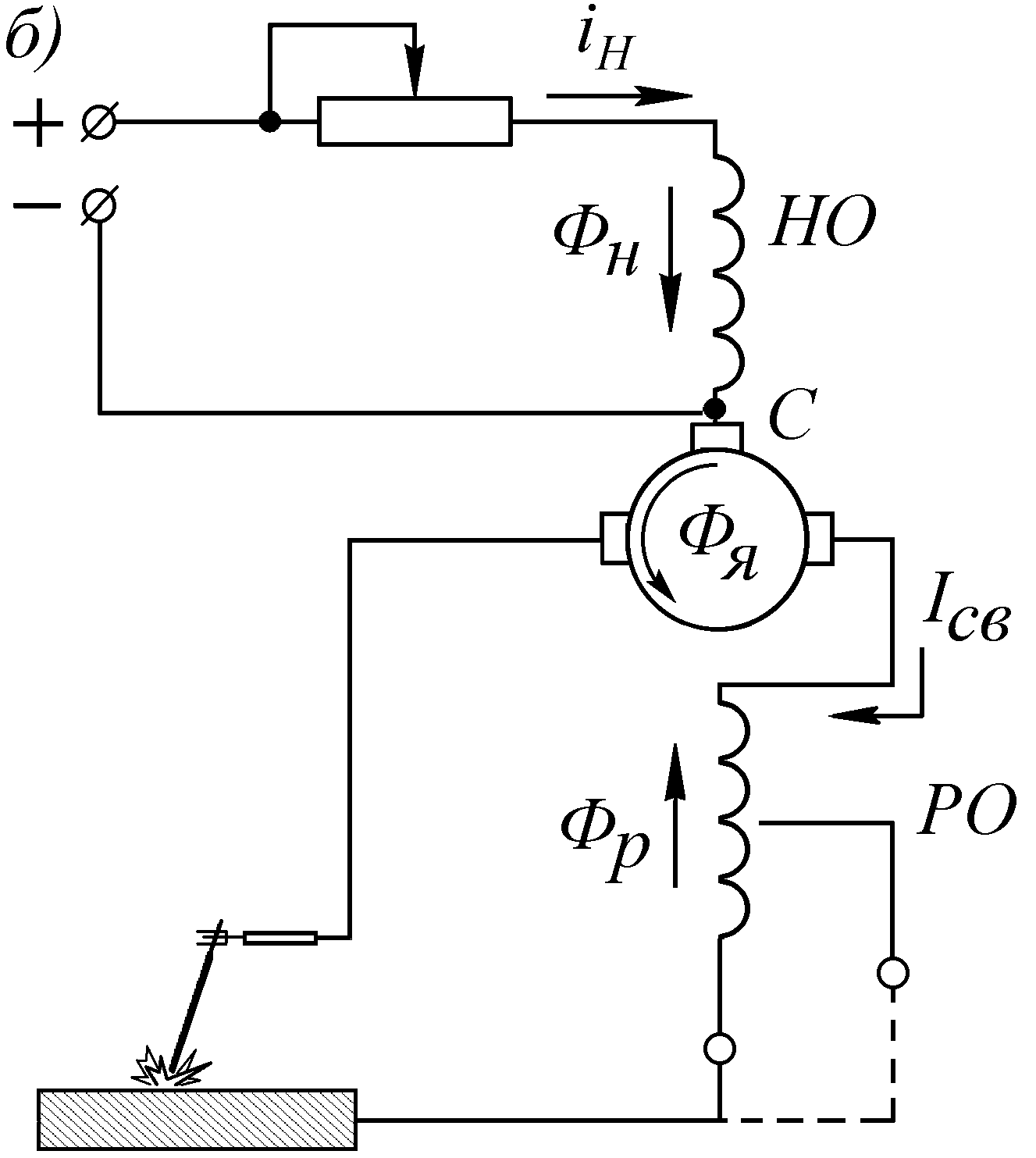

В режиме нагрузки напряжение на генераторе и на дуге определяется по формуле:
|
|
(3.3) |
где С– постоянная генератора;
![]() –сумма магнитных
сопротивлений на пути потоков, создаваемых
независимой и размагничивающей обмотками,
Ом;
–сумма магнитных
сопротивлений на пути потоков, создаваемых
независимой и размагничивающей обмотками,
Ом;
iн– сила тока возбуждения в цепи независимой обмотки;
Wни Wр– число витков намагничивающей и размагничивающей обмоток возбуждения.
Регулирование Iсв производится двумя способами:
▪ плавное – изменением силы тока iн с помощью реостата R;
▪ ступенчатое – изменением числа витков последовательной размагничивающей обмотки возбуждения Wр.
Сварочные генераторы с крутопадающей ВнХИП и с самовозбуждением (рис. 3.4, б) также имеют две обмотки возбуждения – намагничивающую параллельную и размагничивающую последовательную.
Сварочные генераторы с жёсткой ВнХИП применяются для сварки в защитных газах и порошковой проволокой. Принципиальная электрическая схема генератора с двумя обмотками самовозбуждения и разнонасыщенной магнитной системой показана на рис. 3.4, в. Для регулирования напряжения генератора в цепь обмотки Н1 (ненасыщенная магнитная система) включен реостат R. Если реостат R полностью введён, напряжение холостого хода обеспечивается обмоткой Н2 (насыщенная магнитная система), а магнитодвижущая сила обмотки Н1 ограничена большим сопротивлением реостата. Сопротивление RП в цепи обмотки Н2 выполняет роль подстроечного сопротивления. По мере уменьшения сопротивления в обмотке Н1 (реостат выводится), напряжение генератора от насыщенной пары полюсов увеличивается, принимая значение:
|
|
(3.4) |
Напряжение генератора UГ всегда остаётся постоянным, так как оба магнитных потока ФН1 и ФН2 не зависят от сварочного тока, а реакция якоря практически не влияет на напряжение. ВнХИП генератора будет иметь минимальное напряжении при полностью введённом сопротивлении реостата R, и максимальное напряжение – при выведенном сопротивлении реостата R.
Сварочные выпрямители представляют собой преобразователи энергии трёхфазной сети переменного тока в энергию выпрямленного тока для сварки. Сварочный выпрямитель состоит из трёхфазного сварочного трансформатора и силового выпрямительного блока с системой управления и защиты. Основой силового выпрямительного блока являются полупроводниковые приборы (диоды, тиристоры, транзисторы и др.) – электрические устройства, выполненные из полупроводниковых материалов (кремния, селена или германия), обладающих вентильными свойствами и способные выполнять функции управления. В сварочных выпрямителях используются три схемы выпрямления: трёхфазная мостовая, шестифазная с уравнительным дросселем и шестифазная кольцевая.
Применяется несколько видов сварочных выпрямителей:
▪ однопостовые с крутопадающей ВнХИП для ручной сварки и механизированной сварки под флюсом;
▪ однопостовые с жёсткой (или пологопадающей) ВнХИП для сварки в защитных газах, порошковой проволокой и под флюсом;
▪ однопостовые универсальные тиристорные с крутопадающей и жёсткой ВнХИП для ручной и механизированной сварки;
▪ многопостовые с реостатной регулировкой режима на постах для ручной и механизированной сварки в углекислом газе;
▪ многопостовые универсальные тиристорные с безреостатным регулированием режима сварки на постах;
▪ специализированные сварочные выпрямители для импульсной сварки, сварки сжатой дугой неплавящимися электродами и др.
По сравнению со сварочными генераторами сварочные выпрямители обладают следующими достоинствами:
▫ лучшие динамические свойства;
▫ устойчивость дуги на малых токах;
▫ меньшее разбрызгивание металла;
▫ малое энергопотребление при холостом ходе;
▫ несколько больший коэффициент полезного действия;
▫ меньшие габариты и масса;
▫ простота конструкции и технического обслуживания.
Недостатком выпрямителей является чувствительность к циклическим тепловым перегрузкам, что требует применения системы воздушного охлаждения. У многопостовых выпрямителей имеют место большие потери электроэнергии в балластных реостатах.
Упрощенная схема выпрямителей с крутопадающей ВнХИП показана на рис. 3.5, а.
|
|
|
|
Рис. 3.5. Упрощенные схемы выпрямителей типа ВД (а) и ВС (б): I– понижающий трёхфазный трансформатор (ТС); II – устройство для регулирования внешней характеристики; III – блок полупроводниковых выпрямителей (вентили V1 – V6); L – стабилизирующий линейный дроссель | |
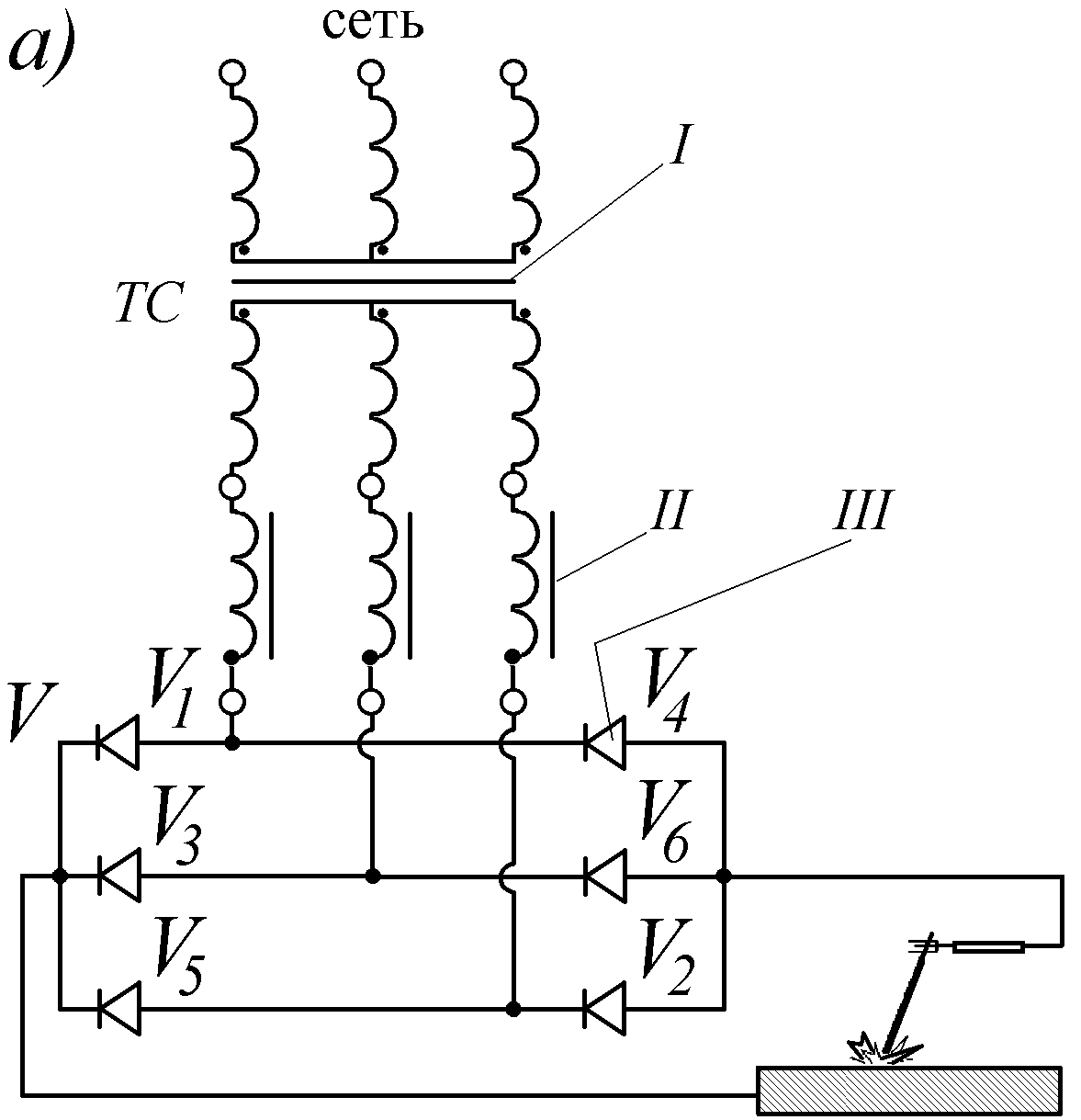

Выпрямители типа ВД выполнены по наиболее распространённой трёхфазной мостовой схеме выпрямления тока на кремниевых диодах. Трёхфазный трансформатор ТС с увеличенным магнитным рассеянием и с подвижными обмотками соединён с выпрямительным мостом V, который содержит две группы вентилей: катодную (нечётную) – вентили V1, V3 и V5, у которой все катоды электрически соединены и образуют положительный полюс выпрямителя и анодную (чётную) – вентили V2, V4, V6, у которых все аноды также электрически соединены и образуют отрицательный полюс выпрямителя. Регулирование тока ступенчато-плавное: при соединении обмоток трансформатора звездой получают малые токи, треугольником – большие токи. Плавная регулировка достигается изменением расстояния между обмотками.
Выпрямители типа ВД (рис. 3.5, а) выпускаются также по трёхфазной мостовой схеме, но с трансформатором с нормальным магнитным рассеянием. Они снабжены дросселями насыщения, создающими крутопадающую внешнюю характеристику и обеспечивающими плавную регулировку сварочного тока.
Выпрямители типа ВС (рис. 3.5, б) выполнены по трёхфазной мостовой схеме на селеновых диодах. Они имеют трёхфазный трансформатор ТС с нормальным магнитным рассеянием и стабилизирующий линейный дроссель L. Пологопадающая ВнХИП выпрямителя является его естественной характеристикой. Регулирование выходного напряжения осуществляется за счёт переключения числа витков первичной обмотки трансформатора.
К недостаткам выпрямителей типа ВС относятся следующие:
▫ отсутствует стабилизирующее напряжение;
▫ регулировка напряжения возможна только при холостом ходе;
▫ не предусмотрена защита от перегрузок.
Кроме выпрямителей, упрощенные схемы которых показаны на рис. 3.5, выпускаются сварочные выпрямители типа ВДГ с управлением от дросселя насыщения или с тиристорным управлением. Функциональные схемы этих выпрямителей показаны на рис. 3.6.
|
|
|
Рисунок 2.6 – Функциональные блок-схемы сварочных выпрямителей типа ВДГ: а – с дросселем насыщения: ТС – силовой трансформатор; СН – стабилизатор напряжения; ДН – дроссель насыщения; V7 и V8 – выпрямительные блоки; V – выпрямительный мост; L – стабилизирующий дроссель. б – с тиристорным управлением (б): ТВ – вспомогательный трансформатор; БФУ – блок фазового управления; V – тиристорный блок; L – линейный дроссель. |

|
|
Рис.3.6. Функциональные блок-схемы сварочных выпрямителей типа ВДГ: а – с дросселем насыщения: ТС – силовой трансформатор; СН – стабилизатор напряжения; ДН – дроссель насыщения; V7 и V8 – выпрямительные блоки; V – выпрямительный мост; L – стабилизирующий дроссель. б – с тиристорным управлением (б): ТВ – вспомогательный трансформатор; БФУ – блок фазового управления; V – тиристорный блок; L – линейный дроссель |
|
|


В условиях концентрации сварочных работ в цехах целесообразно переходить к централизованным многопостовым сварочным системам, то есть к совокупности источников питания, сварочных постов и электрических сетей, соединяющих отдельные посты.
Система может состоять и из одного многопостового источника, используемого автономно с питанием постов через шинопровод (рис. 3.7). Такая схема имеет следующие достоинства:
▫ обеспечивает увеличение коэффициента использования и коэффициента мощности (cosφ) сварочного оборудования;
▫ обеспечивает экономию производственных площадей;
▫ уменьшаются затраты на приобретение оборудования, его ремонт и техническое обслуживание.
|
|

|
|
|
Рис. 3.7. Принципиальная схема подключений трёхфазного многопостового сварочного выпрямителя: I – понижающий трёхфазный трансформатор; II – блок полупроводниковых выпрямителей (вентилей) |

При использовании многопостовых выпрямителей сварочные посты оснащаются балластными реостатами (РБ) для создания крутопадающей ВнХИП и ступенчатого регулирования Iсв.
Уравнение характеристики на посту имеет вид:
|
|
(3.5) |
где Uх.х – напряжение на шинопроводе, В;
RБ – сопротивление балластного реостата, Ом;
IсвRБ – падение напряжения на реостате, В.
Количество постов n многопостовой системы, обслуживаемой одним источником питания, определяется формулой:
|
|
(3.6) |
где Ри– мощность источника питания, А,∙Вт;
Рп– мощность, используемая постомРп=IсвUд, А∙Вт;
K– коэффициент одновременности работы постов: для ручной сваркиK=0,5…0,6, для механизированнойK=0,7…0,9.
3.3.4. Инверторные источники питания в настоящее время получили большую популярность. Функциональная схема инверторного источника сварочного тока показана на рис. 3.8.
Напряжение сети промышленной частоты (в примере – трёхфазной, 380 В) преобразуется входным выпрямителем в постоянное порядка 500 В. Это напряжение, в свою очередь, преобразуется с помощью инвертора в переменное повышенной частоты (до нескольких десятков кГц), которое затем поступает на понижающий высокочастотный трансформатор. Вторичная обмотка трансформатора нагружена на диодный выпрямитель, к выходу которого через сглаживающий дроссель подключены электрод и изделие.
|
|
|
Рис. 3.8. Функциональная схема инверторного источника сварочного тока: 1 – (сетевой) выпрямитель; 2 – инвертор; 3 – трансформатор; 4 – выходной выпрямитель; 5 – дроссель |

Питание трансформатора напряжением высокой частоты позволяет существенно снизить расход материалов, идущих на его изготовление. Так, при частоте питающего напряжения 10 кГц по сравнению с частотой 50 Гц масса трансформатора и его габаритные размеры уменьшаются примерно в 3 раза. А при частоте 50 кГц – уже в 15 – 17 раз. Например, расчётная масса трансформатора мощностью 20 кВ·А при питании напряжением частотой 50 Гц составляет 120 кг, а при 50 кГц – 7 кг. Такое уменьшение массы активных материалов способствует значительному снижению (в 25 раз) потерь мощности, а значит, росту КПД.
3.4. Методические рекомендации и последовательность выполнения работы.
3.4.1. Перед началом выполнения работы целесообразно разделить учебную группу на две бригады по 5 – 7 человек. Одна бригада будет выполнять работу с использованием сварочного поста переменного тока, а вторая – постоянного тока.
3.4.2. К выполнению лабораторной работы допускаются только студенты, прослушавшие ранее инструктаж по технике безопасности и о правилах поведения в лаборатории сварки и расписавшиеся в журнале инструктажа.
3.4.3. В производстве опытов участвуют все члены бригады: один выполняет работы в сварочной кабине, второй переключает рычаги балластного реостата, двое ведут записи результатов и наблюдение за током и напряжением по приборам и т. д. Распределение функций в бригаде студенты выполняют самостоятельно или под руководством преподавателя.
3.4.4. Все студенты бригады должны ознакомиться с исходной информацией (см. п. 3.3), электрической схемой и технической характеристикой источника питания дуги (по паспорту), по форме табл. 3.1 подготовить форму-бланк для записи результатов опытов.
Таблица 3.1