

7 Система управления станка заданной модели. Описание режимов работы
Управление токарно-карусельным двух стоечным станком модели 1А563Ф4 осуществляется автоматически от системы ЧПУ. Система ЧПУ позволяет с высокой точностью управлять всеми приводами станка: приводом главного движения, приводами подач; а также другими механизмами в станке, которые повышают технические возможности станка – это механизм круговой подачи планшайбы, механизм поворота суппортов, фрезерно-расточной шпиндель, механизм перемещения траверсы, поворотный магазин.
Станок оснащен универсальной системой ЧПУ для позиционной и контурной обработки, что позволяет быстро и с высокой точностью перемещать рабочие органы (суппорта) станка в заданную точку для, например, обработки отверстий осевым инструментом или подвод режущего инструмента к заготовке. Также данная система ЧПУ позволяет с высокой точность обрабатывать сложные контуры детали – фрезерование, контурное точение.

Рисунок 14 – Упрощенная структурная блок-схема системы ЧПУ
УП – управляющая программа;
УВ – устройство ввода программы;
УТК – устройство технологических команд;
ИМ – исполнительный механизм;
УОП – устройство обработки программы;
УУП – устройство управление приводом;
ПП – привод подач;
ДОС – датчики обратной связи;
УОС – устройство обратной связи;
ЗИ – задающая информация;
ИОС – информация обратной связи.
Принцип работы системы заключается в следующем:
Управляющая программа содержит определенную задающую информацию, записанную в коде ISO7bit. УВП считывает эту информацию и преобразует ее в электронные сигналы. Технологическая информация (частота вращения, величина подачи, смена инструмента и др.) поступает в УТК, которое воздействует на исполнительны механизмы станка (привод главного движения планшайбы и фрезерного суппорта, поворотный магазин и др.). В результате происходит включение/выключение двигателей, электромагнитных муфт и др. Геометрическая часть информации направляется в УОП, которое через УУП воздействует на привод подач станка. Заданные перемещения по осям подвижных узлов станка, связанных с приводом контролируют ДОС. Информация обратной связи с датчиков через УОС поступает в УОП, где происходит сравнение фактического перемещения узла подачи с заданным по программе и при необходимости производится корректировка.
8 Приспособление, оснастка и вспомогательный инструмент, применяемый на оборудовании заданного типа
На станке 1А563Ф4 можно производить различные виды обработки (точение, сверление, фрезерование, шлифование), что определяет большую номенклатуру применяемого режущего, вспомогательного инструмента, а также приспособлений и оснастки.
Для работы токарным инструментом применяются резцедержатели с квадратным пазом 32х32 для установки резцов. Для базирования на токарном суппорте станка применяется конструкция резцедержателя с базирующей призмой (смотри рисунок 15).
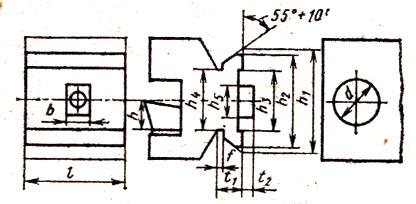

Рисунок 15 – Резцедержатель с базирующей призмой для токарных станков с ЧПУ
Примеры резцедержателей показаны на рисунке 16.
а)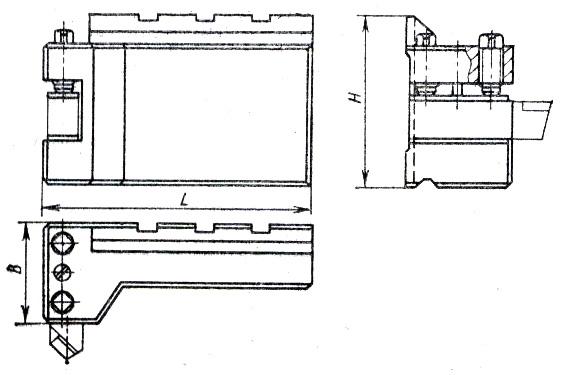 б)
б)
в)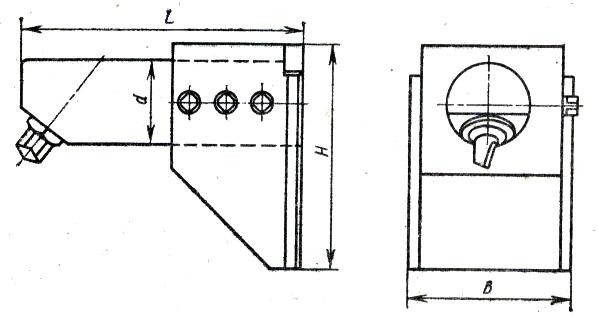 г)
г)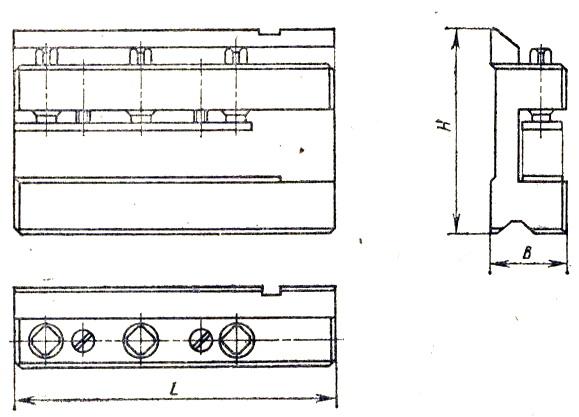
Рисунок 16 – Вспомогательный инструмент для токарной обработки.
а – угловой блок левый; б – трехсторонний блок; в – расточной блок; г – прямой блок правый.
Для базирования осевого инструмента (фрез, свёрл, метчиков, зенкеров и др.) применяются оправки с коническим хвостовиком 7:24 (см. рисунок 17). Также на фланце оправке предусмотрена канавка и паз для захвата и фиксации ее в манипуляторе при смене инструмента. На фланце оправки имеется еще два паза, которые служат для фиксации ее в шпинделе станка в заданном положении. Оправка базируется в коническом отверстии шпинделя фрезерно-расточного суппорта.

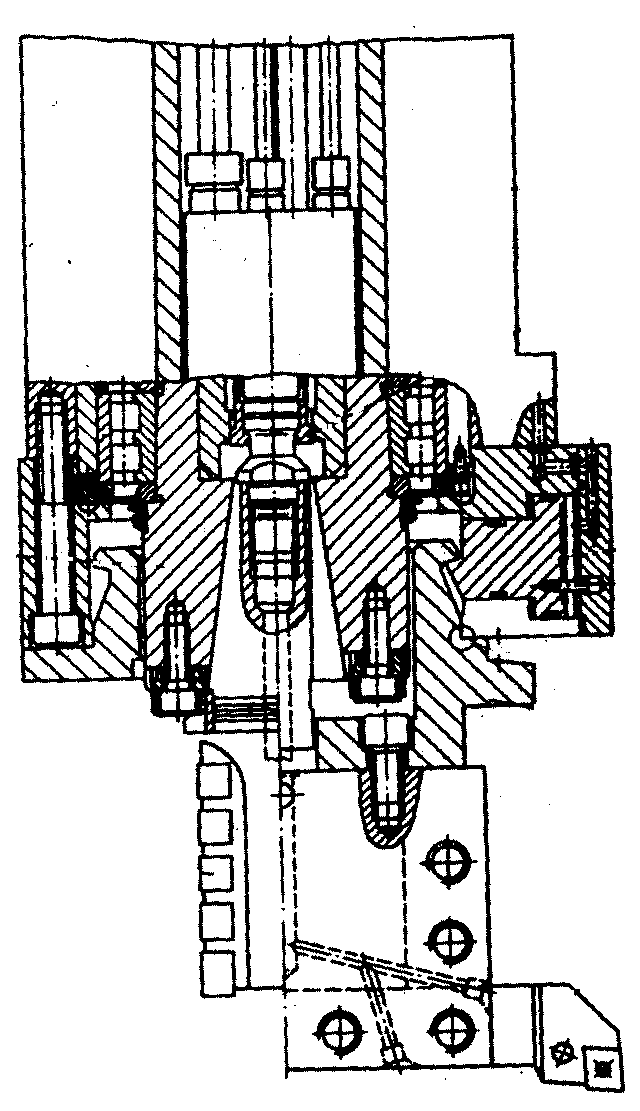
Рисунок 17 – Хвостовик инструмента конусностью 7:24.
Пример применяемых оправок показан на рисунке 18.
а)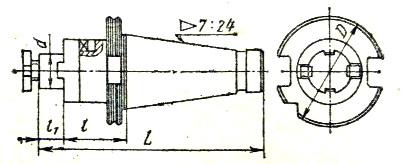 б)
б)
в)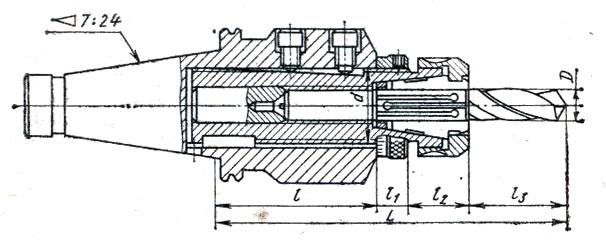
Рисунок 18 – Вспомогательный инструмент для осевой обработки.
а – оправка для насадных торцовых фрез с поперечной шпонкой; б - патрон цанговый; в – цанговый патрон для сверл с цилиндрическим хвостовиком.
Для расширения технологических возможностей на станке предусмотрены угловая фрезерная головка с управляемой координатой (перпендикулярно направляющим траверсы) и шлифовальная головка (см. рисунок 20) с встроенным в корпус электродвигателем, которые с целью облегчения их смены устанавливаются на поворотном магазине. Фрезерная головка (см. рисунок 19) устанавливается на ползуне 7 фрезерно-расточного суппорта и закрепляется коническими кольцами. Вращение на рабочий шпиндель 10 передается от шпинделя 8 ползуна через шпонку 5 на гильзу 9 и далее через специальную муфту 4. С помощью этой муфты (двойной кривошип) вращение передается на фланец 3 и далее через конические колеса на рабочий шпиндель 10. Муфта 4 передает вращение от гильзы 9 на фланец 3 при перемещении головки 1 в направляющих 2 в пределах ±150 мм. Перемещение головки 1 производится от высокомоментного двигателя 11 (см. разрез А-А) шариковым винтом.
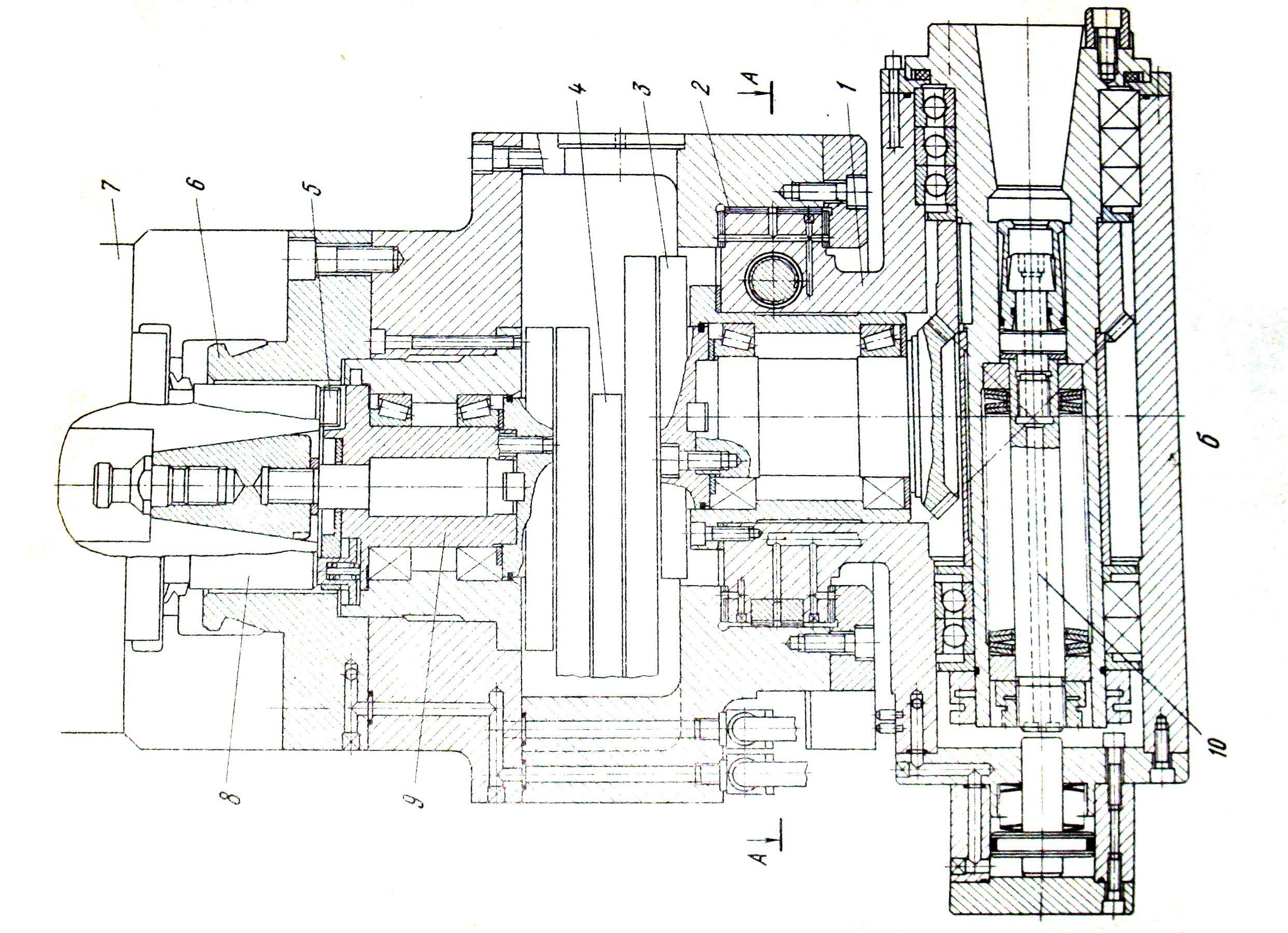
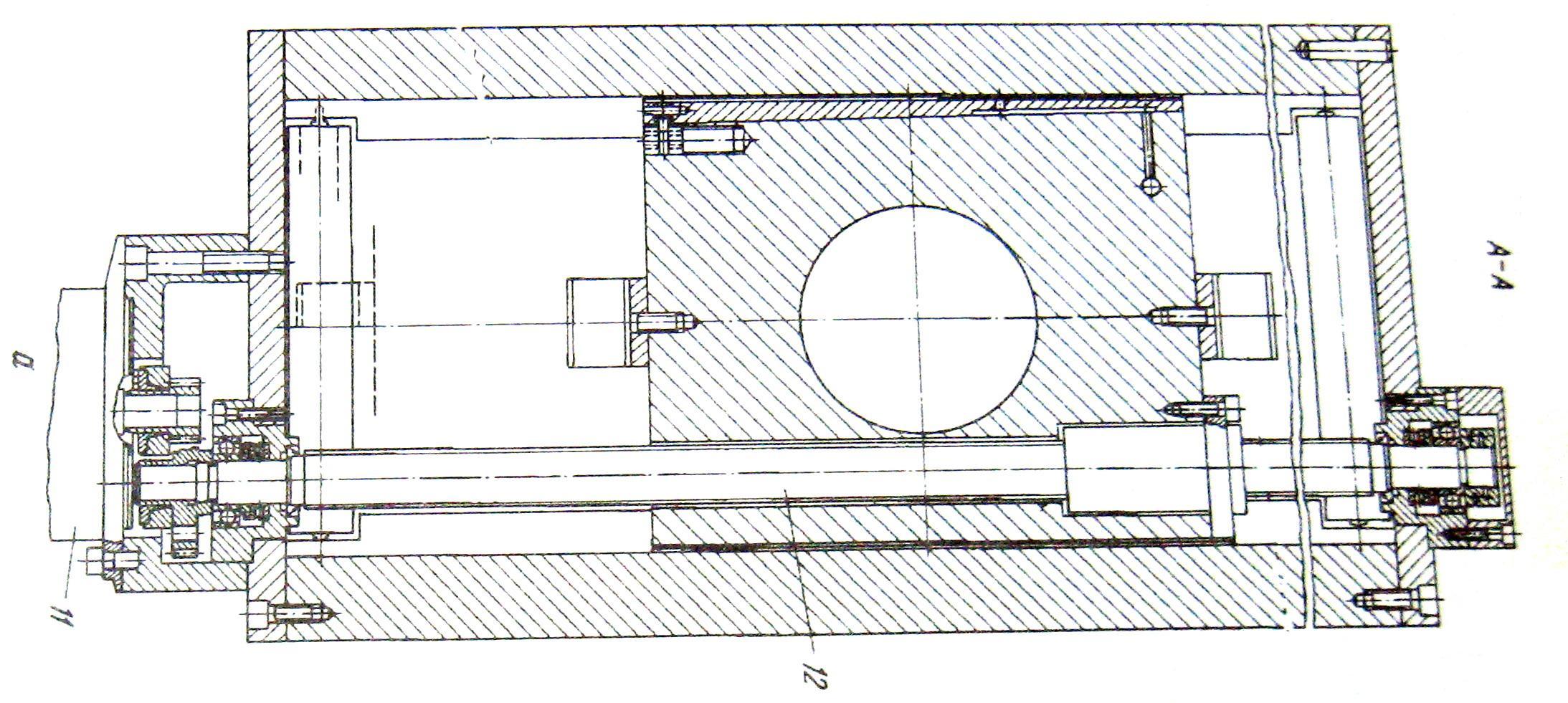
Рисунок 19 – Угловая фрезерная головка
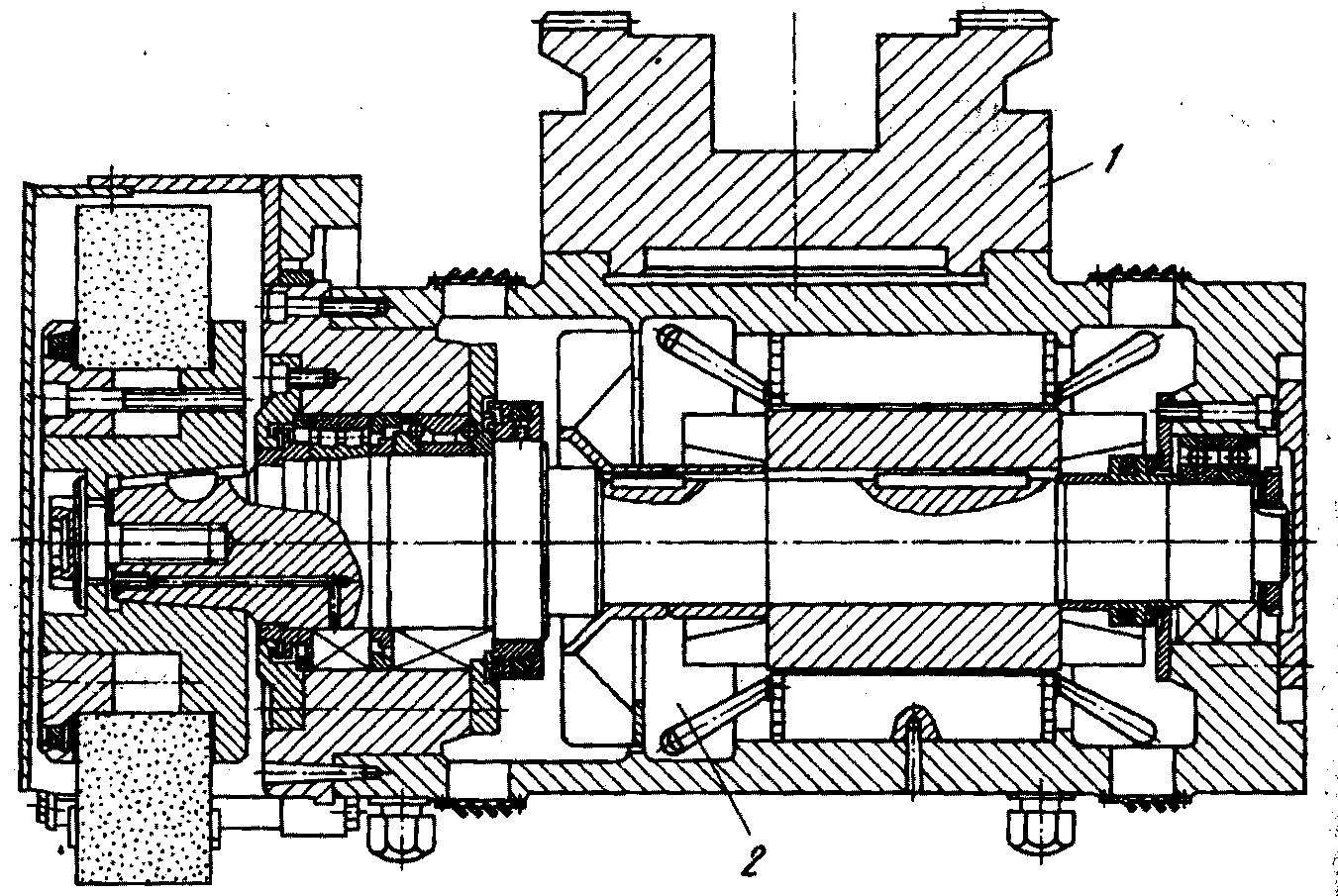
Рисунок 20 – Шлифовальная головка
На планшайбе стола станка имеются Т-образные пазы, в которых базируются различные прихваты, кулачки, упоры, тиски, столы-спутники. Эти приспособления служат для базирования и закрепления заготовки на планшайбе.
а)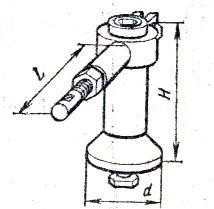 б)
б)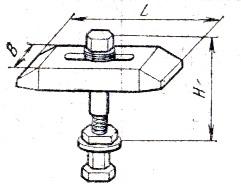 в)
в)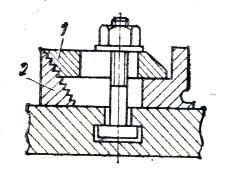
г)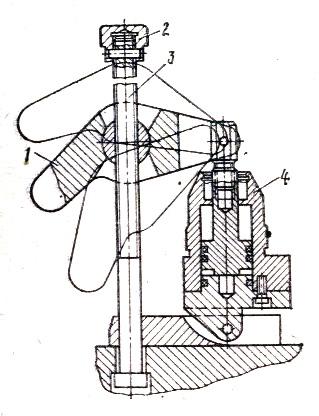 д)
д)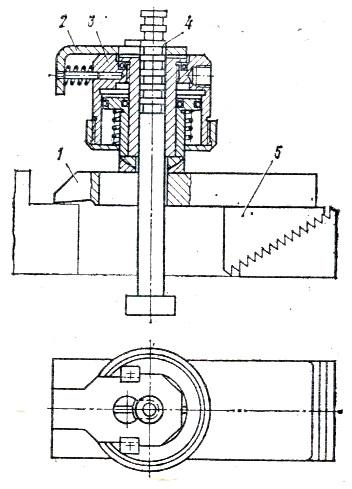
Рисунок 21 – Приспособления для базирования заготовок
а – опора универсальная регулируемая; б – прижим; в – прихват со ступенчатой подставкой; г – зажимное устройство с поворотным прихватом; д - быстропереналаживаемый гидравлический зажим.