

5. Подрезать торец ступицы в размер .
Определяем глубину
резания:
![]() .
.
Определяем длину рабочего хода суппорта:
![]() ,
,
где:
![]() длина резания;
длина резания;
![]()
y – дополнительный ход.
Определяем подачу
суппорта:
![]() (табл. 28, стр. 238) [1].
(табл. 28, стр. 238) [1].
(«Справочник прогрессивный режущий инструмент и режимы резания металлов» под ред. Барановского) [1].
![]() ,
,
где:
![]() поправочные коэффициенты на подачу для
изменяющихся условий работы.
поправочные коэффициенты на подачу для
изменяющихся условий работы.
![]() (табл. 30, стр.239)
[1].
(табл. 30, стр.239)
[1].
![]() .
.
Определяем рекомендуемую скорость резания:
![]() (табл. 36, стр. 243)
[1].
(табл. 36, стр. 243)
[1].
![]() ,
,
где:
![]() поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
![]() (табл. 37, стр. 244)
[1].
(табл. 37, стр. 244)
[1].
![]()
Рассчитываем число оборотов шпинделя:
![]()
Рассчитываем основное машинное время обработки:
![]()
Произведем расчет по мощности:
Определим силу резания:
![]() (карта Т5, стр. 35)
[2].
(карта Т5, стр. 35)
[2].
![]() где
где
![]()
![]() .
.
Рассчитываем мощность:
![]() .
.
6. Подрезать торец венца, выдерживая размер .
Определяем глубину
резания:
![]() .
.
Определяем длину рабочего хода суппорта:
![]() ,
,
где:
![]() длина резания;
длина резания;
![]()
y – дополнительный ход.
Определяем подачу
суппорта:
![]() (табл. 28, стр. 238) [1].
(табл. 28, стр. 238) [1].
(«Справочник прогрессивный режущий инструмент и режимы резания металлов» под ред. Барановского) [1].
![]() ,
,
где:
![]() поправочные коэффициенты на подачу для
изменяющихся условий работы.
поправочные коэффициенты на подачу для
изменяющихся условий работы.
![]() (табл. 30, стр.239)
[1].
(табл. 30, стр.239)
[1].
![]() .
.
Определяем рекомендуемую скорость резания:
![]() (табл. 36, стр. 243)
[1].
(табл. 36, стр. 243)
[1].
![]() ,
,
где:
![]() поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
![]() (табл. 37, стр. 244)
[1].
(табл. 37, стр. 244)
[1].
![]()
Рассчитываем число оборотов шпинделя:
![]()
Рассчитываем основное машинное время обработки:
![]()
Произведем расчет по мощности:
Определим силу резания:
![]() (карта Т5, стр. 35)
[2].
(карта Т5, стр. 35)
[2].
![]() где
где
![]()
![]() .
.
Рассчитываем мощность:
![]() .
.
7.Обточить обод до диаметра .
Определяем глубину
резания:
![]() .
.
Определяем длину рабочего хода суппорта:
![]() ,
,
где:
![]() длина резания;
длина резания;
![]()
y – дополнительный ход.
Определяем подачу
суппорта:
![]() (табл. 28, стр. 238) [1].
(табл. 28, стр. 238) [1].
(«Справочник прогрессивный режущий инструмент и режимы резания металлов» под ред. Барановского) [1].
![]() ,
,
где:
![]() поправочные коэффициенты на подачу для
изменяющихся условий работы.
поправочные коэффициенты на подачу для
изменяющихся условий работы.
![]() (табл. 30, стр.239)
[1].
(табл. 30, стр.239)
[1].
![]() .
.
Определяем рекомендуемую скорость резания:
![]() (табл. 36, стр. 243)
[1].
(табл. 36, стр. 243)
[1].
![]() ,
,
где:
![]() поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
поправочные коэффициенты на скорость
резания для изменяющихся условий работы.
![]() (табл. 37, стр. 244)
[1].
(табл. 37, стр. 244)
[1].
![]()
Рассчитываем число оборотов шпинделя:
![]()
Рассчитываем основное машинное время обработки:
![]()
Произведем расчет по мощности:
Определим силу резания:
![]() (карта Т5, стр. 35)
[2].
(карта Т5, стр. 35)
[2].
![]() где
где
![]()
![]() .
.
Рассчитываем мощность:
![]() .
.
На основании произведенных расчетов основного времени по переходам определяем общее основное время на 1 позиции.

Вспомогательное время:
- время на установку и снятие детали, переустановку с позиции на позицию – 0,19 мин;
- быстрый подвод и отвод суппорта – 0,05мин.
Включение станка – 0,10 мин.
Итого: 0,34 мин.
Время загрузки, выгрузки портальным загрузчиком принимается равным базовым данным с завода – 0,12 мин.
![]()
Операция 015 – вертикально-протяжная.
Оборудование: вертикально-протяжной станок ф. «Варинелли», модель BV6,3/1000/320.
Назначаем нормативную скорость резания:
![]() (карта П-2, стр.132)
[2.
(карта П-2, стр.132)
[2.
Применяемый станок на операции обеспечивает
![]() .
.
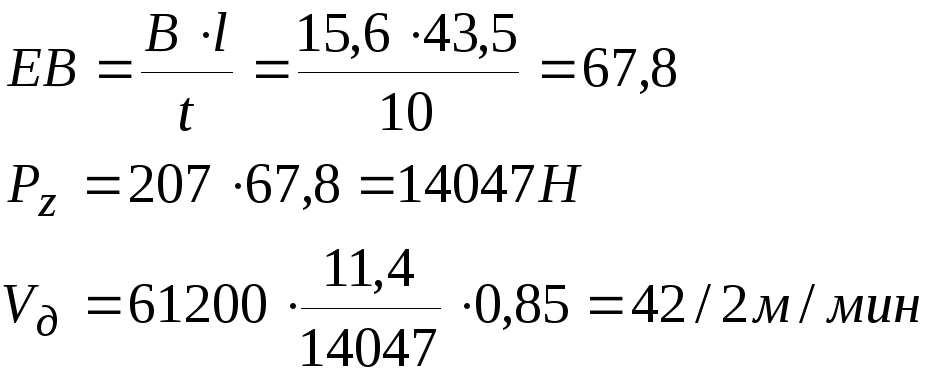
Проведем проверочный расчет по скорости резания допускаемой мощностью двигателя станка:
![]() ,
,
где: N – мощность двигателя, кВт;
![]() сила резания на 1
мм длины лезвия; Н
сила резания на 1
мм длины лезвия; Н
- КПД станка; = 0,85.
![]() ,
,
где: Р – сила резания на 1 мм длины лезвия, Н
![]() (карта П3, стр. 135)
[2].
(карта П3, стр. 135)
[2].
ЕВ – наибольшая суммарная длина лезвий всех одновременно режущих зубьев.
![]() ,
,
где: В – периметр резания, мм;
t – шаг режущих зубьев, мм;
l - длина обрабатываемой поверхности, мм;
Назначение по
нормативам скорость
![]() удовлетворяет условию
удовлетворяет условию
![]() .
.
Рассчитываем основное машинное время обработки:
![]() ,
,
где:
![]() длина рабочего хода.
длина рабочего хода.
![]() ,
,
где:
![]() длина протягивания;
длина протягивания;
![]() ;
;
![]() длина рабочей
части протяжки;
длина рабочей
части протяжки;
![]() ;
;
![]() ;
;
К – коэффициент, учитывающий соотношение скорости рабочего и обратного хода; К=2.
![]()
Вспомогательное время для данной операции – 0,23 мин.
Время загрузки и выгрузки заготовки операции портальным грузчиком – 0,2мин.
![]()
Операция 025 – зубофрезерная.
Оборудование: зубофрезерный станок ф. «Пфаутер», модель -300.
Базирование заготовки производится по отверстию и торцу венца.
Определяем осевую подачу:
![]() (табл. V9,
стр. 125 Справочник «Производство зубчатых
колес» под ред. Тайца) [3].
(табл. V9,
стр. 125 Справочник «Производство зубчатых
колес» под ред. Тайца) [3].
![]() - поправочные
коэффициенты (табл. V10,
стр. 125) [3].
- поправочные
коэффициенты (табл. V10,
стр. 125) [3].
![]()
Определяем скорость резания:
![]() ;
(табл. V12,
стр. 126) [3].
;
(табл. V12,
стр. 126) [3].
![]()
![]() поправочные
коэффициенты на скорость в зависимости
от изменяющихся условий обработки.
поправочные
коэффициенты на скорость в зависимости
от изменяющихся условий обработки.
![]()
![]()
![]()
Корректировку скорости и подачи не производим, так как на операции применяется станок с числовым программным управлением. Скорость резания и подачу назначаем согласно расчетам.
Рассчитываем число оборотов фрезы:
![]()
Рассчитываем основное время фрезерования одной детали:
![]() ,
,
где: в
– ширина венца нарезаемого колеса (или
пакета),
![]() ;
;
![]() длина врезания;
длина врезания;
![]() перебег фрезы;
перебег фрезы;
Z
– число зубьев нарезаемого колеса,
![]() ;
;
К – число заходов фрезы;
у – число одновременно обрабатываемых колес.
![]() ,
,
где: h – высота зуба колеса;
![]() .
.
![]()
![]()
Вспомогательное время на операцию равно 0,4 мин
![]() .
.