

1.2. Материалы для монтажной пайки
Припои подразделяют на две группы – мягкие и твердые.
К мягким относят припои с температурой плавления до 450 °С, к твердым – cвыше 450 °С. Мягкие припои имеют предел прочности при растяжении (16 – 100) МПа, твердые – (100–500) МПа.
1.2.1 Низкотемпературные припои
Для низкотемпературной пайки применяют припои, основные сведения о которых приведены в табл. 5.1.
Таблица 5.1
Монтажные легкоплавкие припои
|
Марка припоя |
Состав припоя, % |
Паяемый металл (металлическое покрытие) |
Температура плавления, 0С |
Область применения | |
|
Солидус |
Ликвидус | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ПОС–40 |
Олово (39 – 41) Свинец (61 – 59) |
Медь, никель и их сплавы, серебро, золото, олово и его сплавы, кадмий |
183 |
238 |
Пайка и лужение деталей и монтажных проводов, жгутов, наконечников, проходных стеклянных изоляторов |
|
ПОС–61 |
Олово (60 – 62) Свинец (40 – 38) |
Медь, никель и их сплавы, серебро, золото, олово и его сплавы, кадмий |
183 |
192 |
Пайка и лужение выводов и ПП, микропроводов, пленочных покрытий, работающих при температуре не выше 100 оС |
|
ПОСК– 60–18 |
Олово (49 – 51) Кадмий (17 – 19) |
Медь, никель и их сплавы, серебро, золото, олово и его сплавы, кадмий |
142 |
145 |
Пайка и лужение печатных узлов, керамических изоляторов, конденсаторов, проводов не допускающих нагрев выше 180 оС |
|
ПОССу61–0,5 |
Олово (60 – 62) Сурьма (0,2 – 0,5) Свинец остальное |
Медь, никель и их сплавы, серебро, золото, олово и его сплавы, кадми |
183 |
189 |
Пайка, лужение выводов элементов ПП, узлов и блоков, электрического монтажа, работающих при температуре не выше 100 оС, групповая пайка оплавлением припойных паст |
|
Продолжение табл. 5.1. | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ПСр 2,5 |
Олово (5 – 6) Серебро(2,2 – 2,8) Свинец остальное |
Медь, никель и их сплавы |
225 |
235 |
Пайка и лужение моточных изделий, штепсельных разъемов работающих при температуре от150 до 250 оС |
|
ПСрОС |
Олово (57,7 – 57,8) Сурьма (0,2 – 0,8) Серебро (2,8 – 3,4) Свинец остальное |
Медь, никель и их сплавы |
183 |
190 |
Пайка, лужение керамики в производстве микромодулей, конденсаторов, проходных изоляторов |
|
ПОСВ33 |
Олово (32,4 – 34,4) Свинец (32 – 34,5) Висмут (33 – 34,3) |
– |
120 |
130 |
Пайка коаксиальных кабелей |
|
Сплав Розе |
Олово (17,5 – 18,5) Свинец (31 – 32,5) Висмут (49 – 50,5) |
– |
93 |
96 |
Лужение элементов ПП |
|
Сплав Вуда |
Олово (12 – 13) Свинец (24 – 25,5) Кадмий(112 – 113) Висмут (49 – 51) |
– |
66 |
70 |
Пайка вставок плавких предохранителей |
|
ПСрОСИн 3-56 |
Олово (55,3 – 57,3) Серебро (2,6 – 3,4) Индий (2,8 – 3,2) |
Золото, металлизация золотом, серебром |
175 |
175 |
Пайка, лужение аппаратуры в микроминиатюрном исполнении |
|
ПСр3И |
Олово (55,3 – 57,3) Серебро (2,6 – 3,4) Индий (2,8 – 3,2) |
Золото, металлизация золотом, серебром |
141 |
141 |
Пайка, лужение аппаратуры в микроминиатюрном исполнении |
|
ПОИ 50 |
Олово (49 – 51) Индий остальное |
Золото, металлизация золотом, серебром |
117 |
117 |
Пайка, лужение изделий из феррита и керамики спримен. ультразвука |
|
Ин 2 |
Индий 99,75 |
Золото, металлизация золотом, серебром |
156 |
156 |
Пайка полупроводниковых диодов СВЧ |
|
ПОСВИ36-4 |
Свинец 36 Висмут 4 Олово – остальное |
Медь, серебро олово-свинец, олово - висмут |
168 |
168 |
Лужение элементов ПП |
Анализ и выбор припоя можно осуществлять, используя фазовые диаграммы (диаграммы состояния) применяемых сплавов. В качестве примера на рис. 5.3. показана фазовая диаграмма системы Sn – Pb.
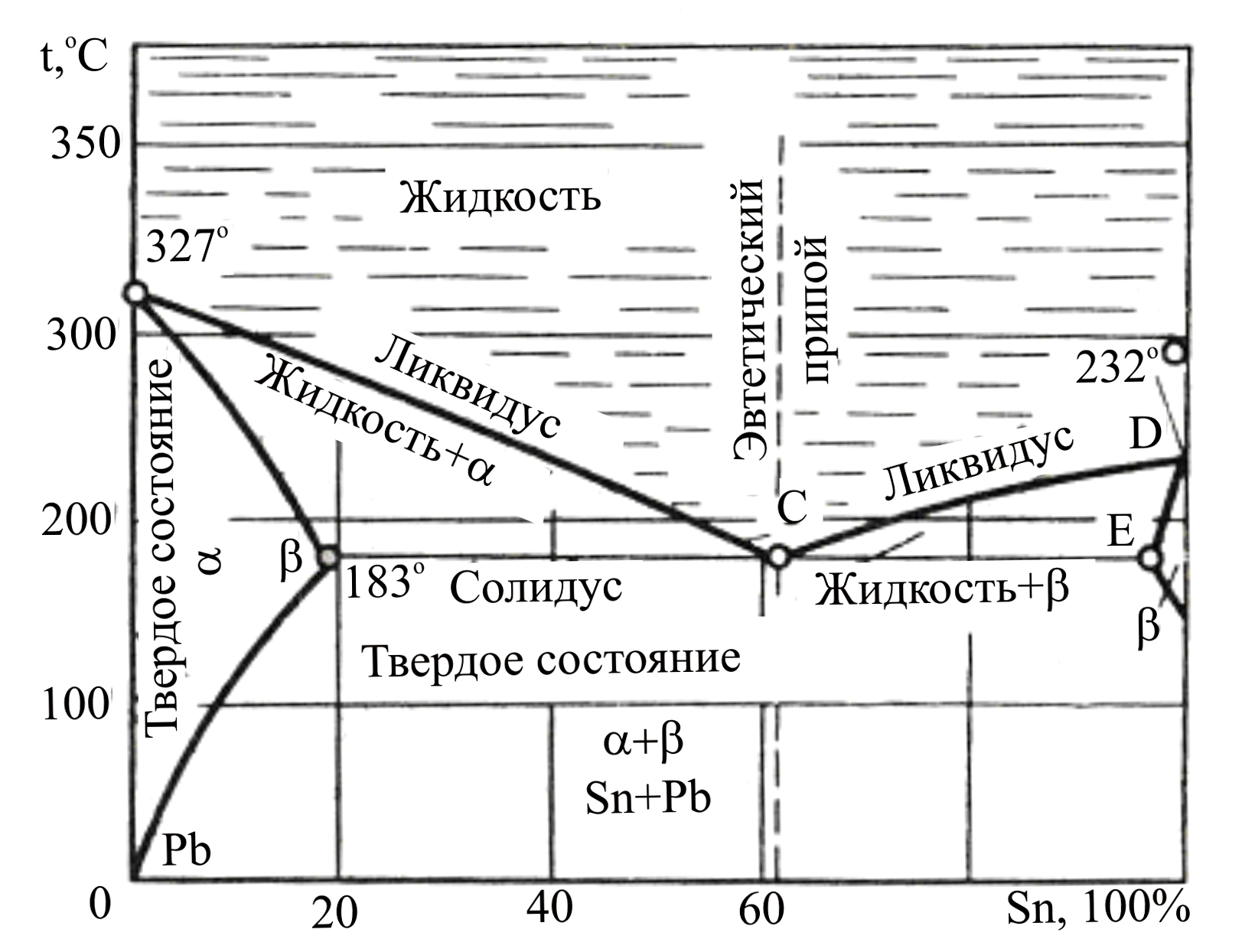
Рис. 5.3. Фазовая диаграмма сплава олово-свинец
Кривая ABCED представляет собой линию максимальной температуры, при которой припой полностью затвердевает и ниже которой находится в твердой фазе (линия солидуса).
Самая низкая температура, при которой металл или сплав остается жидкими, характеризуется линией ликвидуса (кривая ACD). Чистый свинец (точка A) имеет температуру плавления 327 °С, чистое олово (точка D) – 232 °C. Припои, содержащие от 19,5 % (точка В) до 97,5 % олова (точка Е), имеют одинаковую температуру солидуса (183 °С). На участке, ограниченном замкнутой кривой АВСА, находятся кристаллы твердого раствора олова в свинце (α) и жидкий раствор олова в свинце; на участке, ограниченном линией DCED – кристаллы твердого раствора свинца в олове (β) и жидкий раствор свинца в олове.
В интервале температур между линиями ACD и ABCE сплавы находятся в пастообразном состоянии. Точка С обозначает эвтектику, которой соответствует сплав 61,8 % олова и 38,2 % свинца. При сплавлении (Т = 183 °C) этот сплав полностью становится жидким.
Сплавы, составы которых находятся в области между твердым раствором олова в свинце и эвтектикой (припой ПОС-40, ПОС-61 и др.), по своему строению характеризуются мелкозернистой основой с включенными в нее отдельными зернами твердого раствора. Интервал температур между линиями солидуса и ликвидуса называют интервалом кристаллизации. Температурный интервал кристаллизации влияет на качество соединения и ход процесса пайки.
При наличии широкого интервала кристаллизации необходимо поддерживать неизменным положение паяемых поверхностей при охлаждении припоя. В случае относительного их смещения жидкость не сможет заполнить все промежутки между кристаллами. Поэтому наилучшее качество пайки обеспечивает эвтектический припой. Наиболее близок к эвтектическому составу припой ПОС-61, который нашел широкое применение для монтажной пайки из-за низкой температуры плавления, небольшого температурного интервала кристаллизации и высокой коррозионной устойчивости. Для пайки соединений из стали, латуни и монтажных проводов используется припой ПОС-40.
Сплавы олова и цинка также образуют диаграмму эвтектического типа. Наилучшим припоем является сплав ПОЦ-90, отвечающий эвтектическому составу: 90 % Sn и 10 % Zn. Он имеет самую низкую температуру плавления из всех сплавов этой системы, равную 199 °С. Сплавы ПОЦ-70, ПОЦ-60, ПОЦ-40, так же как и ПОЦ-90, используют для пайки алюминия и его сплавов. В тех случаях, когда требуется очень низкая температура нагрева (<100 °C), для пайки используют сплавы висмута со свинцом, оловом, кадмием. В процессе сплавления металлы образуют между собой легкоплавкие тройные и более сложные эвтектики, чем и объясняется низкая температура плавления сплавов. Однако такие припои не обеспечивают прочности соединения. Кроме того, сплавы с висмутом хрупки.